Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Меры длины предназначены для передачи линейных размеров от эталона длины к изделиям машиностроения.
Существуют две разновидности мер длины: штриховые и концевые. Штриховая мера представляет собой линейку с нанесенными штрихами. Расстояние между штрихами выдерживается с заданной точностью. Концевые меры выполняются в виде пластин со строго выдержанным расстоянием между двумя параллельными сторонами, такие меры называются плоскопараллельными.
Штриховые меры длины используют как эталоны для проверки плоскопараллельных концевых мер, для наладки особо точных станков. Их применение ограничено из–за большой сложности измерений. Значительно большее распространение получили плоскопараллельные концевые меры. В нашей стране по форме они изготавливаются в виде цилиндра или параллелепипеда. Концевые меры в виде цилиндра применяют для настройки микрометров. Параллелепипедные концевые меры используют при поверке инструментов, установке их на нуль, при проведении разметочных работ и непосредственных измерениях длин. Так как концевые меры в виде параллелепипеда или плитки получили наибольшее распространение, то в дальнейшем будем рассматривать только их. Для изготовления концевых мер необходим материал, имеющий малый коэффициент линейного расширения, большую сопротивляемость коррозии и износу, хорошую обрабатываемость. Наиболее полно этим требованиям соответствует сталь 120 ХГ. Применяют также хромистые стали марки X, ШХ15, ХГ; для получения пластин с высокой износостойкостью используют твердые сплавы.
Рабочими поверхностями концевой меры являются грани, определяющие ее размер. Шероховатость рабочих поверхностей должна быть не более R а =0,063 мкм, а твердость – не ниже HRC Э 62. Длина концевой меры l характеризуется срединным размером. Срединный размер – это длина перпендикуляра, опущенного из точки пересечения диагоналей свободной поверхности плитки на поверхность, к которой притерта концевая мера.
Из концевых мер составляют наборы с различным количеством плиток (прил.28). Наиболее распространенным является набор № 1. Используя плитки из разных наборов, можно собирать блоки нужных размеров с интервалом 0,001 мм.
Концевые меры обладают свойством сцепляемости. Сцепляемость происходит вследствие высокой чистоты обработки рабочих поверхностей меры и наличия на них тонкой пленки смазки. Следует помнить, что составлять блоки нужно из наименьшего возможного числа плиток, так как погрешность блока выражается формулой
, (29)
где: D i – погрешность i –й плитки блока, мкм; n – количество плиток в блоке (не должно превышать пяти).
Погрешность плиток зависит от класса точности их изготовления. Стандартизированы следующие классы (в порядке возрастания точности): 3, 2, I, 0, 01, 00 из стали и 3, 2, I, 0, 00 из твердого сплава. Соотношение полей допусков мер различных классов показано на чертеже 23.
Из чертежа 23 следует, что поля допусков концевых мер малы по величине, а поэтому изготовление плиток с такими допусками представляет большую сложность. Кроме того, в некоторых случаях измерения требуют точности, превышающей точность меры. К тому же плитки быстро изнашиваются. Все это потребовало вместе с делением на классы произвести деление концевых мер на разряды.
Деление на разряды, или аттестация на разряды, производится путем измерения длины концевых мер инструментом или прибором с погрешностью меньшей, чем величина поля допуска меры. Иными словами, аттестация на разряд – это определение действительного размера плитки с точностью, равной погрешности измерительного инструмента. Всего существуют пять разрядов (в порядке увеличения точности): 5, 4, 3, 2, 1.
Черт.23. Поля допусков концевых мер длиной 5 мм некоторых классов точности
Предельные отклонения концевых мер по классам и пределы допускаемых погрешностей измерения по разрядам приведены в приложении 29.
Пример аттестации концевой меры третьего класса точности на разряд показан на чертеже 24. Длина меры l = 5 мм, ее предельные отклонения по третьему классу составляют D м = ± 0,8 мкм. Для аттестации применяем оптикатор 02 П ГОСТ 10593–74 с пределом допускаемой погрешности D n = ± 0,1 мкм.
Черт.24. Определение действительного размера концевой меры
Измерение длины плитки показало, что ее действительный размер (ld) отличается от номинального на величину d. В нашем случае d = + 0,4 мкм. Тогда действительный размер меры будет равен (в мм):
ld = l + d = 5 + 0,000 4 = 5,000 4.
С учетом погрешности оптикатора действительная длина меры составит (в мм)
ld = (l + d) ± D n = 5,000 4 ± 0,000 1.
Аттестованная таким образом концевая мера относится к мерам 3–го разряда.
7.1 Методика составления блока концевых мер на заданный размер
При составлении блока заданной длины из наборов концевых мер производят выбор пластин. Сумма их номинальных размеров должна равняться величине блока. Вначале выбирается плитка, исключающая из размера блока тысячные доли миллиметра. Затем следует мера, исключающая сотые доли, затем – десятые и так далее, до полного набора длины блока.
Задание: Требуется набрать блок длиной l б =36,876 мм с предельной погрешностью D lim = ±1 мкм.
1. Первой выбираем плитку, размер которой оканчивался бы на шесть тысячных миллиметра. Такую плитку отыщем в наборе № 6 l 1 = 1,006 мм. Остаточная длина блока после выбора первой плитки составит (в мм): l б1 = l б – l 1 = 36,876 – 1,006 = 35,870. Вторую плитку берем с размером, оканчивающимся на семь сотых миллиметра. Такой мерой может быть плитка из набора №1 с длиной l = 1,37 мм. Остаток длины составит (в мм): l б2 = l б1 – l 2 = 35,870 – 1,37 = 34,500. И так далее. Результат выбора пластин кратко можно записать следующим образом:
Размер остатка, мм Длина плитки, мм
36,876 1,006
35,870 1,37
34,500 4,5
30,000 30
2. Определяем требуемую точность концевых мер. Проверяем точность плиток по третьему классу. Выписываем величины предельных отклонений выбранных плиток по третьему классу точности и вычисляем суммарную погрешность блока по формуле (29); сравниваем полученное значение погрешности блока с предельной. Условие достаточной точности блока следующее:
. (30)
Если условие (30) не выполняется, пересчитываем погрешность блока для мер с точностью по второму классу и т.д., пока суммарная погрешность блока не достигнет приемлемой величины.
3. Результаты расчетов для удобства сводим в таблицу 25. Таким образом, для обеспечения требуемой точности блока необходимы меры второго класса.
Таблица 3. Результаты расчета блока концевых мер длиной 36,876 мм
Длина концевых мер, мм
Номер набора
Предельные отклонения плиток (± D, мкм) классов точности
Погрешность блока, мкм
предельная, ± D lim
Суммарная (± D S) по классу
3
2
1
0
3
2
1
0
1,006
6
0,8
0,35
0,18
0,10
1
2,1
0,93
–
–
1,37
1
0,8
0,35
0,18
0,10
4,5
1
0,8
0,35
0,18
0,10
30
1
1,6
0,70
0,35
0,20
Калибры и их настройка
Собственно измерение совершают с использованием СИ, при помощи которого определяется измеряемая величина. Однако для установления возможности использования детали нужно не только узнать значения ее параметров, но и, сравнив полученные результаты с допустимыми, сделать вывод о годности измеренных величин. Это одно из узких мест процесса измерения.
Черт.33. К определению годности детали: d Д, d НМ, d НБ – размеры детали, соответственно текущий, наименьший, наибольший; 1 – контролируемая деталь; 2 – универсальное средство измерения (микрометр); 3 – поле допуска вала; 4 – калибр-кольцо рабочее проходное (Р-ПР); 5 – калибр-кольцо рабочее непроходное (Р-НЕ)
На чертеже 33 изображен вал, размеры которого допустимо изменять от наименьшего d НМ до наибольшего dHБ. Используя универсальное СИ, например, микрометр MK–50–1 ГОСТ 6507–78, мы, во–первых, по шкале прибора установим действительное значение параметра dД, а во–вторых, сопоставив его с предельными размерами d НМ и d НБ, примем решение о дальнейшем использовании детали. Если размер d Д больше d НМ (d Д > d НМ), но меньше d НБ (d Д < d НБ), то деталь годная. Если d Д > d НБ или d Д < d НМ, то деталь бракованная.
Процесс сопоставления результата измерения с допустимыми (иначе предельными) значениями параметра можно значительно упростить, если сравнивать не результаты измерения, а саму деталь и не с допустимыми размерами, а со специально изготовленными предметами. Если нужно установить годность отверстия, то используют средства с наружными поверхностями; для определения годности вала применяют средства с внутренними поверхностями. Их именуют калибрами, а процесс определения годности детали при помощи подобных устройств называют контролем [41].
Пусть мы имеем два калибр-кольца (черт.33). Внутренний диаметр одного из них выполнен равным наибольшему предельному размеру вала d НБ; другого – его наименьшему предельному размеру dНМ. Обозначим кольца соответственно Р-П P и Р-НЕ (от слов: рабочий проходной и рабочий непроходной). Сравним контролируемую деталь с калибрами, надвигая последние на ее проверяемый участок поочередно, например, сначала калибр-кольцо Р-ПР, а затем калибр-кольцо Р-НЕ. Если первое проходит, а второе задерживается на валу (т.е. dНМ < dД < dНБ), то деталь годная. В противном случае (т.е. или кольцо Р-НЕ не проходит, так как d Д > d НБ, или кольцо Р-НЕ проходит, потому что d Д < d НМ) деталь бракованная.
Таким образом, не определяя численного значения размера детали, используя соответствующие калибры, можно быстро и просто установить ее годность. Это основное преимущество контроля. Недостаток его заключается в том, что трудно конкретизировать причину брака, поэтому контроль применим только в массовом производстве.
8.1 Общая характеристика и виды калибров
У калибров различают собственный и рабочий размеры, разница между которыми особенно существенна у скоб в силу их недостаточной жесткости и расклинивающего действия цилиндрической детали.
Собственный размер – расстояние между измерительными поверхностями калибра в ненагруженном состоянии. Определяется при помощи универсальных СИ.
Рабочий размер – наибольший размер вала (контркалибра), на который скоба надвигается под действием собственной массы. В силу этого контроль деталей надо проводить в том же положении скобы и тем же приемом, что и при ее аттестации контркалибром.
Упругие деформации калибров-скоб:
Размер скобы, мм
Упругая деформация (D L),мкм
Свыше 3 до 6
0,05
" 6 " 10
0,10
" 10 " 18
0,15
" 18 " 30
0,25
" 30 " 40
0,35
" 40 " 50
0,50
" 50 " 65
0,70
" 65 " 80
1,00
" 80 " 100
1,50
" 100 " 120
2,10
" 120 " 150
3,00
" 150 " 180
4,50
Если регулируемые скобы настраивают на размер контролируемой детали не по контркалибру, а по блоку концевых мер, то необходимо учитывать, что последний обладает меньшим расклинивающим эффектом, чем цилиндрическая деталь.
Существенный недостаток калибра – его узкая специализация, т.е. способность контролировать только один типоразмер детали. Например, отверстие Æ 36А2а – можно контролировать только одним жестким калибром и именно таким, исполнительные размеры которого будут следующими: пробки Р-ПР 36,0095–0,007 мм; пробки Р-НЕ 36,0425–0,007 мм [38]. Этот недостаток несколько устраняется при использовании регулируемых калибров, которые можно применять в небольшом размерном интервале [48].
В настоящее время известны конструкции регулируемых калибров-пробок и калибров-скоб, исполнительные размеры которых можно изменить за счет подвижных пяток (черт.36). При использовании этих калибров необходимо соблюдать условия:
1. Для калибр-пробок должно быть справедливо равенство:
R Л + R ПР = D, (44)
где R Л, R ПР – радиус рабочей поверхности соответственно левой и правой вставок;
D – диаметр контролируемого отверстия.
2. У калибр-скоб вставки, образующие размер соответствующей стороны, должны быть соосны, а плоскости их рабочих поверхностей перпендикулярны к общей оси вставок.
Черт 36. Регулируемые калибры: а – пробка; б – скоба; в – узел подачи вставок; D – диаметр контролируемого отверстия; R Л, R ПР – радиус измерительной поверхности вставки соответственно левой и правой; 1 – регулировочный винт; 2 – подвижная вставка; 3 – затяжная втулка; 4 – затяжной винт
Зависимость (44) у калибр-пробок при перенастройке нарушается, а следовательно, такие калибры не соблюдают закон подобия – форма измерительной поверхности пробки не соответствует измеряемой. В силу этого регулируемые пробки в настоящее время не находят применения.
Несоблюдение второго условия у калибров-скоб резко увеличивает погрешность контроля. Применение вставок со сферическими поверхностями несколько смягчает требования к их соосности, но приводит к возрастанию деформации скобы и детали, так как между ними возникает точечный контакт. Поэтому регулируемые скобы используют для контроля изделий низкой точности (IT 9 и грубее).
Регулируемые скобы могут быть с одно– и двусторонней регулировкой, что не накладывает никаких особенностей на процесс настройки скоб на размер. Желательно, чтобы измерительные поверхности пяток скоб с двусторонней регулировкой были расположены симметрично относительно оси скобы.
8.2 Методика регулировки калибров
1. Ослабить затяжные винты 4. Последовательно нажимая на них отверткой, опуская затяжные втулки 3 (до легкого щелчка), освободить подвижные вставки 2.
2. Вывернуть регулировочные винты 1 на 3–5 оборотов, переместить подвижные вставки 2 в тело скобы.
3. Слегка подтянуть затяжные втулки 3, чтобы подвижные вставки 2 перемещались в своих гнездах с легким сопротивлением.
4. У скоб с двусторонней регулировкой выставить и зафиксировать базисные вставки в одной плоскости при помощи лекальной линейки или блока концевых мер.
5. Настроить проходную сторону скобы. Поставить блок концевых мер на стол, навести на него скобу и создавая ей возвратно-поступательные перемещения относительно блока, подкручивая регулировочный винт, добиться необходимого усилия затяжки – примерно 200 г. При этом блок будет зажат с усилием, обеспечивающим его фиксацию между измерительными пятками, но скоба не будет удерживаться на блоке под действием собственной массы.
6. Окончательно закрепить затяжную втулку 3 проходной стороны скобы.
7. Проверить качество настройки (скоба не удерживается на блоке под действием собственной массы, блок фиксируется между пятками скобы).
8. Настроить непроходную сторону скобы, повторив операции 5-7.
8.3 Исполнительные размеры калибров
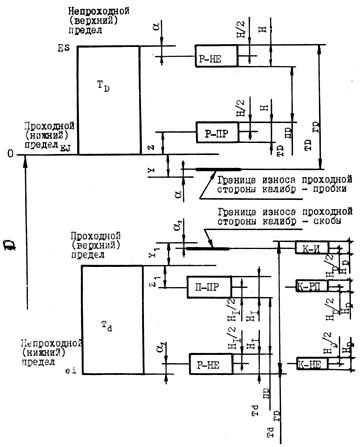
Рассматривая схему (черт.37), замечаем, что координата середины поля допуска проходной стороны калибра Р-ПР смещена относительно своего предельного размера на величину Z (Z 1 ).
Это вызвано тем, что в отличие от универсальных СИ, рабочая поверхность калибра, контактируя с измеряемой поверхностью детали, перемещается по ней, следовательно, подвергается износу. При этом размер стороны калибра изменяется и выходит из поля допуска детали. Поэтому, во-первых, центр группирования размеров проходной стороны калибра смещен относительно своего предельного размера к середине поля допуска детали, а, во-вторых, величина износа данной стороны ограничена параметром Y (Y1). Для деталей высокой точности (квалитеты IT 6, IT 7, IT 8) значения Y (Y 1) больше нуля; для квалитетов от IT 9 до IT 17 они равны нулю.
Непроходная сторона Р-НЕ не должна проходить по годной детали, следовательно, ее износ менее значителен. К тому же изменение размера этой стороны происходит в сторону поля допуска детали, в силу чего здесь допуск на износ не предусмотрен.
Середина поля допуска непроходной стороны и граница предельного износа проходной стороны смещены к середине поля допуска детали на величину (1), предназначенную для компенсации расширения допуска детали для размеров более 180 мм. Для калибров, контролирующих детали диаметром до 180 мм, значения (1) равны нулю.
Точность исполнения рабочей стороны калибра определяется допуском Н(Н1), контркалибров – допуском Нр. Располагаются указанные поля допусков симметрично относительно своего номинального размера.
Исполнительный размер стороны калибра на примере проходной стороны калибр-пробки, определяется так: за основу берем номинальный размер контролируемой детали D, прибавляем соответствующее предельное отклонение EI, добавляем величину Z. Получаем уравнение
P– ПР = D + EI +Z, (45)
отражающее последовательность расчета координаты центра группирования размера рабочей проходной стороны калибр-пробки. Формула исполнительного размера названной стороны с учетом допуска на его изготовление имеет вид:
Р–ПР = (D + EI + Z) ± H /2. (46)
Подставив численные значения параметров, входящих в зависимость (46), получаем исполнительный размер рабочей проходной стороны калибр-пробки. Аналогично произведем построение уравнений для расчета остальных параметров, характеризующих гладкие калибры (табл. 33).
Параметры Z (Z 1), Y (Y 1), a (a 1) подставляют в формулы со знаком, определяемым стандартным приемом с учетом их расположения на схеме относительно своего номинального размера, в качестве которого принимается соответствующий предельный размер детали.
8.4 Методика расчета исполнительных размеров и настройка калибра-скобы
Задание: Необходимо рассчитать исполнительные размеры сторон регулируемой калибр-скобы для контроля вала Æ 25 f 10.
1. Расшифровываем условное обозначение детали: вал номинального размера D = 25 мм, выполнен в системе отверстия; основное отклонение f; точность, квалитет, IT 10.
2. Выписываем из ГОСТ 25346–82 (прил.10, 12) парметры детали: допуск Т = 84 мкм; основное отклонение, верхнее, е s = –20 мкм.
3. Рассчитываем второе, нижнее, отклонение (мкм):
ei = е s – Т = –20 – 84 = –104.
4. Отыскиваем в СТ СЭВ 157–75 численные значения величин, определяющих расположение полей допусков калибр-скобы [прил.34] и заносим их в таблицу З4.
6. Выбираем тип регулируемой скобы (прил.35): гладкая двухпредельная калибр-скоба с односторонней регулировкой с диапазоном контролируемых размеров от 20 до 28 мм, исполнения 1:
Калибр-скоба 8118 – 0005–1 ГОСТ 2216–84.
7. Устанавливаем величину деформации скобы (см.выше): D L = 0,25 мкм.
8. Вычисляем исполнительные размеры сторон калибр-скобы:
Таблица 4. Исполнительные размеры сторон рабочих калибров
Наименование размера стороны
Калибр-скоба
Калибр-пробка
Рабочая проходная новая, Р-ПРН
Рабочая проходная изношенная, Р-ПРИЗ
Рабочая непроходная,
Р-НЕ
Примечание. Размер, устанавливающий предел износа рабочей проходной стороны, не является исполнительным, поэтому допуск на него не назначен.
8.1. Рабочая проходная новая равна (мм):
.
8.2. Рабочая проходная изношенная имеет значение (мм):
.
8.3.Рабочая непроходная соответствует величине (мм):
.
9. Набираем блоки концевых мер на рассчитанные размеры сторон калибр-скобы. Учитывая, что минимальная градация концевых мер равна 1 мкм (прил.28), округляем расчетные величины до целого микрометра. Величины, кратные 0,5 мкм, округлять в сторону сокращения производственного допуска изделия. Результаты подбора табулируем (табл. 35).
10. Устанавливаем предельную погрешность, D S, блоков концевых мер (мкм):
D S = 0,5 НР = 0,5 · 2,5 = 1,25. (47)
11. Подбираем требуемую точность концевых мер по зависимости:
D Ф £ D S , (48)
где D Ф – фактическая (расчетная) погрешность блока.
где D i – погрешность отдельной плитки, входящей в блок (прил. 29).
Таблица 6. Характеристика плиток, включенных в блоки, мм
Сторона калибр-скобы
Размер стороны
Размер плиток
расчетный
округленный
1
2
3
4
5
Р–ПРН
24,970 75
24,971
1,001
1,47
2,5
20
–
Р–ПРИЗ
24,979 75
24,980
1,48
3,5
20
–
–
Р–НЕ
24,895 75
24,896
1,006
1,39
2,5
20
–
Примечание. Число мер в наборе должно быть наименьшим и не превышать 5 плиток.
11.1. Рассчитываем погрешность блока, составленного из плиток 3–го класса точности (мкм):
.
Замечаем, D Ф ( кл.3) > D S, что неприемлемо.
11.2. Определяем погрешность блока, набранного из плиток 2–го класса точности (мкм):
.
Обнаруживаем: D Ф (кл.2) < D S. Условие (48) выполнено.
Для настройки рабочей проходной стороны калибр-скобы используем блок, набранный из концевых мер класса точности 2 ГОСТ 9038–83. Аналогично устанавливаем требуемую точность мер, входящих в другие блоки.
Нормативные ссылки
В настоящих методических указаниях использованы ссылки на следующие стандарты:
ГОСТ Р 1.5-93 Государственная система стандартизации РФ. Общие требования к построению, изложению, оформлению и содержанию стандартов.
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам.
ГОСТ 6.38-90 Унифицированные системы документации. Система организационно-распорядительной документации. Требования к оформлению документов.
ГОСТ 7.1-84 Система стандартов по информации, библиотечному и издательскому делу. Библиографическое описание документа. Общие требования и правила составления.
ГОСТ 7.12-93 Система стандартов по информации, библиотечному и издательскому делу. Библиографическая запись. Сокращение слов на русском языке. Общие требования и правила.
ГОСТ 7.32-2001 Система стандартов по информации, библиотечному и издательскому делу. Отчет о научно-исследовательской работе. Структура и правила оформления.



 , (29)
, (29)

 . (30)
. (30)

 (
(





 .
. .
. .
.
 .
. .
.


