Методические указания к выполнению курсового проекта для студентов, обучающихся по специальностям: 190201 "Автомобиле- и тракторостроение", 140501 "Двигатели внутреннего сгорания", 150301 "Динамика и прочность машин", 070601 "Дизайн"
Одобрено методической комиссией
по укрупненным группам специальностей и направлений:
150000 «Металлургия, машиностроение и металлообработка»
Москва 2012
Методические указания разработаны в соответствии с Государственным образовательным стандартом ВПО 2000 года для студентов специальностей: 190201 «Автомобиле- и тракторостроение», 140501 «Двигатели внутреннего сгорания», 150301 «Динамика и прочность машин», 070601 «Дизайн» на основе рабочих программ дисциплин: ²Технология автомобиле- и тракторостроения ², ²Технология двигателестроения ² и «Механика технологических процессов»
Рецензенты: доцент, к.т.н. кафедры «АССИ», Пини Б.Е.
доцент, к.т.н. кафедры «КАМ», Бухтеева И.В.
Работа подготовлена на кафедре «Технология машиностроения».
Разработка курсового проекта по технологии машиностроения для студентов конструкторских специальностей: методические указания / И.И. Ламин, под редакцией заведующего кафедрой «Технология машиностроения», проф. Б.В. Шандрова – М.: МГТУ «МАМИ», 2012. – 27 с.
Методические указания предназначены для студентов конструкторских специальностей, выполняющих курсовые проекты по технологическим дисциплинам кафедры «Технология машиностроения». В методических указаниях рассматривается структура курсового проекта, объем и содержание каждого этапа работ, а также приводятся примеры выполнения наиболее сложных решений.
Приложение 2. Задание на курсовой проект……………………...
.25
Тематика курсового проекта
Типовой темой курсового проекта для студентов конструкторских специальностей является разработка технологического процесса изготовления конкретного изделия (детали или сборочной единицы) в механообрабатывающем производстве.
Для большинства конструкторских специальностей предварительным этапом перед курсовым проектированием является конструкторско-технологическая практика, перед началом которой, студент получает индивидуальное задание, включающее наименование конкретного изделия и годовую программу выпуска.
Во время практики студент изучает назначение и конструкцию изделия, действующие на заводе технологические процессы получения заготовки и механической обработки, включая характеристики применяемого оборудования, номенклатуру и материалы режущих инструментов, конструктивные особенности и работу рабочих (зажимных) и измерительных приспособлений. Кроме этой работы, студент должен собрать на заводе техническую документацию, необходимую при подготовке отчета по практике и при разработке курсового проекта.
После окончания конструкторско-технологической практики и защиты отчета (зачет с оценкой) студент начинает работать над курсовым проектом под руководством консультанта от кафедры «Технология машиностроения». Отчет по практике, вместе с прилагаемой документацией, перед защитой курсового проекта сдается на кафедру.
Для специальностей, в которых конструкторско-технологическая практика не предусмотрена, студенты получают задание и необходимую исходную документацию одновременно с началом курсового проектирования.
Структура курсового проекта
Курсовой проект состоит из двух частей: пояснительной записки и графической части.
Содержание пояснительной записки
Введение
К производству автомобилей, тракторов и другой техники соответствующих отраслей машиностроения предъявляются три основных требования:
o изделия должны отвечать требованиям качества, заданным конструкторами в технической документации (сборочные и рабочие чертежи, технические условия и т.д.),
o обеспечение заданной программы выпуска,
o получение минимальной себестоимости изготовления изделия.
Выполнение этих взаимосвязанных требований возможно только при условии, если конструктор, учитывая особенности производства, создает технологичную конструкцию, т.е. конструкцию, приспособленную для эффективной реализации в конкретном производстве. Для этой цели конструктор должен обладать знаниями не только в своей профессиональной сфере, но и в области технологии изготовления изделий.
Работа над курсовым проектом, выполняемая на кафедре «Технология машиностроения», является одним из этапов подготовки специалиста-конструктора с необходимыми знаниями для работы в промышленности.
Во введении студент-проектант дает краткую характеристику предприятия, на котором проводилась конструкторско-технологическая практика, приводит перечень основной продукции и перспективы развития.
Учитывая роль инженеров-конструкторов и технологов в создании эффективного, конкурентоспособного производства, намечаются задачи, стоящие при разработке технологического процесса изготовления изделия.
Характеристика изделия
Дается описание функционального назначения детали в сборочной единице, и приводятся ее основные параметры: габаритные размеры, материал, масса и т.д. На основе анализа конструкции детали делается заключение о ее принадлежности к определенному классу и размерной группе [1].
Приводится перечень наиболее важных, с точки зрения функционального назначения детали, поверхностей, с указанием требований к их точности и шероховатости. Дается общая характеристика вспомогательных поверхностей и их количество.
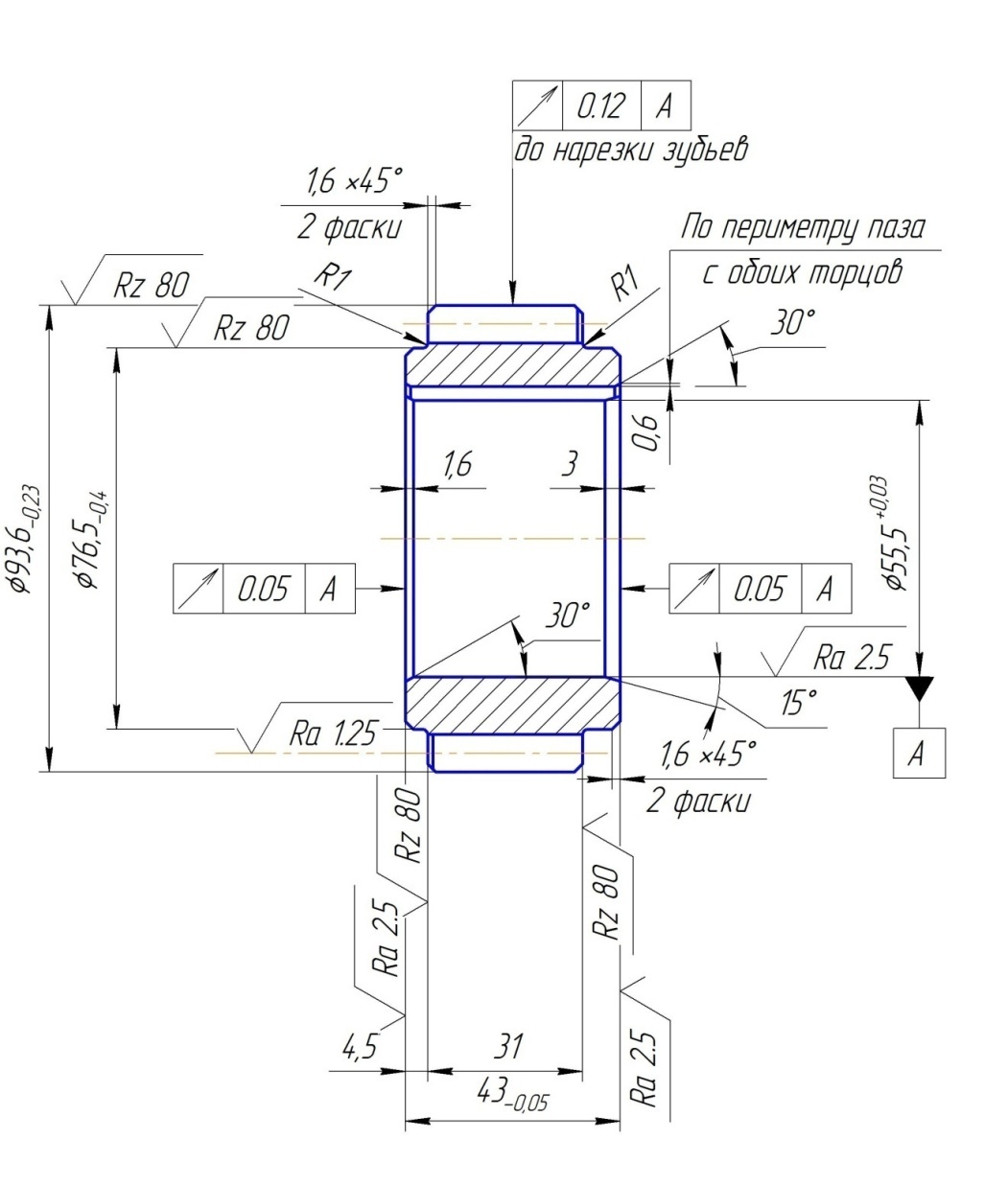
Для большей наглядности рассмотрения этого пункта пояснительной записки, целесообразно, в виде иллюстрации, привести здесь чертеж детали или его фрагменты, делая ссылки непосредственно на этот рисунок.
На рисунке 1 приводится фотография шестерни, а на рисунке 2, фрагмент ее чертежа.
Рисунок 1. Фотография шестерни второй передачи КПП.
Рисунок 2. Фрагмент чертежа шестерни КПП.
Материал детали сталь 25ХГТ ГОСТ 4543 – 71 [1]
Получение заготовки шестерни на ГКМ, обеспечивает высокую точность, что, в свою очередь, уменьшает расход материала, количество операций механической обработки, трудоемкость изготовления детали и повышает эффективность производства. Этот способ является оптимальным для получения заготовки одновенцовой шестерни при больших объемах производства.
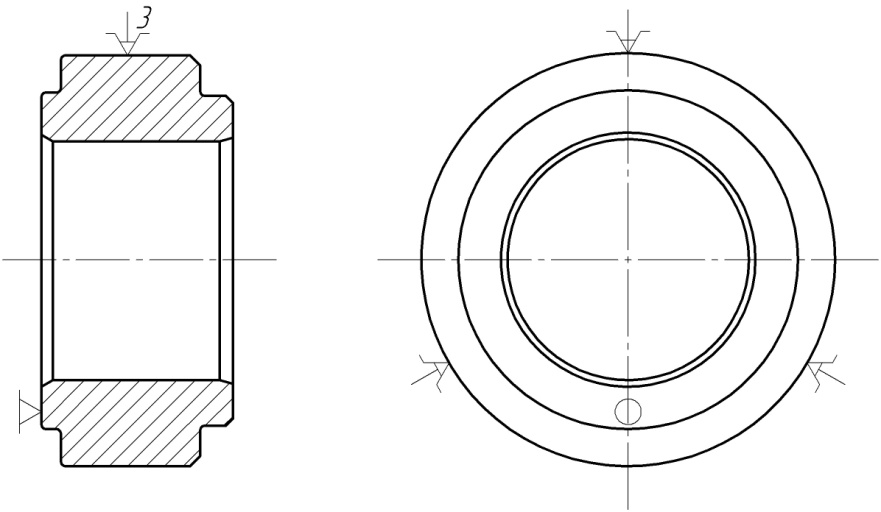
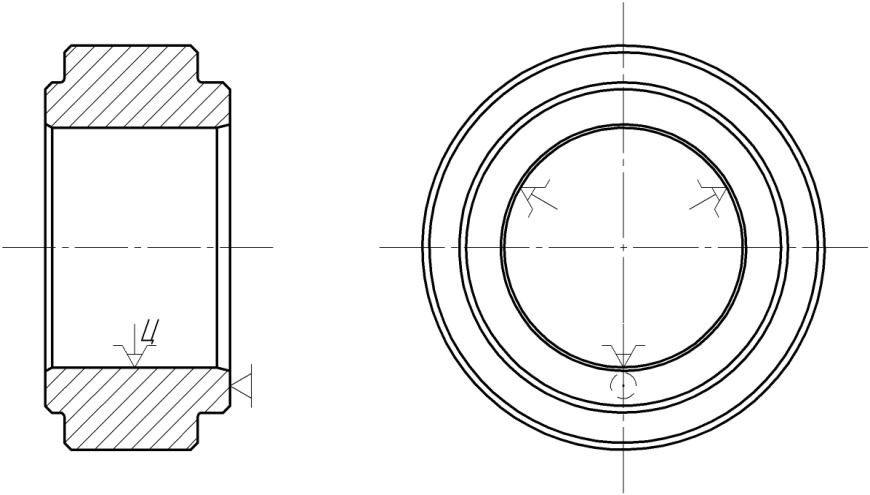
Рисунок 4. Заготовка шестерни КПП.
Рисунок 5. Обрабатываемые поверхности шестерни.
Далее, используя техническую документацию, полученную на конструкторско-технологической практике и литературные источники [1, 3], разрабатывается маршрут обработки каждой поверхности и записывается в таблицу.
В таблице 1 приводится пример разработки маршрутов обработки четырех поверхностей шестерни с номерами 1÷4, в соответствии с рисунком 5.
Таблица 1 – Маршруты обработки поверхностей шестерни
Наружная цилиндрическая поверхность зубчатого профиля
Обтачивание черновое
Обтачивание получистовое
350
230
12
11
30
20
Таблица 2 – схемы установки детали
Номера установочных поверхностей
Номера обрабатываемых поверхностей
Схемы установки
4, 3
4, 2
1, 2, 10
3, 9
3
2
4
1, 3
1, 2
4, 5, 6, 19
7, 8, 15, 20
3
2
3
1
Условные обозначения опор, зажимов и установочных механизмов приводятся в ГОСТ 3.1107 – 81 и, частично, в [3].
Таблица 3 - расчет припусков и определение размеров заготовки
Номер поверхности
(рисунок 4)
Технологические операции
и переходы
Элементы припуска
(мкм)
Минимальный припуск
Z min (мкм)
Расчетный припуск
Z расч (мкм)
Расчетный размер
(мм)
Допуск
Т (мкм)
Таблица 4 - технологический процесс изготовления шестерни
Номер
операции
Наименование операции
Оборудование
Тип приспособления
005[6]
Точение черновое
Подрезать торец шестерни (2)[7] до Ç54 в размер 44,30-44,05, шероховатость поверхности, Ra 10.
Расточить отверстие (1) в размер
Ç54,44-Ç54,76,
шероховатость поверхности, Ra 10.
Снять фаску (10) 3,0,×15Å,
шероховатость поверхности, Rz 80.
Токарный фронтальный двухшпиндельный станок Pittler Petra 250/2-2.
Трехкулачковый самоцентрирующий патрон.
Жесткий упор в осевом направлении.
010
Точение черновое
Подрезать торец шестерни (3) до Ç54 в размер 43,87-43,77,
шероховатость поверхности, Ra 10.
Точение чистовое
Расточить отверстие (1) в размер
Ç55,12-Ç55,24,
шероховатость поверхности, Ra 6,3.
Точение черновое
Снять фаску (9) 1,6,×30Å,
шероховатость поверхности, Rz 80.
Токарный фронтальный двухшпиндельный станок Pittler Petra 250/2-2.
Трехкулачковый самоцентрирующий патрон.
Жесткий упор в осевом направлении.
Выполненная в п. 2.1.8 работа позволяет определить очень важные параметры процесса изготовления детали: общее количество технологических операций, виды и последовательность обработки поверхностей, качественные показатели обработки, типы и модели применяемого оборудования, конструктивные типы рабочих приспособлений.
Эти данные позволяют перейти к следующему этапу разработки курсового проекта.
Таблица 5 – количество оборудования в технологическом процессе
Номер
операции
Штучное время, мин./шт.
Количество оборудования, шт.
Коэффициент загрузки
005
0,478
1
0,70
010
0,466
1
0,68
015
0,390
1
0,57
020
0,522
1
0,76
025
0,373
1
0,54
030
0,373
1
0,54
035
1,463
3
0,71
040
0,350
1
0,51
045
0,380
1
0,55
050
0,420
1
0,61
Итого:12 шт.
Кз. ср = 0,62
На основании данных таблицы 5 строится диаграмма загрузки оборудования по операциям, рисунок 6.
Кз. ср.
Рисунок 6. Коэффициент загрузки оборудования по операциям.
Маршрутные карты
В пояснительной записке курсового проекта, в котором разрабатывается технологический процесс изготовления изделия, обязательным разделом является наличие маршрутных карт. Маршрутные карты (МК) оформляются в соответствии с ГОСТ 3.1118-82, устанавливающим формы и правила при разработке технологических процессов изготовления изделий в основном и вспомогательном производствах [11]. Формы МК, установленные настоящим стандартом, являются унифицированными, и их следует применять независимо от типа и характера производства (единичный технологический процесс по ГОСТ 3.1109-82, типовой, по ГОСТ 3.1109-82 и групповой).
На рисунке 7 приводится пример маршрутной карты, разработанной для двух операций технологического процесса.
ГОСТ 3.1118—82 ФОРМА 2
Дубл.
Взам.
Подл.
Разработал
МГТУ "МАМИ"
Кафедра "Технология машиностроения"
Группа 7-АА (АТ)…-
Проверил
Нормировал
Н. контроль
Шестерня второй передачи КПП
1
10
Зав. кафедр.
Шандров Б.В.
М01
Сталь 25ХГТ ГОСТ 4543 – 71
М02
Код
ЕВ
МД
ЕН
Н. расх.
КИМ
Код загот.
Профиль и размеры
КД
МЗ
кг
0,99
0,618
Диск Ø96 × 45
1
1,6
А
Цех
Уч
РМ
Опер
Код, наименование операции
Обозначение документа
Б
Код, наименование оборудования
СМ
Проф
Р
УТ
КР
КОИД
ЕН
ОП
Кшт
Т п.з.
t шт.
А03
МСК
005
Токарная
6
1
1
0,478
Б04
Токарный фронтальный двухшпиндельный станок Pittler Petra 250/2-2.
Т03
Трехкулачковый самоцентрирующий патрон. Жесткий упор в осевом направлении.
О05
Переход 1. Точение черновое Подрезать торец шестерни (2) до Ø 54 в размер 44,30÷44,05
О06
Переход 2. Точение черновое. Расточить отверстие (1) в размер Ø54,44÷ Ø54,76
О07
Переход 3. Точение черновое. Снять фаску (10) 3,0,×150
А08
МСК
010
Токарная
6
1
1
0,466
Б09
Токарный фронтальный двухшпиндельный станок Pittler Petra 250/2-2.
Т10
Трехкулачковый самоцентрирующий патрон. Жесткий упор в осевом направлении.
О11
Переход 1. Точение черновое Подрезать торец шестерни (2) до Ø54 в размер 43,87÷43,77
О12
Переход 2. Точение чистовое. Расточить отверстие (1) в размер Ø55,12÷ Ø55,24
О13
Переход 3. Точение черновое. Снять фаску (9) 1,6×300
14
МОК
Маршрутно-операционная карта
Рисунок 7. Пример оформления маршрутно-операционной карты.
Выводы и предложения
В этом, заключительном, разделе расчетно-пояснительной записки курсового проекта даются основные выводы и предложения по наиболее значимым вопросам. Раздел оформляется в виде нескольких пунктов, как правило, пять - семь.
Например:
1. Проведенный анализ технологичности конструкции изделия (указывается наименование детали) показал, что..…..(далее приводятся результаты анализа технологичности конструкции).
2. В результате сравнения методов получения заготовки, установлено, что для данных условий производства целесообразным является …... Это решение позволило ….... (далее указываются преимущества выбранного метода.
В конце пояснительной записки необходимо представить список литературных источников, использованных при разработке курсового проекта.
Пояснительная записка к курсовому проекту оформляется в соответствии с методическими указаниями [13].
Содержание графической части проекта
Графическая часть курсового проекта включает три тематических листа формата А1 по ГОСТ 2.301 - 68.
o Первый лист - чертеж детали.
o Второй лист - технологические наладки.
o Третий лист - сборочный чертеж приспособления.
Основой чертежа детали служит чертеж, полученный во время прохождения практики. В чертеже, представленном в курсовом проекте, необходимо сделать корректировки, соответствующие требованиям современных стандартов. Как правило, это обозначения шероховатости поверхностей, номера и годы введения ГОСТ–ов, размеры и форма штампа и т.д.
На втором листе показываются от одной до четырех наладок[10] на операции технологического процесса, в зависимости от их сложности и размеров. В последнем случае все наладки изображаются на листе с одним штампом, деление листа на отдельные форматы не допускается.
На каждой наладке изображаются:
o заготовка (или деталь, предварительно обработанная на предыдущих этапах технологического процесса) с размерами и предельными отклонениями по ГОСТ 2.307-90 и ГОСТ 2.308-90 и параметрами шероховатости поверхностей по ГОСТ 2.309-90, полученных на данной операции;
o рабочее приспособление, с закрепленной заготовкой, с подробным изображением элементов установки и закрепления;
o режущие и вспомогательные инструменты в положении, соответствующем концу рабочего хода;
o устройства и приборы активного контроля;
o траектории относительного движения инструментов и заготовки, направления главного движения резания и подачи.
Над каждым эскизом наладки с левой стороны указывается номер операции (позиции, технологического перехода), наименование операции по ГОСТ 3.1702 – 79; вверху справа – тип и модель оборудования.
На чертеже наладки обрабатываемые поверхности детали выделяют красным цветом, установочные поверхности - синим[11].
Для операций многопозиционной обработки, а также при последовательной работе нескольких инструментов на одной единице оборудования (например: сверление, зенкерование, развертывание) подробный чертеж наладки делается только для первого инструмента (первой позиции), на остальных показывается часть детали с поверхностью обработки и соответствующий инструмент, установленный в шпинделе, суппорте и т.д.
На наладках для станков с числовым программным управлением (ЧПУ) указываются координаты нулевой точки и координаты настройки инструментов.
Непосредственно под чертежом наладки помещается таблица со следующими сведениями: номер режущего инструмента, его наименование и номер ГОСТа, материал режущей части, параметры режимов резания, нормы основного времени на каждый рабочий ход, переход и штучное время на операцию.
При необходимости допускается чертежи наладок дополнить компоновочными схемами оборудовании и техническими требованиями к отдельным видам.
На рисунке 8 приводится пример выполнения наладки.
Операция 050. Шлифовальная.Чистовое шлифование отверстия до Ø55,53 – Ø55,50Получистовое шлифование торцадо 43,15 – 43,10
Оборудование: внутришлифовальный полуавтомат с ЧПУ “ Voumard” модели 52АР
№
Наименование инструмента
Материал инструмента
n д(об/мин)
S р чист(мм/мин)
V кр(м/с)
n кр(об/мин)
t о(мин/шт)
t шт(мин/шт)
1
Шлифовальный круг ПВ 45×50×13
25А40СМ27К
350
0,336
35,34
15000
0,25
0,42
2
Шлифовальный кругЧЦ 250×63×180
24А40СТ26Б
350
0,336
32,73
2500
0,13
Рисунок 8. Наладка на операцию шлифования.
На третьем листе графической части курсового проекта приводится сборочный чертеж приспособления, используемого в технологическом процессе. Это может быть рабочее или контрольное приспособление, средство механизации или автоматизации, транспортное средство и т.д.
К сборочному чертежу на 12 – 15 позиций составляется спецификация в соответствие с ГОСТ 2.108-83, которая помещается в приложении пояснительной записки.
Рекомендуемая литература
1. Демьянюк Ф.С. Технологические основы поточно-автоматизированного производства. М.: «Высшая школа», 1965 г, 690 с.
2. Суслов А.Г. Технология машиностроения. М.: Машиностроение, Учебник для вузов. 2007 г.- 430с.
3. Справочник технолога-машиностроителя. В 2-х т. Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроение, 1986 г.
4. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения. Минск. «Высшая школа», 1975 г, 285 с.
5. Режимы резания металлов. Справочник М.: НИИТАвтопром, 1995 г. 456 с.
6. Поседко В.Н. Разработка технологического маршрута механической обработки деталей. Методические указания к самостоятельной работе студентов. М.: МГТУ «МАМИ», 2010 г. №1364
7. Поседко В.Н. Разработка технологической операции механической обработки деталей. Методические указания к практическим занятиям студентов. М.: МГТУ «МАМИ», 2010 г. №1299
8. Балашов В.Н. Расчет операционных припусков и определение операционных размеров. Методические указания к лабораторной работе. М.: МГТУ «МАМИ», 1981 г. №1201
9. Стржемечный М.М. Методическое пособие к лабораторным работам по курсу «САПР ТП» (САМ- системы) «Проектирование электронных таблиц и баз данных для расчетов припусков, операционных размеров и размеров заготовки», М.: МГТУ «МАМИ», 2005 г. № 1936
10. Шандров Б.В., Бутюгин В.А., Булавин И.А. Методика проектирования зажимных механизмов станочных приспособлений. Методические указания к дипломному проекту. М.: МГТУ «МАМИ», 1987 г. № 708
11. Добрынин И.М. Методические указания по оформлению технологической документации в пояснительных записках к курсовому и дипломному проекту. М.: МГТУ «МАМИ», 1989 г. № 1107
12. Миллер Э.Э. Техническое нормирование труда в машиностроении. М.: Машиностроение, 1972 г, 247 с.
13. Дмитриев Ю.М., Петухов С.Л. Методические рекомендации по оформлению пояснительной записки к дипломному проекту по специальности 151001 «Технология машиностроения».- М., 2010 г. № 2249
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...