

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Контроль параметров производства матрасов на OOO “ ASKONA ”»
Выполнил:
студент группы
УКпб-117
Уваров М.Н.
Проверил:
к.т.н., доц. Орлов Д.Ю.
Владимир 2019
Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Владимирский государственный университет имени
Александра Григорьевича и Николая Григорьевича Столетовых»
(ВлГУ)
Институт машиностроения и автомобильного транспорта
Кафедра - Управление качеством и техническое регулирование
УТВЕРЖДАЮ:
Зав. кафедрой УКТР
________________Орлов Ю. А.
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студенту Уварову Михаилу Николаевичу.
1.Тема проекта Контроль параметров производства матрасов на ООО<<ASKONA>>
2. Срок сдачи студентом законченного проекта __________
Исходные данные к проекту ГОСТ 19917-93, ГОСТ Р 57770-2017, ГОСТ Р 50444.
4. Содержание расчетно-пояснительной записки (перечень подлежащих разработке вопросов)
1) Анализ объекта производства и технологического процесса
2) Статистические методы и их выбор
3) Контроль деформации мягкого элемента под нагрузкой при помощи контрольных карт Шухарта
4) Контроль деформации мягкого элемента под нагрузкой при помощи приемочной контрольной карты
5) Контроль деформации мягкого элемента под нагрузкой при помощи карты среднего арифметического с предупреждающими границами
6) Анализ воспроизводимости и пригодности процесса контроля параметров матраса.
7) Выбор плана для альтернативного выборочного контроля процесса параметров матраса.
8) Анализ воспроизводи мости и повторяемости
5. Перечень графического материала (с указанием обязательных чертежей)
|
|
1) Объект исследования
2) Инструменты для контроля качества по параметрам матраса
3) Перечень основных показателей качества матраса для статистического контроля по количественному признаку
4) Перечень основных показателей качества матраса для статистического контроля по альтернативному признаку
5) Контрольные X-R карты среднего арифметического и размаха
6) Оперативные характеристики X-R карты
7) Гистограммы X-Rкарты
8) Контрольные X-S карты среднего арифметического и СКО
9) Оперативная характеристика X-S карты
10) Гистограммы X-S карты
11) Контроль параметров матраса при помощи С и Р карты (по альтернативному признаку)
12) Контроль параметров толщины матраса при помощи Р карты (по альтернативному признаку)
13) Диаграмма Парето
14) Контрольные карты среднего арифметического и размаха
15) Контроль дефектов толщины матраса при помощи np – карты (по альтернативному признаку)
16) Гистограмма для np-карты
17) Оперативная характеристика контрольной np-карты
18) Контрольные np-карты
19) Контроль матраса при помощи приемочной контрольной карты
20) Контроль деформации мягкого элемента под нагрузкой матраса при помощи карты среднего арифметического с предупреждающими границами
21) Анализ воспроизводимости и пригодности технологического процесса производства матрасов
22) Анализ пригодности технологического процесса производства матрасов.
23) Выбор плана для альтернативного выборочного контроля процесса производства матрасов
24) Анализ воспроизводимости и повторяемости измерений
25) Анализ воспроизводимости и повторяемости измерений
26) Анализ воспроизводимости и повторяемости измерений
27) Анализ воспроизводимости и повторяемости измерений
6. Консультанты по проекту (с указанием относящихся к ним разделов проекта__________________________________________________________
Дата выдачи задания ____________________
Принял к исполнению Руководитель ______________ Орлов Д.Ю.___________ (подпись) (подпись)
|
|
>
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Введение……………………………………………………………………..… 1. Анализ объекта производства и технологического процесса………….... 2. Статистические методы и их выбор…………………………………….… 3.Контроль толщины матраса при помощи контрольных карт Шухарта:………………………………………………………………….……. 3.1 Контроль толщины матраса при помощи X-R карты и X-S карты (по количественному признаку)………………………………….………….. 3.2 Контроль толщины матраса при помощи С и Р карты (по альтернативному признаку)…………………………………..………………. 3.3 Анализ технологического процесса……………………………………… 3.4 Контроль толщины матраса при помощи np – карты (по альтернативному признаку)…………………………………………………... 4. Контроль толщины матраса при помощи приемочной контрольной карты…………………………………………………………………………… 5. Контроль толщины матраса при помощи карты среднего арифметического среднего с предупреждающими границам…………….... 6. Анализ воспроизводимости и пригодности технологического процесса производства линолеума……………………………………………………… 7. Выбор плана для альтернативного выборочного контроля процесса ремонта напольного покрытия…..…………………………………………… 8. Анализ воспроизводимости и повторяемости..…………………………... Заключение……………………………………………………………………. Список используемой литературы…………………………………………… | 6 8 14 15 15 32 39 43 49 52 55 57 61 66 67 |
ВВЕДЕНИЕ
Задача обеспечения качества приобретает в настоящее время все большее значение: в условиях конкурентной борьбы именно качество обеспечивает жизнеспособность предприятия. В понятие качества включают качество всех процессов, выполняемых на предприятии - начиная от целей, которые ставит перед собой руководство (качество цели), и заканчивая организацией конкретных производственных процессов (качество исполнения). Учитывая всеобъемлющий характер вопросов управления качеством, можно предположить, что происходит формирование принципиально новой философии управления производством, в основе которой лежит критерий качества.
|
|
Статические методы важный инструмент повышения качества в любом современном производстве, тем более производстве серийном. В настоящее время все предприятия применяют статические методы практически на всех стадиях жизненного цикла, как для анализа и контроля качества, так и для разработок новых технологий и принятия правильных управленческих решений.
Контроль качества в производстве, за которым следуют только мероприятия по продукции, является плохой заменой для мероприятий по действительному улучшению качества процесса.
В производстве любой продукции качество готового изделия зависит от множества самых различных факторов, например:
а) наладки станка
б) рабочей среды
в) квалифицированности персонала
г) качества материалов
В результате, даже в условиях автоматизированного производства невозможно получить два абсолютно одинаковых изделия. Статические методы помогают установить наличие в исследуемом процессе случайных или систематических (неслучайных) влияний, проанализировать картину разброса. В результате исследования можно оценить возможность управления процессом и создать необходимые условия для этого управления. Поставим задачи, которые нам необходимо рассмотреть в данной курсовой работе. На основе результатов статистического анализа технологического процесса ремонта головки блока цилиндров необходимо произвести оценку действительной точности. Установим возможности технологических процессов и операций по обеспечению точности, определим возможность применения статистических методов регулирования точности и контроля точности, проверим эффективность применяемых методов регулирования и контроля точности при управлении технологическими процессами. Так же рассмотрим в своей работе возможность обнаружения отклонений от технологического процесса в самом процессе ремонта.
|
|
X-R карта
Оперативные характеристики
Рис. 3.1.3 Оперативная характеристика карты среднего арифметического.
Вывод: из графика видно, что чем больше уровень выборки (N), тем меньший разброс имеют значения.
, Рис. 3.1.4 Оперативная характеристика карты размаха.
Вывод: из графика видно, что чем больше уровень выборки (N), тем меньше вероятность.
Проверка на выбросы

Рис. 3.1.5 Проверка на выбросы карты среднего арифметического.
Вывод: в нашем случае число выбросов среднего арифметического за нижнюю(LCL) и верхнюю (UCL) границы равно нулю.

Рис. 3.1.6 Проверка на выбросы карты размаха.
Вывод: в нашем случае число значений размаха, находящихся ниже LCL и равно нулю а выше UCL равно.единице.
Описание контрольных карт
, 
Рис. 3.1.8Описание контрольных карт размаха.
Вывод: все полученные значения среднего арифметического заключены в пределах 6σ (от LCL=0до UCL=23,892).
Гистограммы, Рис. 3.1.9 Гистограмма среднего арифметического.
Вывод: на данной гистограмме видно, что разрывов в значениях есть и принимают интервал от (102,0 до 102,5) и (103,0 до 104,5). Это говорит о том, что ошибки при измерениях не исключены.
.
Рис. 3.1.10 ГистограммаR карты.
Вывод: на данной гистограмме разрывы есть в интервалах от 18 до 20 и от 22 до 30.. Ошибки при измерениях не исключены.
X-S карта
Оперативная характеристика
Рис. 3.1.13 Оперативная характеристика карты среднего арифметического.
Вывод: из графика видно, что чем больше уровень выборки (N), тем меньший разброс имеют значения.
Проверка на выбросы
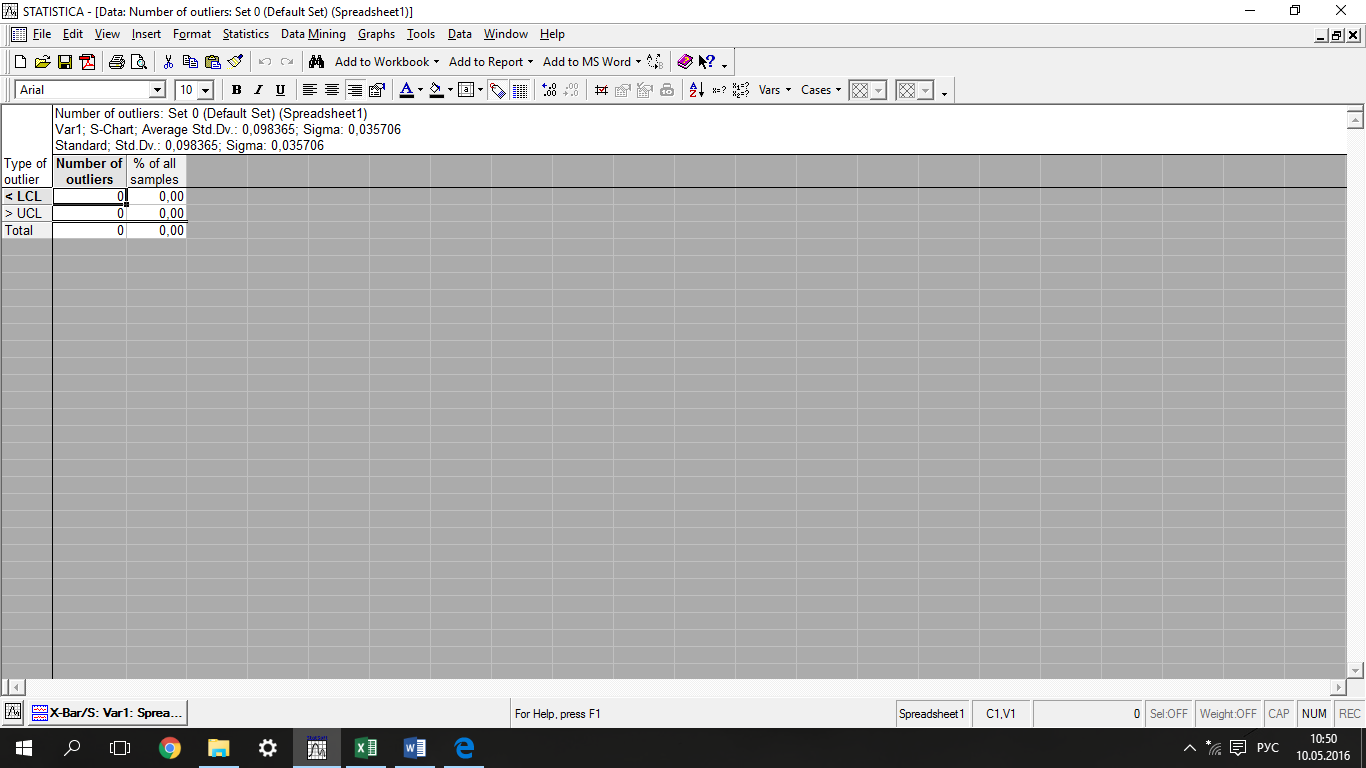
Рис.3.1.14 Проверка на выбросы карты СКО.
Вывод: в нашем случае число значений размаха, находящихся ниже LCL и выше UCL равно нулю.
Описание контрольных карт

Рис. 3.1.17 Описание контрольных карт среднего арифметического.
Вывод: все полученные значения среднего арифметического заключены в пределах 6σ (от LCL=2,255555 до UCL=2,536348).

Рис. 3.1.18 Описание контрольных карт СКО.
Вывод: все полученные значения СКО заключены в пределах 6 σ (от LCL=0 до UCL=0,205484).
Гистограммы
Рис. 3.1.19 Гистограмма среднего арифметического.
Вывод: на данной гистограмме разрыв значений не прослеживается.
Рис. 3.1.20 Гистограмма карты СКО.
Вывод: на данной гистограмме явно прослеживается разрыв значений в зоне [0,03 – 0,05] и [0,11 – 0,12]. Это может быть результатом ошибок при измерениях, так что считаем данное нарушение допустимым.
Проверка на выбросы
|
|

Рис. 3.4.2 Проверка на выбросы np-карты.
Вывод: в нашем случае число значений размаха, находящихся ниже LCL и выше UCL равно нулю.
Гистограмма
Рис. 3.4.3 Гистограмма для np-карты.
Оперативная характеристика
Рис.3.4.4 Оперативная характеристика np-карты.
Вывод: из графика видно, что чем меньше уровень выборки (N), тем меньше вероятность
Проверка нарушения случайности распределения:

Рис.3.4.5 Проверка нарушений случайности распределения np-карты.
Вывод: нарушений случайности распределения обнаружено и имеется выход законтрольные границы.
VII. ВЫБОР ПЛАНА ДЛЯ АЛЬТЕРНАТИВНОГО ВЫБОРОЧНОГО КОНТРОЛЯ ПРОЦЕССА ПРОИЗВОДСТВА матраса.
Выбрать план контроля при следующих данных:
Уровень дефектности AQL - 2,5 % N = 100 шт (ГОСТ 18242-72).
Одноступенчатый тип контроля
1. Выбор уровня контроля: общий - II
2. Выбор объема выборки в зависимости от уровня контроля и объема партии N: код объема выборки - F
3. Выбор параметров плана контроля (таблица 7.1):
Таблица 7.1
| вид параметр | Нормальный | Усиленный | Ослабленный |
| Ас | 1 | 1 | 0 |
| Re | 2 | 2 | 2 |
| a | 20 | 20 | 8 |
а) Нормальный контроль является основным видом контроля и применяется во всех случаях (если не оговорено применение другого вида контроля) до тех пор, пока не возникнут условия перехода на усиленный или ослабленный контроль (рис 7.1).

Рис. 7.1. Переходы контроля
б) Переход с нормального контроля на усиленный контроль
Если в ходе нормального контроля 2 из 5 последовательных партий будут забракованы, переходят на усиленный контроль.
Партии, возвращенные для контроля после их забракования при первом предъявлении, не учитывают.
Если 10 очередных партий (или другое количество партий, установленное компетентным органом) контролируется по правилам усиленного контроля, следует прекратить приемку и принять меры для улучшения качества контролируемой продукции.
в) Переход с усиленного контроля на нормальный контроль
Если при усиленном контроле 5 очередных партий будет принято, переходят на нормальный контроль.
г) Переходы с нормального контроля на ослабленный контроль
С нормального контроля на ослабленный контроль переходят, если выполнены следующие условия:
ü при нормальном контроле не менее 10 последовательных партий были приняты;
ü общее число дефектных изделий, выявленных при контроле последних 10 партий, не превышает число дефектных изделий (10*20 = 200 => количество проконтролированных изделий в 10 выборках — 2);
ü технологический процесс стабилен и выпуск продукции ритмичен.
д) Переход с ослабленного контроля на нормальный контроль
С ослабленного контроля переходя на нормальный контроль, если выполняется хотя бы одно их следующих условий:
ü очередная партия забракована при первом предъявлении;
ü нет оснований ни для принятия, ни для забраковывания партии, в таком случае партию следует принять, но начиная со следующей партии, применять нормальный контроль;
ü изменение технологии или условий производства;
ü нарушены стабильность технологического процесса или ритмичный выпуск продукции;
ü другие условия требуют возвращения нормального контроля.
3. Необходимо построить оперативные характеристики по указанным выше условиям (для нормального контроля):
Исходные данные
Таблица 7.2
| p | Pa |
| 0,75 | 99,0 |
| 1,78 | 95,0 |
| 2,66 | 90,0 |
| 4,81 | 75,0 |
| 8,39 | 50,0 |
| 13,5 | 25,0 |
| 19,5 | 10,0 |
| 23,7 | 5,0 |
| 33,2 | 1,0 |
Рис.7.2. Оперативная характеристика
1-α = 91% => α = 9%
Предел среднего выходного уровня качества AOQL при нормальном контроле 4,2; при усиленном - 4,6.
Предельное качество в процентах несоответствующих единиц продукции, для ß=10% при нормальном контроле равно 18%.
Предельное качество в процентах несоответствующих единиц продукции, для ß=5% при нормальном контроле равно 22%.
Вывод: исходя из данного графика видно, что чем больше доля дефектных изделий р, тем меньше вероятность Ра принятия партии.
ЗАКЛЮЧЕНИЕ
Проведен статистический контроль качества продукции с использованием теории вероятности и математической статистики. Целью статистических методов контроля являются исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить своевременно. Преимущество статистического контроля заключается в возможности обнаружения отклонений от технологического процесса не тогда, когда продукция уже изготовлена, а в процессе производства. Применение статистического контроля также связано с сокращением издержек на проведение контрольных операций по сравнению со сплошным контролем.
Использованы следующие разновидности статистических методов контроля качества на предприятиях:
1. Статистический анализ производственного процесса;
2. Статистический анализ точности и надежности технологических процессов;
3. Статистический приемочный контроль качества и др.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и недостатки.
Использование статистических методов контроля эффективно при налаженных, стабильных технологических процессах. Отсюда встает необходимость стабильности производства. Самым надежным способом такой стабилизации является создание на предприятии системы управления качеством.
Для успешного применения статистических методов контроля качества продукции необходимо разработать руководства и стандарты, в доступной форме раскрывающие существо данных методов для работников предприятия.
Контроль параметров производства матрасов на OOO “ ASKONA ”»
Выполнил:
студент группы
УКпб-117
Уваров М.Н.
Проверил:
к.т.н., доц. Орлов Д.Ю.
Владимир 2019
Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Владимирский государственный университет имени
Александра Григорьевича и Николая Григорьевича Столетовых»
(ВлГУ)
Институт машиностроения и автомобильного транспорта
Кафедра - Управление качеством и техническое регулирование
УТВЕРЖДАЮ:
Зав. кафедрой УКТР
________________Орлов Ю. А.
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студенту Уварову Михаилу Николаевичу.
1.Тема проекта Контроль параметров производства матрасов на ООО<<ASKONA>>
2. Срок сдачи студентом законченного проекта __________
Исходные данные к проекту ГОСТ 19917-93, ГОСТ Р 57770-2017, ГОСТ Р 50444.
4. Содержание расчетно-пояснительной записки (перечень подлежащих разработке вопросов)
1) Анализ объекта производства и технологического процесса
2) Статистические методы и их выбор
3) Контроль деформации мягкого элемента под нагрузкой при помощи контрольных карт Шухарта
4) Контроль деформации мягкого элемента под нагрузкой при помощи приемочной контрольной карты
5) Контроль деформации мягкого элемента под нагрузкой при помощи карты среднего арифметического с предупреждающими границами
6) Анализ воспроизводимости и пригодности процесса контроля параметров матраса.
7) Выбор плана для альтернативного выборочного контроля процесса параметров матраса.
8) Анализ воспроизводи мости и повторяемости
5. Перечень графического материала (с указанием обязательных чертежей)
1) Объект исследования
2) Инструменты для контроля качества по параметрам матраса
3) Перечень основных показателей качества матраса для статистического контроля по количественному признаку
4) Перечень основных показателей качества матраса для статистического контроля по альтернативному признаку
5) Контрольные X-R карты среднего арифметического и размаха
6) Оперативные характеристики X-R карты
7) Гистограммы X-Rкарты
8) Контрольные X-S карты среднего арифметического и СКО
9) Оперативная характеристика X-S карты
10) Гистограммы X-S карты
11) Контроль параметров матраса при помощи С и Р карты (по альтернативному признаку)
12) Контроль параметров толщины матраса при помощи Р карты (по альтернативному признаку)
13) Диаграмма Парето
14) Контрольные карты среднего арифметического и размаха
15) Контроль дефектов толщины матраса при помощи np – карты (по альтернативному признаку)
16) Гистограмма для np-карты
17) Оперативная характеристика контрольной np-карты
18) Контрольные np-карты
19) Контроль матраса при помощи приемочной контрольной карты
20) Контроль деформации мягкого элемента под нагрузкой матраса при помощи карты среднего арифметического с предупреждающими границами
21) Анализ воспроизводимости и пригодности технологического процесса производства матрасов
22) Анализ пригодности технологического процесса производства матрасов.
23) Выбор плана для альтернативного выборочного контроля процесса производства матрасов
24) Анализ воспроизводимости и повторяемости измерений
25) Анализ воспроизводимости и повторяемости измерений
26) Анализ воспроизводимости и повторяемости измерений
27) Анализ воспроизводимости и повторяемости измерений
6. Консультанты по проекту (с указанием относящихся к ним разделов проекта__________________________________________________________
Дата выдачи задания ____________________
Принял к исполнению Руководитель ______________ Орлов Д.Ю.___________ (подпись) (подпись)
>
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Введение……………………………………………………………………..… 1. Анализ объекта производства и технологического процесса………….... 2. Статистические методы и их выбор…………………………………….… 3.Контроль толщины матраса при помощи контрольных карт Шухарта:………………………………………………………………….……. 3.1 Контроль толщины матраса при помощи X-R карты и X-S карты (по количественному признаку)………………………………….………….. 3.2 Контроль толщины матраса при помощи С и Р карты (по альтернативному признаку)…………………………………..………………. 3.3 Анализ технологического процесса……………………………………… 3.4 Контроль толщины матраса при помощи np – карты (по альтернативному признаку)…………………………………………………... 4. Контроль толщины матраса при помощи приемочной контрольной карты…………………………………………………………………………… 5. Контроль толщины матраса при помощи карты среднего арифметического среднего с предупреждающими границам…………….... 6. Анализ воспроизводимости и пригодности технологического процесса производства линолеума……………………………………………………… 7. Выбор плана для альтернативного выборочного контроля процесса ремонта напольного покрытия…..…………………………………………… 8. Анализ воспроизводимости и повторяемости..…………………………... Заключение……………………………………………………………………. Список используемой литературы…………………………………………… | 6 8 14 15 15 32 39 43 49 52 55 57 61 66 67 |
ВВЕДЕНИЕ
Задача обеспечения качества приобретает в настоящее время все большее значение: в условиях конкурентной борьбы именно качество обеспечивает жизнеспособность предприятия. В понятие качества включают качество всех процессов, выполняемых на предприятии - начиная от целей, которые ставит перед собой руководство (качество цели), и заканчивая организацией конкретных производственных процессов (качество исполнения). Учитывая всеобъемлющий характер вопросов управления качеством, можно предположить, что происходит формирование принципиально новой философии управления производством, в основе которой лежит критерий качества.
Статические методы важный инструмент повышения качества в любом современном производстве, тем более производстве серийном. В настоящее время все предприятия применяют статические методы практически на всех стадиях жизненного цикла, как для анализа и контроля качества, так и для разработок новых технологий и принятия правильных управленческих решений.
Контроль качества в производстве, за которым следуют только мероприятия по продукции, является плохой заменой для мероприятий по действительному улучшению качества процесса.
В производстве любой продукции качество готового изделия зависит от множества самых различных факторов, например:
а) наладки станка
б) рабочей среды
в) квалифицированности персонала
г) качества материалов
В результате, даже в условиях автоматизированного производства невозможно получить два абсолютно одинаковых изделия. Статические методы помогают установить наличие в исследуемом процессе случайных или систематических (неслучайных) влияний, проанализировать картину разброса. В результате исследования можно оценить возможность управления процессом и создать необходимые условия для этого управления. Поставим задачи, которые нам необходимо рассмотреть в данной курсовой работе. На основе результатов статистического анализа технологического процесса ремонта головки блока цилиндров необходимо произвести оценку действительной точности. Установим возможности технологических процессов и операций по обеспечению точности, определим возможность применения статистических методов регулирования точности и контроля точности, проверим эффективность применяемых методов регулирования и контроля точности при управлении технологическими процессами. Так же рассмотрим в своей работе возможность обнаружения отклонений от технологического процесса в самом процессе ремонта.
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!