Содержание
Введение....................................................................................................... 7
1Общая часть............................................................................................ 10
1.1Краткое описание технологического процесса КЦ №1
ООО «Мечел-кокс»................................................................................. 10
1.2Технические характеристики оборудования КЦ №1
ООО «Мечел-кокс»................................................................................. 11
2 Специальная часть............................................................................... 13
2.1 Описание назначения коксовой печи, её конструкции,
принципа работы..................................................................................... 13
2.2 Описание гидравлической схемы привода крышек стояков коксовой печи, её работы. Циклограмма работы привода.......................... 14
2.3 Условия работы гидравлического привода крышек стояков
коксовой печи, виды разрушений и износов деталей и узлов гидравлического привода..................................................................... 17
2.4 Выбор рабочей жидкости гидроприводакрышек стояков
коксовой печи.......................................................................................... 19
2.5 Проверочный расчет гидроцилиндра........................................ 22
2.6 Расчет штока на устойчивость и прочность............................ 25
2.7 Расчет резьбовых соединений в гидроцилиндре................... 26
2.8 Выбор уплотнений в гидроцилиндре.......................................... 27
2.9 Выбор типа насоса............................................................................ 29
2.10 Гидравлический расчет трубопровода................................... 31
2.11 Определение потерь давления в гидросистеме................... 32
2.12 Выбор гидроаппаратуры и фильтров...................................... 34
2.13 Определение мощности и КПД гидропривода...................... 36
2.14 Тепловой расчет гидропривода................................................. 37
2.15 Технология изготовления деталей гидроцилиндра: гильзы,поршня,
штока ………………........................................................................................ 39
2.16 Ремонт наиболее изнашиваемых деталей гидропривода крышек стояков коксовой печи....................................................................... 42
3 Организация производства........................................................... 52
3.1 Организация ремонтов гидравлического оборудования в цехе 52
3.2 Технология проведения капитального ремонта в цехе.... 53
3.3 Монтаж энергообеспечивающей части гидравлического привода. Требования к монтажу....................................................................... 55
3.4 Проект организации работ при ремонте гидропривода крышек стояков коксовой печи....................................................................... 56
4 Экономика производства............................................................... 58
4.1 Технико-экономическое обоснование ремонта гидравлического привода крышек стояков коксовой печи..................................... 58
5 Охрана труда при техническом обслуживании и ремонте гидропривода крышек стояков коксовой печи.......................... 72
5.1 Мероприятия по технике безопасности и противопожарные мероприятия при эксплуатации и ремонте гидроприводов КЦ №1
ООО «Мечел-кокс»............................................................................. 72
5.2 Охрана окружающей среды на ООО «Мечел-Кокс»......... 76
Заключение............................................................................................ 77
Библиографический список.............................................................. 80
Приложение А Технологические карты на изготовление деталей гидроцилиндра...................................................................................... 81
Введение
Трудно назвать отрасль современной промышленности, где бы ни применялся гидропривод крышек стояков коксовой печи. Высокая эффективность, большие технические возможности делают его почти универсальным средством, используемым в различных технологических процессах.
Гидроприводы применяются в металлургии и энергетике, в металлообработке и производстве изделий из пластмасс, в подъемно-транспортном и деревообрабатывающем оборудовании, в строительстве, производстве сельскохозяйственной техники и автомобилестроении и т. Д. Они используются при переработке металлолома, макулатуры и твердых бытовых отходов.
Приводы в промышленном производстве обеспечивают прямолинейное или вращательное движение деталей и узлов, их поднимание или опускание, движение с нагрузкой, поддержание заданной скорости перемещения и ускорение, позиционирование, комбинирование производственных процессов и т. Д. В зависимости от применяемого приводного двигателя различают электро-, гидро-, и пневмоприводы. Каждый из этих приводов имеет свои достоинства и недостатки.
Российский рынок гидроприводов большинством производителей оценивается как перспективный. На нем традиционными крупными потребителями являются предприятия сельскохозяйственного и строительно-дорожного машиностроения, а также станкостроения.
По оценкам специалистов, особенно в связи с реализацией последних федеральных программ, крупным потребителем останется сельскохозяйственное машиностроение. Речь идет как о гидросистемах, предназначенных в основном для обслуживания навесного оборудования тракторов, так и о гидросистемах средней мощности (50─60% мощности приводного двигателя) — для уборочных машин, почвенных фрез и т. П.
В станкостроении перспективы применения гидросистем связывают: с использованием безредукторных приводов подач и шпинделей; с производством станков с числовым программным управлением для контурной и контурно-позиционной обработки; с созданием смешанных систем дискретного управления, содержащих электрические и пневматические элементы; с повышением надежности и точности за счет использования релейного и широтно-импульсного управления, с системой подач многооперационных станков повышенных точности и мощности со следящим гидроприводом и др.
Не снижается потребность в гидроприводах, применяемых для производства пластмасс, в деревообрабатывающей и других отраслях промышленности.
Сегодня на российском рынке гидрооборудования укореняются зарубежные фирмы Denison Hydraulics, Ponar-Wadowice, YDAC, Vickers и др.
Что же касается группы компаний Bosch Rexroth, то она чувствует себя на российском рынке более чем уверенно. И есть от чего. Она — мировой лидер в области гидравлики и приводных технологий. Доля продукции этой группы компаний составляет около 20% мирового производства промышленного гидрооборудования самого различного назначения. В структуре выпуска доминируют гидроприводы для металлургии, гидротехнических сооружений, энергетики, литейного производства, прессового оборудования, термопластавтоматов, судостроения, нефтедобычи, металлообработки, подъемно-транспортного оборудования.
В этих условиях отечественные производители выбирают различные способы борьбы с конкурентами, которые, кроме использования традиционного рычага более низкой цены, в самых общих чертах сводятся к следующим:
-импортзамещение — например, ОАО «Шахтинский завод «Гидропривод»» освоил производство оборудования, выпускавшегося ереванским заводом «Гидропривод». Эта техника применяется в угледобывающей промышленности, для прессования фанеры и нафталина, в строительной индустрии, для производства алмазного порошка и т. Д.;
-выпуск запасных частей к оборудованию, выпускавшемуся российскими предприятиями в предыдущие годы;
-выпуск запасных частей и комплектующих изделий к зарубежному оборудованию;
-модернизация гидроприводов;
-производство изделий по лицензиям авторитетных зарубежных фирм. Ряд отечественных заводов (шахтинский, елецкий, ульяновский) выпускают лицензионную продукцию Bosch Rexroth, позволившую существенно поднять технический уровень гидроприводов общемашиностроительного применения. Соломбальской фирмой «ЛесМа» по документации и технологии финской фирмы Loglift производятся гидроманипуляторы СФ-65, которые, по словам производителя, сочетают в себе скандинавское качество и российские цены. Эти гидроманипуляторы прошли успешную проверку в течение 15 лет во всех регионах и во всех климатических зонах России в составе автомобилей УРАЛ, МАЗ, КамАЗ, КрАЗ, а также тракторов ТДТ-55, ТТ-4, Т-150К и «Кировец»; снижение материало— и энергоемкости оборудования и др.
Цель дипломного проекта: разработать технологию технического обслуживания и ремонта гидравлического привода крышек стояков коксовой печи.
Задачи:
-изучить принцип работы схемы гидравлического привода крышек стояков коксовой печи;
- составить схему потоков и циклограмму работы привода;
- изучить условия работы оборудования в цехе;
- разработать технологию ремонта гидропривода крышек стояков коксовой печи;
-проверить детали и узлы гидропривода на прочность;
- разработать чертежи наиболее изнашиваемых деталей и технологические карты на их изготовление;
- произвести технико-экономическое обоснование ремонта крышек стояков коксовой печи;
-разработать вопросы организации производства;
- разработать вопросы охраны труда и окружающей среды
Общая часть
ООО «Мечел-кокс»
Коксовый цех №1 (КЦ №1) предназначен для производства из каменноугольной шихты кокса, коксового газа химических продуктов коксования установленного качества при выполнении требований безопасности производства и охраны окружающей среды.
В состав КЦ №1 входят:
- коксовые батареи №№ 5; 6; 7; 8 со вспомогательными и обслуживающими устройствами и сооружениями;
- угольные башни №№ 3; 4 (полезной ёмкостью №3 – 3000 т, №4 – 2500 т шихты каждая), кроме верхней площадки;
- коксовая машины: углезагрузочные вагоны, коксовыталкиватели, двересъёмные машины (для коксовой батареи №№ 7; 8 с УБВК), коксотушильные вагоны с электовозами;
- тушильные башни №№ 3; 4 для мокрого тушения кокса с насосными и отстойниками;
- коксовые рампы №№ 3; 4 с трактами коксоподачи;
- коксосортировка №2 с устройствами для рассева кокса,
с бункерами для промежуточного накопления и подачи его в доменный цех или в железнодорожные вагоны.
В период проведения реконструкции объектов коксохимпроизводства была осуществлена перекладка коксовых батарей в следующие сроки:
Коксовая батарея №5 – введена в эксплуатацию после перекладки в январе 1980 г. В период с октября 1995 г – по апрель 2001 г, находилась
на холодной консервации. В этот период произведены ремонты анкеража, оборудования, огнеупорной кладки с её охлаждением.
Коксовая батарея №6 – 01.10.2008 года остановлена на реконструкцию.
Коксовая батарея №7 – введена в эксплуатацию после реконструкции в ноябре 2006 г.
Коксовая батарея №8 – введена в эксплуатацию после реконструкции в апреле 1994 г.
Описание конструкции коксовых батарей
Коксовая батарея – это группа коксовых печей, работающих в едином технологическом режиме, с общим фундаментом и устройствами для подвода отопительного газа и воздуха, отводы продуктов сгорания и коксования. Две коксовые батареи объединены в блок одной угольной башни.
Коксовая батарея №5 конструкции Гипрококса, системы обогрева ПК – 2 (с перекидными каналами и двумя корнюрами, с комбинированным обогревом); коксовые батареи №№ 6, 7, 8 конструкции Гиперкокса системы ПВР с боковыми подводами и регулированием отопительного газа и воздуха, с рециркуляцией в замкнутой паре, с комбинированным обогревом.
Для обогрева коксовых батарей №№ 5 – 8 используется коксовый газ.
Дымовые трубы коксовых батарей №№5 – 8 высотой 100 м, верхний внутренний диаметр 4 м.
Специальная часть
Выбор типа насоса
Гидравлические насосы предназначены для преобразования механический энергии (крутящий момент, частоту вращения) в гидравлическую (подача, давление). Существует большое разнообразие типов и конструкций гидравлических насосов, но всех их объединяет единый принцип действия – вытеснение жидкости. Насосы, использующие принцип вытеснения называются объемными. Во время работы внутри насоса образуются изолированные камеры, в которых рабочая жидкость перемещается из полости всасывания в полость нагнетания. Поскольку между полостями всасывания и нагнетания не существует прямого соединения, объемные насосы очень хорошо приспособлены для работы в условиях высокого давления в гидросистеме.
Насосно-аккумуляторная станция находится в маслоподвале
При установке оборудования в маслоподвале достоинствами являются:
- чистота окружающей среды, что положительно влияет на чистоту рабочей жидкости и работу всего гидропривода в целом,
- простота обслуживания и монтажа всей энергообеспечивающей части,
- пожаробезопасность по отношению к работающему оборудованию,
-отсутствие дополнительного нагрева рабочей жидкости от технологического оборудования, горячего металла,
Недостатками установки энергообеспечивающей части в маслоподвале являются:
- установка дополнительной системы вентиляции,
- удаленность от агрегата, что приводит к дополнительным расходам на установку, монтаж, обслуживание и ремонт трубопроводов,
- установка дополнительных уплотнений,
- сложность монтажа трубопроводов,
- подбор насосов с напором, соответствующим расстоянию от уровня установки насосов до уровня установки гидродвигателя,
- дополнительные потери давления в гидроприводе на длину трубопровода, местные сопротивления, кавитацию и гидроудары, возникающие в трубах.
Требуемое рабочее давление в системе 2 МПа.
Тип насоса: пластинчаный (лопастной) насос.

Рисунок 5- Насос пластинчатый
Достоинства данного типа насоса:
¾ сравнительно низкая пульсация подачи и расхода;
¾ достаточно низкий уровень шума;
¾ принципиальная возможность реализовать регулируемость рабочего объёма.
Недостатки насоса:
¾ сложность конструкции и низкая ремонтопригодность;
¾ довольно низкие рабочие давления;
¾ залипание пластин при низких температурах.
КПД данного типа насоса не менее 70%
Мощность насоса
Q=20л/мин=0,00033м3/с
Рн=0,00033х2=660Вт=0,66кВт
Поршня, штока
Технология изготовления гильзы
Материал:Сталь 40X
Загатовка:паковка
Вес:47,76 кг
1Обрезка заготовки
2Нормализация HB210
3Точить: (тркарная)
- наружные Ç159; Ç157, Ç145
- внутренние Ç135; Ç125
- канавки внутренние; Ç141 на ширину 7мм
- канавки внешние; Ç139 на ширину 6мм
- точить Ç105 на ширину 10мм
- точить отверстие Ç25
- нарезать резьбу М27х2-74 (2 отв)
- нарезать резьбу М145х2
- снять фаски
- снять уклон на 38мм
4Шлифовка Ç125 по Ra 0,01
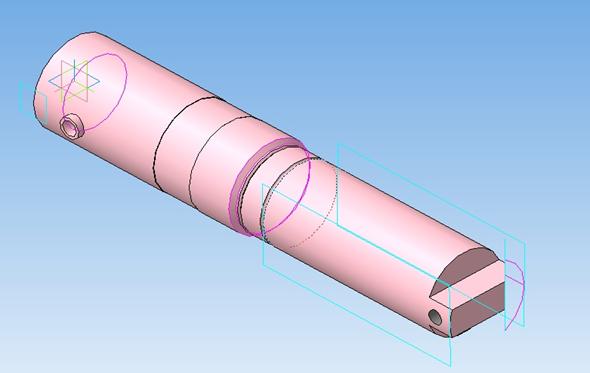
Рисунок 10-Корпус гидроцилиндра
Технология изготовления поршня
Материал: Сч32-52 ГОСТ1412-85 (чугун)
Загатовка:отливка
Вес:3,84кг
1Обрезка заготовки
2Точить: (токарная)
- внешние диаметры: Ç95, Ç125;
- внутренние диаметры: Ç40;
- снять фаску шириной 7мм на Ç54; Ç40;
- снять фаску 1х450 (3 фаски);
- точить уклоны на угол 150.
4Шлифовка Ç125 по Re 0,8
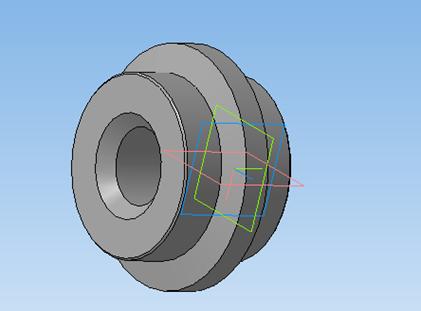
Рисунок 11-Поршень
Технология изготовления штока
Материал:Сталь 40X ГОСТ4543-71
Загатовка:паковка
Вес:21,72кг
1Обрезка заготовки
2Нормализация НВ210
3Точить: (токарная)
- внешние диаметры: Ç36; Ç40; Ç55; Ç52;
- нарезать резьбу: М46х2 -6g; М52х2-6g;
- канавки Ç38 на ширину 5;
- снять лыску шириной 55см;
- снять фаску:  ;
;  ;
;
4Шлифовка: Ç55 (рабочий); Ç40
5.Закалка HRC 40…45

Рисунок 12-Шток
Ремонт клапанов
В отказавшем гидроклапане проверкн подлежит корпус, клапан, седло, пружина, уплотнения. При этом определяются отказавшие детали и причины их возникновения. В гидроклапане (наполнения, запорном, предохранительном, обратном и др.), в большей мере повреждаются конические поверхности контакта седла и клапана из-за ударного характера нагрузки при посадке клапана, гидроабразивного и навигационного изнашивания. В результате значительно увеличиваются утечки. Кроме того, в клапанах изнашиваются поверхности контакта хвостовика с направляющей втулкой. В процессе эксплуатации пружины клапанов теряют свою упругость, а иногда ломаются. Нередко наблюдается заклинивание клапана из-за присутствия механических примесей, а также перекосов и деформаций, появляющихся в результате неравномерной затяжки болтов.
При небольшом износе рабочих поверхностей седла и клапана они обрабатываются со смятием дефектного слоя и притираются. Чрезмерно изношенные седла и клапаны заменяются новыми, которые преимущественно изготавливаются из сталей марок ШХ15, 20Х13, 30Х13, 30Х10Г10, 40Х с термообработкой до твердости HRC 45-50. Ослабленные и поломанные пружины заменяются новыми.
При проверке работоспособности гидроклапана необходимо убедиться в плавности перемещения запорного элемента на всей величене хода, заполнить полость чистым керосином и проверить герметичность. Проверка герметичности может быть осуществлена и на стенде.
В случае негерметичности необходимо притереть рабочие поверхности клапана и седла. После притирки следует тщательно промыть и собрать гидроклапан, испытать и проверить на герметичность, смазать рабочей жидкостью и заглушить отверстия. При сборке необходимо ставить новые уплотнения и прокладки.
При изготовлении панелей для монтажа гидроаппаратуры следует уделить внимание правильному выполнению каналов, чтобы избежать завихрений потока жидкости, повышенных местных сопротивлений и отложения загрязнений. При установке гидроаппаратуры стыкового исполнения необходимо обратить внимание на чистоту уплотняемых поверхностей и качество резиновых уплотнений.
Ремонт трубопроводов и бака
В условиях эксплуатации на трубопроводах появляются продольные и поперечные трещины, кавитационные разрушения, вмятины и другие повреждения. Дефектный участок вырезается и вместо него приваривается отрезок трубы такого же диаметра или муфта необходимой длины. Концы соединяемого трубопровода должны быть заправлены в муфту не менее чем на 10-15 мм. Применение муфт значительно уменьшает загрязненность гидропривода.
Для защиты трубопроводов от попадания грязи они должны закрываться заглушками или технологическими фланцами. Снятие заглушек (фланцев) производится перед подсоединением трубопровода. Не допускается гибка труб с песком, так как оставшийся после гибки песок не удаляется полностью и засоряет гидросистему. Подготовка по месту и изгиб труб, соединенных с гидроагрегатами, запрещается. Допускается подгонка снятого трубопровода методом холодной гибки без нарушения профиля поперечного сечения.
Для трубопроводов напорных гидролиний овальность не должна превышать 10% для труб с наружным диаметром до 20 мм и 8% - для труб с наружным диаметром более 20 мм. Гофры в местах сгиба не допускаются. Радиус изгиба труб должен быть не менее четырех диаметров. При ремонте трубопроводов следует использовать только очищенные цельнотянутые металлические трубы из марок сталей по ГОСТ 9941-72 и ГОСТ 8734-75, стали Х18Н10Т, 0Х18Н10Т. Штуцера, гайки изготавливают из сталей 45, 40Х, 1Х18Н9Т, 30ХГСА и др. Трубопроводы должны быть уложены с наименьшими протяженностью, числом изгибов и пересечений, при этом необходимо предусматривать технологическую и термическую компенсацию.
При монтаже трубопроводов необходимо обеспечить соединение их между собой и с гидроустройствами без перекосов, несоосностей и напряжений, обусловленных неточностями монтажа. Колодки и хомуты крепления трубопровода следует затягивать только после его подсоединения. Соединений с конической резьбой должны иметь запас на затягивание не менее полутора витков.
Гидроустройства и трубопроводы необходимо располагать вне зоны возможного повреждения или же надежно защитить их настилами и ограждениями.
После ремонта бака необходимо тщательно очистить его внутреннюю поверхность и насухо протереть. При этом нельзя пользоваться обтирочными материалами, оставляющими волокна при обтирке.
Организация производства
Экономика производства
Расчет стоимости деталей
Стоимость заменяемой детали состоит из расчета стоимости заготовки за минусом отходов, заработной платы рабочих занятых изготовлением детали и цеховых накладных расходов.
Сд = Сз – Со + ЗП + ЦНР, (32)
где Сд – стоимость детали;
Сз – стоимость заготовки;
Со – стоимость отходов;
ЗП – заработная плата работников, занятых изготовлением
деталей;
ЦНР – цеховые накладные расходы.
Стоимость заготовки определяется произведением веса заготовки на цену одной тонны металла. В таблице 6 указываются исходные данные.
Таблица 6 – Исходные данные
| Показатели
| Условное обозначение
| ед.
измерения
| Гильза
| Поршень
| Шток
|
| Вес заготовки
| Q1
| кг
| 47,76
| 21,72
| 3,86
|
| Вес детали
| Qд
| кг
| 39,8
| 18,2
| 3,2
|
| Цена 1Т. материала
| Цм
| Руб.
| 30727
| 30727
| 30727
|
| Цена 1Т отходов
| Ц0
| Руб.
| 7200
| 7200
| 7200
|
| Обрезка заготовки
-время обработки
-разряд
-тарифная ставка
|
|
|
2
3
34,65
|
2
3
34,65
|
1,5
3
34,65
|
| Продолжение таблицы 6
|
| Показатели
| Условное обозначение
| ед.
измерения
| Гильза
| Поршень
| Шток
|
| Токарная
-время обработки
-разряд
-тарифная ставка
|
|
|
10
5
43,34
|
12
5
43,34
|
12
5
43,34
|
| Шлифовка
-время обработки
-разряд
-тарифная ставка
|
|
|
1,5
3
34,65
|
4
5
43,34
|
4
5
43,34
|
| Нормализация
-время обработки
-разряд
-тарифная ставка
|
|
|
12
4
38,72
|
12
4
38,72
|
10
4
38,72
|
| Шлифовальная
-время обработки
-разряд
-тарифная ставка
|
|
|
1
5
41,56
|
2
4
38,72
|
2
4
38,72
|
| Закалка
-время обработки
-разряд
-тарифная ставка
|
|
|
|
6
4
38,72
|
|
Ремонтом занята бригада из 5 человек
Таблица 7 – Исходные данные
| | Разряд
| Количество
| Тарифная ставка
|
| Слесарь
| 5
| 2
| 43,34
|
| Слесарь
| 4
| 2
| 38,72
|
| Слесарь
| 3
| 1
| 34,65
|
Ремонт производится в течение 134 часов
Цеховые накладные расходы ЦНРрмц =361%
Премия П = 150%
Цеховые накладные расходы ЦНРкц1 = 230%
Премия П = 120%
Расчет стоимости заготовки.
Стоимость заготовки определяется произведением цены одной тонны металла на вес заготовки
 , (33)
, (33)
где Q3- вес заготовки;
Цм-цена одной тонны металла



Стоимость отходов определяется произведением цены одной тонны отходов на их вес:
 , (34)
, (34)
где Qд-вес заготовки
Ц0-цена одной детали



Заработная плата определяется исходя из тарифной ставки и нормы времени на операцию, при этом учитывается премия и районный коэффициент.
 , (35)
, (35)
где tчас-тарифная ставка;
Т-время обработки
Кпр- коэффициент премии
Кур-уральский коэффициент



Цеховые накладные расходы-это все расходы цеха в процессе производства, кроме стоимости сырья, материалов и заработной платы (стоимость топлива, энергии, транспортные расходы, амортизация, текущий ремонт оборудования и др.)



Тогда, стоимость деталей равна:



Расчет сетевого графика
Сетевое планирование и управление (далее СПУ) – это комплекс расчетных методов, организационных мероприятий и контрольных приемов по оптимальной организации труда.
Преимущества СПУ:
-видны наиболее важные участки работ;
-показывают, какие работы нужно вести параллельно, а какие последовательно;
-показывают, что нужно для проведения той или иной работы;
-показывают взаимосвязь и взаимозависимость между работами.
Области применения СПУ:
-строительство промышленных и гражданских зданий;
-ремонт, реконструкция, модернизация;
-проектные, опытно-конструкторские и научно-исследовательские работы;
-административные мероприятия;
-пуск и наладка компьютерных сетей и др.
В СПУ присутствуют следующие элементы: работа, событие и путь.
Работа – продолжительность во времени для достижения конечной или промежуточной цели:
а)действительная работа – требует затрат времени и ресурсов. В графике обозначается стрелкой. Цифра над стрелкой означает продолжительность данной работы
→
б) ожидание – требует затрат времени, но не требует ресурсов;
г) фиктивная работа – не требует ни затрат времени, ни ресурсов, служит в сетевой модели связующим звеном. В графике обозначается пунктирной стрелкой.

Событие – состояние достижения конечной или промежуточной цели. В графике обозначается кружком, делится на 4 сектора.
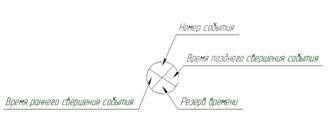
Рисунок 13- Обозначения секторов в событии
Путь – любая последовательность выполнения каких-либо работ.
Конечной целью СПУ является построение критического пути. Он самый длинный в сети и показывает время проведения ремонта.
Часто время проведения ремонта носит директивный характер. Если критический путь оказался больше директивного срока, то системой мероприятий сокращают время работ, лежащих на критическом пути. Доведение критического пути до директивного срока называется оптимизацией.
Правила построения СПУ:
-только начальное событие не имеет входящих и только конечное выходящих работ;
-не должно быть изолированных участков;
-любые два события должны быть связаны не более одной работой;

-не должно быть контуров и петлей;

Рисунок 14- Правила построения
-работы не должны пересекаться.
Для построения СПУ используется дефектная ведомость, на основании которой составляется проект организации работ
Таблица 10- Проект организации работ
| №
начального события
| №
конечного события
| Виды работы
| Время
час
|
| 0
| 1
| Отключение всех приводов
| 1,5
|
| 1
| 2
| Отсоединить шток цилиндра от рабочего органа
| 8
|
| 2
| 3
| Слить рабочую жидкость
| 4
|
| 3
| 4
| Отсоединить аккумуляторы от системы
| 0,6
|
| 4
| 5
| Отсоединить все разъёмные соединения
| 8
|
| 4
| 6
| Произвести ревизию насосно-аккумуляторной станции
| 4
|
| Продолжение таблицы 10
|
| №
начального события
| №
конечного события
| Виды работы
| Время
час
|
| 4
| 7
| Произвести ревизию гидроаппаратов
| 4
|
| 5
| 8
| При наличии неисправности насоса, ГПА, произвести разборку и ремонт
| 12
|
| 8
| 9
| Демонтаж ГЦ
| 8
|
| 6
| 9
| Фиктивная рабта
| 0
|
| 9
| 10
| Произвести промывку и ревизию деталей ГЦ при необходимости
| 4
|
| 10
| 11
| Провести ремонт деталей ГЦ при необходимости
| 40
|
| 11
| 12
| Сборка ГЦ
| 8
|
| 7
| 11
| Фиктивная работа
| 0
|
| 12
| 13
| Произвести монтаж ГЦ по месту
| 4
|
| 13
| 14
| Соединить все разъёмные соединения
| 8
|
| 13
| 15
| Присоединить шток цилиндра к рабочему органу
| 8
|
| 13
| 16
| Произвести замену фильтрующих элементов
| 2
|
| 15
| 17
| Произвести пусконаладочные работы
| 8
|
| 14
| 17
| Фиктивная работа
| 0
|
| 17
| 18
| Долить масло в бак
| 1,5
|
| 18
| 19
| Запустить ГЦ в работу
| 0,4
|
| 16
| 18
| Фиктивная работа
| 0
|
| | | | | |

Рисунок 15 -Сетевой график ремонта
Расчет экономии
Мероприятие считается эффективным, если выполняется условие: с наименьшими затратами получить наибольший результат.
В результате улучшения организаций проведения ремонта и применения сетевого планирования ремонт сократился с 134 до 116 часов.
Экономия будет составлять:
Э = (См1 – См2) ∙ n, (39)
где См1 – стоимость демонтажа и монтажа до сетевого планирования;
См2 – стоимость демонтажа и монтажа после сетевого планирования;
n – количество ремонтов в год, n = 2
См2 = ЗП1 + ЦНР
ЗП2 = (tчас1 ∙ n1 + tчас2 ∙ n2 + … + tчасn ∙ nn) ∙ Тр ∙ Кпр ∙ Кур
ЗП2 = (34,65х1+38,12х2+43,34х2)х116х2,2х1,15=25549,7 руб.
ЦНР2 = ЗП1 ∙ %ЦНР / 100
ЦНР2 = 230х25549,7 / 100=58764 руб.
См2 =25549,7+58764=84313.7 руб.
Э = (97340-84313,7)х1=13026,3 руб.
Демонстрационный лист
В демонстрационном листе указываются итоговые значения расчетов.
Таблица 11 - Демонстрационный лист
| Показатели
| ед. изм.
| Сумма
|
| 1. Сметная стоимость оборудования
| тыс.руб.
| 2087,9
|
| 2. Стоимость ремонта
| руб.
| 165887,7
|
| 3. Годовой фонд заработной платы
| руб.
| 1327095,54
|
| 4. Длительность ремонта с учетом сетевого планирования
| час
| 116,0
|
| 5. Годовая экономия
| руб.
| 13026,3
|
В КЦ-1 ООО «Мечел-Кокс»
Все гидроустройства с целью проверки прочности сборки и монтажа следует проверять пробным давлением (опрессовкой), равным 1,25 рном (1,25 номинального), но не более максимального давления. Внутренние утечки (перетечки) не должны способствовать возникновению опасности.
Гидроприводы (гидросистемы) должны быть оснащены устройствами аварийного отключения, обеспечивающими самофиксирование рабочих органов в выключенном состоянии. При наличии нескольких пультов управления каждый пульт должен быть оснащен устройством для аварийного отключения, блокировками, исключающим возможность одновременного управления от различных пультов, и сигнализацией, указывающей использованное для выключения системы аварийное устройство.
При возникновении опасной ситуации должно автоматически происходить полное отключение гидропривода (гидросистемы) от источника энергии, должна автоматически происходить нейтрализация накопленной в гидроприводе (гидросистеме) энергии при останове, должно наблюдаться отсутствие самозапуска, а переключатель вида работ должен запираться.
Для фиксирования в заданном положении выходных звеньев гидродвигателей должны быть установлены гидрозамки или другие фиксирующие устройства, если это необходимо.
Сборку и монтаж гидроприводов, гидросистем и гидроустройств следует проводить в условиях, исключающих их повреждение и обеспечивающих защиту внутренних полостей от загрязнений; внутренние полости гидроустройств и гидролиний должны быть очищены от загрязнителей рабочей жидкости.
Заправку гидропривода (гидросистемы) рабочей жидкостью следует проводить с помощью заправочной станции или иными способами, оговоренными в документации, обеспечивающими заправку гидропривода (гидросистемы) жидкостью с классом чистоты не хуже требуемого документацией на этот гидропривод (гидросистему).
Пробный пуск вновь установленных или прошедших ремонт гидроприводов, гидросистем или гидроустройств следует проводить с выполнением операций по удалению воздуха, проверки отсутствия течи и соблюдении мер предосторожности при возможном появлении неисправностей.
Все гидроустройства следует эксплуатировать при давлении не более рmах (максимального давления), указанного в документации на эти гидроустройства. Проводить подтягивание болтов, гаек и других соединений на гидроприводе (гидросистеме), находящемся под давлением, и во время его работы не допускается. Температурный диапазон эксплуатации гидропривода, гидросистемы и гидроустройств не должен выходить за оговоренные разработчиком пределы.
Гидроаккумулятор и все связанные с ним гидроустройства, находящиеся под давлением, следует использовать в пределах, указанных в документации границ температур и условий окружающей среды. Обслуживание гидроприводов (г






