ЭФХМО 2 семестр бакалавриат направления ТХОМ Лекция 9-10-11
10. Обработка материалов световым лучом (лазерная обработка)
Особенности обработки материалов световым лучом
Импульс излучения ОКГ можно фокусировать в точку, линию, группу параллельных линий, окружность и т.д., если в качестве фокусирующего объектива применить соответственно сферические, цилиндрические и другие специальные оптические устройства. Теоретически диаметр сфокусированной точки излучения ОКГ может быть доведён до долей микрометра, но ограничивается из-за явлений дифракции[3]. Для стержня диаметром 10 ммдиаметр точки составляет несколько микрометров.
Наименьший теоретически возможный диаметр площадки d, на которой можно сфокусировать монохроматическое излучение при отсутствии аберрации[4], равен длине волны последнего λ, при условии, что D = 2,26 F, где D – диаметр входного отверстия объектива, a F – фокусное расстояние.
Диаметр площадки d связан с параметрами объектива соотношением:
 . (10.1)
. (10.1)
Плотность излучения Wизл составляет:
 , (10.2)
, (10.2)
где N – поток излучения; S – площадь, на которую сфокусировано излучение.
Фокус фокусирующей линзы при обработке может занимать относительно наружной поверхности заготовки одно из трёх положений: над ней (рис. 10.2 а), на поверхности (рис. 10.2 б), внутри материала (рис. 10.2 в). Механизм выброса материала для этих трёх положений различен.

А б в
Рис. 10.2. Положение фокального пятна фокусирующей линзы относительно поверхности детали: 1 – световой луч; 2 – фокусирующая линза;
3 – заготовка
Обрабатываемость различных материалов световым лучом определяется (при данных значениях мощности луча) в основном теплофизическими свойствами материалов (температурами плавления и кипения, теплоёмкостью, теплопроводностью).
При действии излучения ОКГ на поверхность металла большая часть энергии (в отличие от действия электронного луча) поглощается поверхностью, а нагрев в глубину происходит за счёт теплопроводности. Для металлов с низкой теплопроводностью выброс металла больше, чем для металлов с высокой теплопроводностью.
Показатели обрабатываемости различных материалов световым лучом приведены в таблице 10.1.
Баланс излучения ОКГ, падающего на поверхность материала в единицу времени, складывается из нескольких составляющих:
Q = Р1 + Р2 + Р3 + Р4, (10.3)
где Р1 – энергия, идущая на отражение и рассеяние;
Р2 – энергия, идущая на тепловое излучение;
Р3 – энергия, отводимая за счёт теплопроводности на нагрев материала;
Р4 – энергия, расходуемая на фазовые превращения (рис. 10.3).
Таблица 10.1
Характеристики некоторых технологических операций,
Проводимых излучением ОКГ
Сварка световым лучом. При сварке излучением лазера основная задача заключается в нагреве сварных соединений выше их температуры плавления, но ниже температуры испарения. Это требует гибкого управления длительностью и другими параметрами излучения.
При сварке излучением ОКГ вводятся ограничения по интенсивности луча, иначе вместо сварки произойдет вскипание и испарение металла.
Длительность импульса должна быть такой, чтобы обеспечить необходимую глубину проплавления за счет теплопередачи.
Интенсивность нагрева поверхности излучением ОКГ должна быть соизмерима со скоростью расплавления поверхности металла. В основном это определяется отражательной способностью свариваемого материала.
Оптимальная энергия излучения ОКГ для сварки зависит от физических свойств и состояния поверхности свариваемого материала, а также от длительности светового импульса. Материалы с высокой отражательной способностью требуют подвода много бóльшей мощности, чем материалы с матовой, шероховатой поверхностью.
Для сварки металлов с большой теплопроводностью (медь, серебро, золото) требуется значительно бóльшая энергия в импульсе, чем, например, для никеля, железа и подобных им. К примеру, низкопробные золотые сплавы (белого и жёлтого цвета до 585 пробы) просто и легко свариваются. Высокопробные сплавы жёлтого золота (750 проба и выше), серебряные и медные сплавы, алюминий свариваются заметно сложнее из-за высокой отражательной способности и высокой теплопроводности.
Приняв, что верхняя поверхность бесконечной пластины достигает температуры кипения tКИП, а нижняя – температуры плавления tПЛ и что  , определим, что энергия и длительность излучения для приварки пластины толщиной h без выплеска металла зависит от отношения диаметра фокального пятна к толщине пластины. При отношении, равном нулю, необходимая энергия импульса Q выражается следующей формулой:
, определим, что энергия и длительность излучения для приварки пластины толщиной h без выплеска металла зависит от отношения диаметра фокального пятна к толщине пластины. При отношении, равном нулю, необходимая энергия импульса Q выражается следующей формулой:
 . (10.6)
. (10.6)
Длительность импульса излучения τ:
 . (10.7)
. (10.7)
Здесь: ρ – плотность металла;
С – удельная теплоёмкость;
h – скрытая теплота плавления;
λ – коэффициент теплопроводности;  .
.
Из приведённых соотношений следует: чем меньше теплопроводность материала, тем более длительный импульс излучения требуется для сварки.
Минимальная энергия излучения (в Дж), необходимая для расплавления без испарения, равна:
 , (10.8)
, (10.8)
где: Wmin – энергия лазерного излучения, требуемая для расплавления материала, Дж;
ρ – плотность расплавляемого материала, г/см3;
V – объём зоны нагрева, см3;
t пл – точка плавления, °С;
t ср – температура окружающей среды, °С;
Q – теплота плавления, Кал.
В таблице 10.2 приведены некоторые данные о режимах и результатах лазерной сварки проволок различных металлов.
Таблица 10.2
Некоторые характеристики лазерной сварки
| Материал
| Диаметр проволоки, мм
| Вид
соединения
| Мощность лазера, Дж
| Длительность импульса, ×10–3с
| Прочность соединения, кГ
|
| Нержаве-ющая сталь
| 0,38
| Стыковое
Нахлёсточное
Крестовое
Торцевое
|
| 3,0
| 9,6
10,3
11,3
10,5
|
| 0,8
| Торцевое
|
| 3,4
3,6
| 15,1
18,2
|
| 1,3-0,8
| Торцевое
|
| 3,4
3,6
| 11,3
10,0
|
| 0,38-0,8
| Торцевое
|
| 3,6
| 12,0
|
| 0,8-0,41
| Торцевое
|
| 3,6
| 8,9
|
| Медь
| 0,38
| Торцевое
|
| 3,4
3,6
| 2,1
1,4
|
| Никель
| 0,5
| Торцевое
|
| 3,4
2,8
3,2
3,6
| 5,5
3,5
3,1
5,7
|
| Тантал
| 0,38
| Торцевое
|
| 3,0
3,2
| 4,7
4,2
|
| 0,63
| Стыковое
Нахлёсточное
Торцевое
|
| 3,5
| 6,7
5,9
7,7
|
| 0,38-0,63
| Стыковое
Крестовое
Торцевое
|
| 3,4
3,4
3,6
| 5,0
4,2
6,9
|
| Медь +
тантал
| 0,38
| Стыковое
Торцевое
Нахлёсточное
Крестовое
|
| 3,4
| 1,7
1,8
5,4
1,9
|
Для приведения в соответствие степени испарения и проплавления материала, нагреваемого излучением ОКГ, энергию луча уменьшают. Обеспечивается это использованием линз с бóльшим фокусным расстоянием или смещением обрабатываемой поверхности относительно фокальной плоскости (дефокусировка). В результате плотность энергии уменьшается.
Пробивка отверстий световым лучом. Одним из наиболее распространенных технологических применений ОКГ является обработка твёрдых материалов с целью образования (пробивки) в них сквозных или глухих отверстий различных форм, разрезки, выполнения пазов, выточек и т.д.
Фокусируя световой луч на поверхности твёрдого тела, можно, как уже отмечалось, нагреть, расплавить или испарить материал тела в точке приложения луча. В зависимости от энергии луча, свойств материала и длительности облучения результатом будет образование сквозного или глухого отверстия тех или иных форм и размеров.
При низкой обрабатываемости, то есть при небольших объёмах материала, удаляемых за один импульс, получают, как правило, глухие отверстия. Характер и результаты процесса формообразования глухих отверстий определяются положением фокуса фокусирующей линзы относительно наружной поверхности заготовки, энергетическими параметрами луча, теплофизическими и оптическими характеристиками обрабатываемого материала.
В зависимости от положения фокуса можно получить глухие отверстия различных форм (рис. 10.4).

Рис. 10.4. Типовые формы глухих отверстий
Образование сквозных отверстий происходит по тому же механизму, что и глухих, только при некотором смещении фокуса линзы в толщу обрабатываемого материала и определенных значениях энергии лазерного излучения. Отличия в том, что луч, проходя через заготовку, образует факел испаряющегося материала с противоположной стороны заготовки.
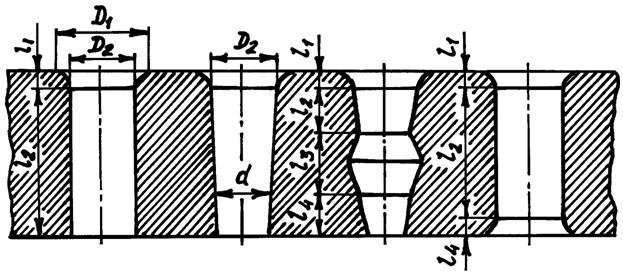
На рис. 10.5 изображены типичные формы сквозных отверстий, пробиваемых лучом ОКГ. На рис. 10.5 а показана фокусировка луча на наружной поверхности заготовки, на рис. 10.5 б – смещение фокуса вглубь заготовки на небольшую величину (например, 1,5–1,8 мм при F = 50 мм),ана рис. 10.5 в и г – дальнейшее смещение фокуса вглубь заготовки.
А б в г
Рис. 10.5. Типовые формы сквозных отверстий
Форма сквозных отверстий при одном и том же положении фокуса зависит также от энергии лазерного излученияи обрабатываемости материала.
Получение пазов, выточек, формообразование поверхностей цилиндрических деталей, разрезка тонкостенных заготовок и другие подобные операции могут производиться приложением остросфокусированного луча к поверхности заготовки, совершающей вращательное или возвратно-поступа-тельное движение. Максимальный съём материала происходит при неподвижной заготовке; он постепенно уменьшается при повышении скорости её перемещения.
Существенное влияние на точность обработки лучом ОКГ (получения заданных размеров) оказывает точность настройки оптической системы, то есть точное фиксирование фокального пятна в заданной точке заготовки. Настройка осуществляется различными приёмами либо визуально, с помощью вспомогательного источника света (лампы подсветки) и регулировки размера и положения светового пятна, то есть фокуса фокусирующей линзы относительно наружной поверхности заготовки, либо по приборам типа индикаторов часового типа.
Точность обработки также зависит от правильности установки зеркал резонатора относительно активного элемента.
Взаимодействие с жидкостью. Световой луч, испускаемый лазером, способен взаимодействовать не только с твёрдой средой, но и с жидкостями.
При небольшой интенсивности излучения оно поглощается жидкостью за счёт рассеяния и не вызывает заметных эффектов. При соответствующей интенсивности взаимодействие светового луча с помещённым в жидкость твёрдым телом приводит к образованию так называемого светогидравлического эффекта – импульсному возникновению газовой полости и сопровождающей её ударной волны, что приводит к выбросу жидкости. Светогидравлический эффект, подобно электрогидравлическому, является сложным физическим процессом преобразования электрической энергии в механическую.
ЭФХМО 2 семестр бакалавриат направления ТХОМ Лекция 9-10-11
10. Обработка материалов световым лучом (лазерная обработка)




