

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Обработка металлов резанием (ОМР.)- технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоёв.
Основные виды ОМР. (рис.1):
· Точение
· Строгание
· Сверление
· Развёртывание
· Протягивание
· Фрезерование и зубофрезерование
· Шлифование
· Хононгование
Закономерности ОМР. рассматриваются как результат взаимодействия системы станок-приспособление-инструмент-детали (СПИД).

Рисунок 1. Схемы способов обработки резанием: а – точение; б – сверление; в – фрезерование; г – строгание; д – протягивание; е – шлифование; ж – хонингование; з – суперфиниширование; Dr – главное движение резания; Ds – движение подачи; R0 – обрабатываемая поверхность; R – поверхность резания; Rоп – обработанная поверхность; 1 – токарный резец; 2 – сверло; 3 – фреза; 4 – строгальный резец; 5 – протяжка; 6 – абразивный круг; 7 – хон; 8 – бруски; 9 – головка.
1.1. Режимы резания .
Любой вид ОМР. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания, глубина резания t и подача s. Скорость резания - скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача - скорость в направлении движения подачи.
Рисунок 2. Элементы режима резания при точении: 1- обрабатываемая поверхность; 2-поверхность резания; 3- обработанная поверхность; D- диаметр обрабатываемой заготовки; d- диаметр детали после обработки; а и б - толщина и ширина срезаемого слоя.
|
|
Сила и работа резания
Сопротивление металлов снятию стружки преодолевается силой резания, приложенной к передней поверхности инструмента(резца, фрезы, сверла, зенкера). Работа силы резания затрачивается на упругопластическую деформацию металла и отрыв элементов стружки от основной массы металла, а также на преодоление трения на контактных поверхностях режущего инструмента.
Силы, возникающие при резании, воспринимаются инструментом, обрабатываемой заготовкой, станком и приспособлениями. (рис.4).
Сила резания раскладывается на три взаимно перпендикулярные составляющие Px, Py, Pz, действующие на направлениях, наиболее важных с точки зрения условий работы инструмента и механизмов станка.
Рис.4 Силы резания при точении
Режущие инструменты
Режущий инструмент- инструмент для обработки резанием. Различают следующие виды: инструменты токарной группы-резцы; инструменты фрезерной группы- фрезы; инструменты для обработки отверстий- свёрла, зенкера, развёртки, зенковки; резьбонарезный инструмент- метчики, плашки; зубообрабатывающий инструмент- долбяки, червячные фрезы и прочее; протяжной инструмент- протяжки, прошивки и т.д.; абразивный инструмент- шлифовальные круги, порошки, пасты, бруски и т.д. Некоторые виды режущих инструментов представлены на рисунке 5.
Рисунок 5. Металлорежущий инструмент: 1- резцы,; 2- свёрла;3- зенкеры; 4- зенковки; 5- развёртки; 6- плашки; 7- борфрезы; 8- фрезы; 9- метчики; 10- твёрдосплавные пластины; 11- долбяки; 12- гребёнки; 13- пилы сегментные.
Токарные резцы
Большое разнообразие работ, выполняемых на токарных станках, обуславливает необходимость применения разнообразных токарных резцов. Основными и наиболее употребляемыми из них являются проходные, чистовые, подрезные, отрезные и расточные (рис.6).
Кроме перечисленных, при токарной обработке используются прорезные, фасонные, резьбовые и некоторые другие резцы более или менее специального назначения.
|
|
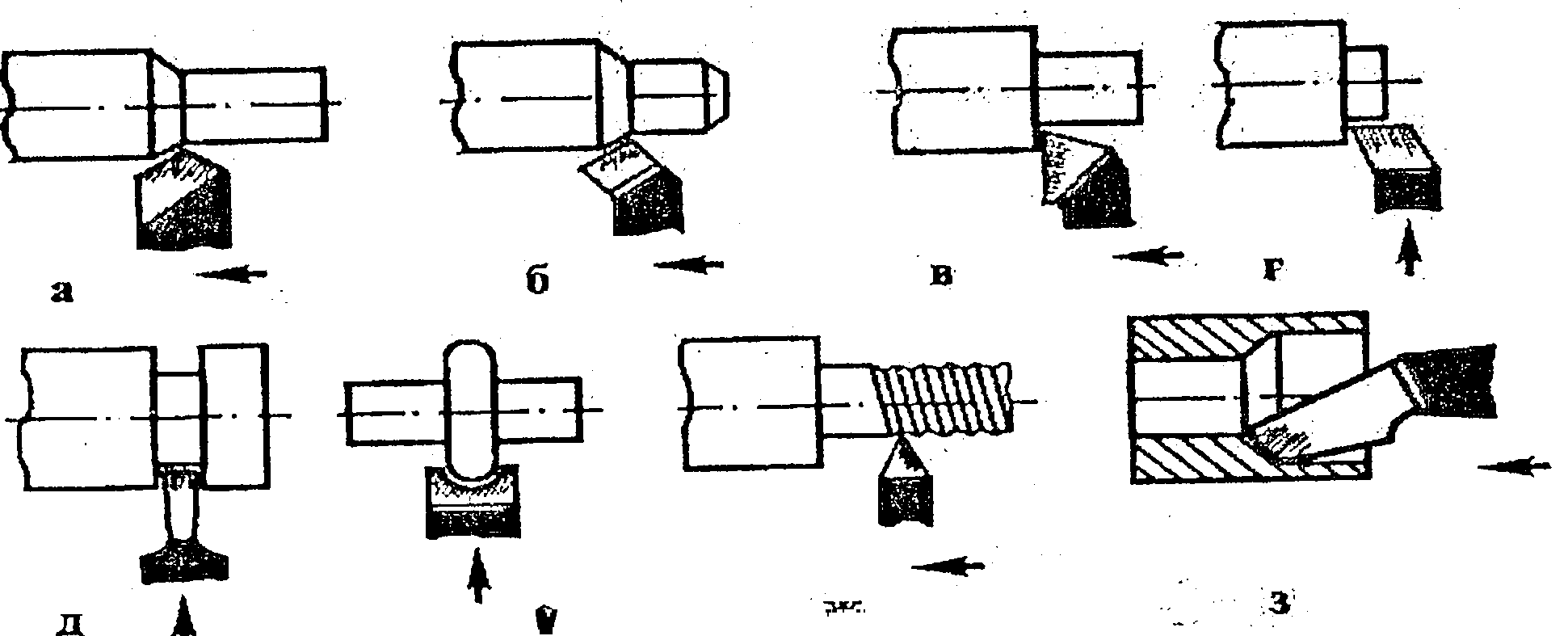
Рисунок 6. Токарные резцы: а- проходной прямой; б- проходной отогнутый; в- проходной упорный; г- подрезной; д- отрезной; е- фасонный; ж- резьбовый; з- проходной расточный
Фрезы
Существуют разнообразные конструкции фрез. Некоторые виды фрез представлены на рисунке 7.
Рисунок 7. Основные типы фрез: а- цилиндрическая цельная; б- цилиндрическая сборная со вставными ножами; в- торцовая фрезерная головка; г- торцовая насадка цельная; д- торцовая насадка сборная со вставными ножами; е- концевая с коническим хвостиком; ж- концевая Т- образная; з- шпоночная с цилиндрическим хвостиком; и- дисковая трёхсторонняя; к- прорезная; л- пила круглая сегментная; м- угловая; н- фасонная; А-отверстие; Т- тело; П- шпоночный паз; К – конусный хвостик; Ц- цилиндрический хвостик.
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!