ВВЕДЕНИЕ
История завода берет свое начало от армейской мастерской, организованной в 1914 году. В апреле 1918 года мастерская была преобразована в завод сельскохозяйственных машин, ставший вскоре одним из поставщиков оборудования для сельского хозяйства Белоруссии и всего Северо-западного края.
В годы социалистической индустриализации началась коренная реконструкция завода и специализация его на производство продукции машиностроения.
В 1931 году, когда перед страной остро встал вопрос о создании своего станкостроения, завод, как одно из наиболее технически оснащенных предприятий, располагающий квалифицированными кадрами, был передан в подчинение Народного Комиссариата станкостроительной промышленности.
Первые станки были собраны в начале 1932 года. Это были полировальные станки мод. 385А.
С 1932 года и началось становление завода, как станкостроительного предприятия.
В 1944 году, сразу же после освобождения города, началось восстановление завода и его специализация по выпуску бесцентровошлифовальных, плоскошлифовальных, заточных и шарикообрабатывающих станков.
В мае 1945 года дал первую продукцию литейный цех.
В 1960 году решением Правительства была определена общая реконструкция завода и окончательная его специализация.
В конце 60-х годов прошлого столетия была создана новая гамма бесцентровошлифовальных станков высокой и особо высокой точности серии «М» и впервые на подобных станках была получена точность менее 1,0 микрона. Освоен выпуск бесцентровошлифовальных и центровых суперфинишных станков.
В 1975 году произошел значительный качественный сдвиг в номенклатуре выпускаемого оборудования – начато производство станков с ЧПУ типа «Обрабатывающий центр».
С 1995 года завод начал освоение выпуска универсальных круглошлифовальных центровых станков со столом 1000 мм, в том числе с револьверной шлифовальной головкой для наружного, внутреннего и торцевого шлифования, а с мая 1999 года освоение торцекруглошлифовальных центровых станков со столом 630 и 1000 мм.
В 1999 году завод присоединил к себе Витебское СКБ ЗШ и ЗС, что позволяет более оперативно решать вопросы перспективного проектирования и доводки новой техники. Создан Витебский станкозавод «ВИСТАН» - единственное предприятие в Республике Беларусь, производящее круглошлифовальное и суперфинишное оборудование различного технологического назначения и уровня автоматизации, от простых станков до станков с ЧПУ и автоматических линий. Накопленный за прошедшие годы опыт позволяет создавать и экспортировать конкурентоспособную продукцию, как в страны СНГ, так и в страны дальнего зарубежья.
В мае 2002 года в соответствии с приказом Министерства промышленности Республики Беларусь № 183 от 08.05.2002 произведена реорганизация предприятия путём присоединения к нему РУП «Витебский станкостроительный завод им. Коминтерна» в качестве структурного подразделения. В результате проведённой реорганизации расширилась номенклатура выпускаемого предприятием оборудования. К ранее выпускавшемуся оборудованию добавилось производство зубообрабатывающих станков: зубофрезерных, зубошлицефрезерных, зубошевинговальных, зубохонинговальных, зубозакругляющих, зубозаостряющих, зубодолбежных, зубофасочных и др. Кроме того завод способен производить капитальный ремонт и модернизацию зубообрабатывающих станков, как выпущенных ранее на заводе им. Коминтерна, так и изготовленных на других предприятиях.
ХАРАКТЕИСТИКА ПРЕДПРИЯТИЯ
ОТДЕЛ ГЛАВНОГО ТЕХНОЛОГА
Задачи и структура ОГТ
Отдел главного технолога является самостоятельным структурным подразделением, подчиненным непосредственно заместителю главного инженера. Руководство отделом осуществляет главный технолог завода. Основными задачами отдела являются:
1. Определение и проведение технической политики завода, обеспечивающей внедрение передовых методов в области технологии и организации производства;
2. Разработка и внедрение в производство технологии на все виды работ по изготовлению выпускаемой продукции, постоянное совершенствование и типизация действующей на заводе технологии;
3. Внедрение прогрессивных норм расхода всех видов основных и вспомогательных материалов, идущих на изготовление продукции завода;
4. Проведение совместно с ОГК контроля рабочих чертежей изделий на технологичность;
5. Проектирование и внедрение передовой технологической оснастки, специального режущего инструмента, приспособлений для безопасной транспортировки деталей;
6. Механизация и автоматизация трудоемких и тяжелых работ на заводе.
Планировка рабочего места оператора
Планировка оборудования и рабочих мест на участке цеха зависит от величины завода, характера производства, особенностях и объёма производственного задания, габаритных размеров и массы
обрабатываемых заготовок.
В состав цехов входят производственные помещения, бытовые
помещения и т.п. Состав производственных отделений или участков цехов определяется характером изготовляемых изделий, видом
технологического процесса, объёмом производства.
Производственный участок служит для размещения на нём
оборудования, служащего для выполнения технологических процессов обработки и сборки изделий. К вспомогательным относятся
заготовительные, ремонтные, заточные, контрольные отделения, а также складские помещения для материалов, заготовок, деталей. В служебных и бытовых помещениях располагаются кабинеты
административно-технического персонала, гардеробные, уборные,
душевые, буфеты, медпункты, красные уголки.
При планировке цеха все его отделения, участки и
вспомогательные помещения располагаются так, чтобы обеспечить прямоточность и последовательность прохождения материалов,
заготовок и изделий по стадиям обработки (без обратных или
петлеобразных перемещений), максимальное использование
производственной площади, удовлетворить требования охраны труда, техники безопасности и противопожарной безопасности.
Под рабочим местом понимается ограниченная зона
производственной площади, предназначенная для выполнения
операции одним (или бригадой) и оснащённая необходимым
материально-техническими средствами труда: технологическим,
вспомогательным и подъёмно-транспортным оборудованием,
технологической оснасткой и инструментом, организационной
оснасткой (тумбочками, стеллажами, тарой и т.п.).
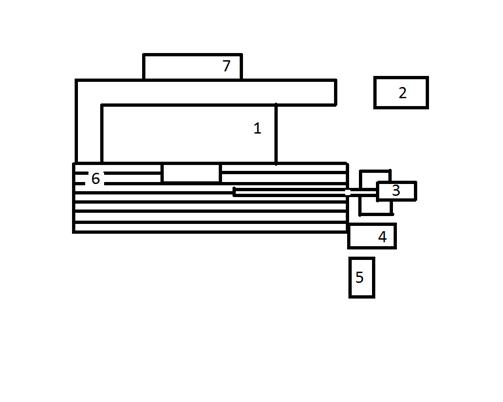
Рисунок 4 Планировка рабочего места оператора токарных станков с ЧПУ
1 – Токарный патронно-центровой станок с ЧПУ; 2 – устройство числового программного управления; 3- манипулятор; 4 – столик станочника передвижной или тележка с надставкой; 5 – инструментальная тумбочка станочника; 6 – решетки к станку; 7 – короб для сбора стружки
ОТДЕЛ ГЛАВНОГО КОНСТРУКТОРА
Задачи
1. Разработка новых современных конструкций изделий с учетом достижений мировой техники;
2. Усовершенствование конструкций выпускаемых заводом изделий на основе изучения их в процессе эксплуатации в направлении повышения надежности, экономичности и других эксплуатационных качеств;
3. Сохранение цикла проектирования, снижение материальных и трудовых затрат на конструирование изделий;
4. Разработка технических условий и паспортов на изделия, а также инструкций по эксплуатации, уходу и их ремонту;
5. Организация работ технического архива.
Функции
1. Разработка технических и рабочих проектов изделий в соответствии с техническими заданиями или условиями заказчиков;
2. Корректировка или переработка технической документации, получаемой заводом со стороны, применительно к конкретным условиям завода;
3. Разработка конструкций нормальных и унифицированных узлов и деталей для гаммы однородных изделий заданного профиля;
4. Выбор наиболее современного электооборудования, решение вопросов комплексной автоматизации проектируемых объектов;
5. Обеспечение цехов и отделов завода конструкторской документацией, необходимой для изготовления изделий;
6. Разработка технических условий на проектирование, поставку и изготовление изделий;
7. Рассмотрение и принятие решений по техническим вопросам возникающим в процессе изготовления изделий, выдача разрешений на измерение чертежей и внесение изменений в подлинники чертежей и в копии контрольного экземпляра чертежа;
8. Участие в монтаже и наладке отдельных опытных изделий, изготовляемых по чертежам отдела;4
9. Участие в проведении испытаний и исследований опытных образцов как на заводе, так и у потребителя в условиях эксплуатации;
10. Составление заключений по вопросам проектирования изделий, определение объема конструкторских робот и необходимых сроков;
11. Составление заключений по техническим условиям заказа на изготовление оборудования и запасных частей;
12. Выдача технических заданий на изготовление экспериментальных образцов изделий, отдельных узлов и деталей.
Планово-экономический отдел (ПЭО)
Нормирование расхода материалов проводится с целью установления их планового количества, необходимого для изготовления изделий и обеспечения наиболее рационального использования сырья и материалов. Нормированию подлежат все виды сырья и материалов. Норматив или удельная норма - это максимально допустимое количество материала, приходящегося на единицу изменения (веса, длины, площади).
Нормативы измеряются в натуральных единицах или процентах. В производстве применяются отраслевые нормативы. Они применяются для расчета индивидуальных норм и их анализов.
Норма расхода-это максимально допустимое количество матеирала, необходимое для изготовления детали (изделия). В номах расхода следует учитывать полезный расход сырья и материалов, технологические отходы, потеря материалов. В норму расхода не включается отходы и потери, вызванная отступлениями вызванными технологического процесса, сортамента, снабжение связанная с браком. Для разработки нормы расхода материалов используется расчетно-аналитический и опытный метод. Основной исходной информацией при расчете является чертежи деталей, сборочных едениц, спецификаций, технологический документ, нормативы расходов. Порядок разработки, рассмотрение, утверждение, корректировки и контроля за выполнение норм расхода материалов должен соответствовать отраслевым нормативно-техническим документам.
Функции ОТиЗ
- Изучение эффективности применение действующих форм и систем оплаты труда и материального поощрения работников, анализ расходования фонда заработной платы;
- Подготовка проекта смены использования фонда материального поощрения работников, выплаты вознаграждений за общие результаты работы предприятия по итогам года, а так же по другим направлениям;
- Осуществление контроля за правильностью применения тарифных ставок и расценок, должностных окладов, плат, надбавок и коэффициентов к заработной плате, за тарификацией работ и установлением разрядов фондов заработной платы и фонда материального поощрения, соблюдением штатной дисциплины;
- Участие в организации работы по внедрению хозрасчета и совершенствования его методов;
- Контроль за соблюдением на предприятии трудового законодательства;
- Подготовка, совместно с соответствующими подразделениями предприятия и комитетом профсоюза проекта коллективного договора и участия в контроле за выполнением обязательств по этому договору.
ВВЕДЕНИЕ
История завода берет свое начало от армейской мастерской, организованной в 1914 году. В апреле 1918 года мастерская была преобразована в завод сельскохозяйственных машин, ставший вскоре одним из поставщиков оборудования для сельского хозяйства Белоруссии и всего Северо-западного края.
В годы социалистической индустриализации началась коренная реконструкция завода и специализация его на производство продукции машиностроения.
В 1931 году, когда перед страной остро встал вопрос о создании своего станкостроения, завод, как одно из наиболее технически оснащенных предприятий, располагающий квалифицированными кадрами, был передан в подчинение Народного Комиссариата станкостроительной промышленности.
Первые станки были собраны в начале 1932 года. Это были полировальные станки мод. 385А.
С 1932 года и началось становление завода, как станкостроительного предприятия.
В 1944 году, сразу же после освобождения города, началось восстановление завода и его специализация по выпуску бесцентровошлифовальных, плоскошлифовальных, заточных и шарикообрабатывающих станков.
В мае 1945 года дал первую продукцию литейный цех.
В 1960 году решением Правительства была определена общая реконструкция завода и окончательная его специализация.
В конце 60-х годов прошлого столетия была создана новая гамма бесцентровошлифовальных станков высокой и особо высокой точности серии «М» и впервые на подобных станках была получена точность менее 1,0 микрона. Освоен выпуск бесцентровошлифовальных и центровых суперфинишных станков.
В 1975 году произошел значительный качественный сдвиг в номенклатуре выпускаемого оборудования – начато производство станков с ЧПУ типа «Обрабатывающий центр».
С 1995 года завод начал освоение выпуска универсальных круглошлифовальных центровых станков со столом 1000 мм, в том числе с револьверной шлифовальной головкой для наружного, внутреннего и торцевого шлифования, а с мая 1999 года освоение торцекруглошлифовальных центровых станков со столом 630 и 1000 мм.
В 1999 году завод присоединил к себе Витебское СКБ ЗШ и ЗС, что позволяет более оперативно решать вопросы перспективного проектирования и доводки новой техники. Создан Витебский станкозавод «ВИСТАН» - единственное предприятие в Республике Беларусь, производящее круглошлифовальное и суперфинишное оборудование различного технологического назначения и уровня автоматизации, от простых станков до станков с ЧПУ и автоматических линий. Накопленный за прошедшие годы опыт позволяет создавать и экспортировать конкурентоспособную продукцию, как в страны СНГ, так и в страны дальнего зарубежья.
В мае 2002 года в соответствии с приказом Министерства промышленности Республики Беларусь № 183 от 08.05.2002 произведена реорганизация предприятия путём присоединения к нему РУП «Витебский станкостроительный завод им. Коминтерна» в качестве структурного подразделения. В результате проведённой реорганизации расширилась номенклатура выпускаемого предприятием оборудования. К ранее выпускавшемуся оборудованию добавилось производство зубообрабатывающих станков: зубофрезерных, зубошлицефрезерных, зубошевинговальных, зубохонинговальных, зубозакругляющих, зубозаостряющих, зубодолбежных, зубофасочных и др. Кроме того завод способен производить капитальный ремонт и модернизацию зубообрабатывающих станков, как выпущенных ранее на заводе им. Коминтерна, так и изготовленных на других предприятиях.
ХАРАКТЕИСТИКА ПРЕДПРИЯТИЯ
Продукция, выпускаемая предприятием
Основой инновационной политики РУП «ВИСТАН» на 2006 г. является его производственная программа, которая сориентирована на технологическое обеспечение автотракторной, подшипниковой, электротехнической, аэрокосмической и других ведущих отраслей машиностроительного комплекса.
Изучение «узких мест» и проблем на крупных предприятиях этих отраслей позволило заводу определиться в модернизации имеющихся и проектировании новых моделей для удовлетворения потребностей заказчика.
За последние годы заводом освоен выпуск новых базовых бесцентровошлифовальных станков, токарных универсальных, круглошлифовальных центровых, зубошлицефрезерных, зубодолбежных и зубоотделочных станков.
Ориентируясь на рынок, заводом созданы токарные, круглошлифовальные и зубообрабатывающие станки типа NC и CNC, проведена модернизация многооперационных сверлильно-фрезерно-расточных станков с ЧПУ. Причем Заказчику эти станки предлагаются с устраивающей его системой управления разных фирм, готовой технологией обработки, с решением всех проблем, возникших у потребителя в процессе эксплуатации оборудования.
1 Токарно-винторезные станки
Принимая решение начать производство токарных станков, завод в основном ориентировался в соответствии с программой «Импортозамещения» на рынок Республики Беларусь, однако уже сейчас работает на рынке всего СНГ.
Завод выпускает сегодня универсальные токарно-винторезные станки модели 16ВТ20П с межцентровым расстоянием 1000 и 1500 мм.
В дальнейшем станки (ВСТ-620-21; ВСТ-620-22) предусматривается производить в следующих конструктивных вариантах, чтобы поддерживать их конкурентоспособность:
1. Станина в двух исполнениях – с мощным литым основанием и литым стружкосборником, а также из отдельно стоящих тумб и сварным выдвигаемым стружкосборником и бачком для СОЖ с электродвигателем и насосом.
2. применение асинхронного трехфазного двигателя с частотным регулированием частоты вращения для привода шпинделя.
3. Шпиндельная бабка с 2-3 ступенями скоростей и бесступенчатым регулированием числа оборотов, что значительно сократит количество шестерен и шум станка. Переключение ступеней – ручное.
4. Использование инверторов (преобразователей частоты) последних разработок фирм «Мицубиши», «Сименс» с функцией регулирования пусковой частотой, установкой направления вращения без переключения между инвертором и двигателем, наличия функции торможения позволит отказаться от фрикциона и электромагнитных муфт.
С 2005 г. РУП «ВИСТАН» приступил к производству универсальных центровых токарных станков с ЧПУ мод. 16ВТ20П CNC с диаметром обработки до 320 мм и межцентровым расстоянием 1000мм. В 2006 году планируется значительно увеличить их выпуск.
Сохраняющийся спрос на токарные станки традиционного исполнения заключается не только в умеренной цене, но и в высоком качестве и производительности, что связано с применением современных сервоприводов, используемых в этих станках. Применяющиеся электрические датчики положения, как круговые, так и линейные, значительно расширяют их технологические возможности.
В стандартном исполнении станки будут поставляться с 4-х резцовыми суппортами, ручным зажимом патрона и перемещения задней бабки.
За отдельную плату – электромеханическим или пневматическим зажимом патрона и перемещения задней бабки, револьверной головкой на 6, 8 инструментов, резцовой головкой типа Мультифлекс, стружкоуборщиком и другими дополнительными принадлежностями. В будущем эти станки составят основную программу по производству станков токарной группы в модернизированном варианте мод. ВСТ-620 CNC2 и с МЦР 1000 и 1500 мм..
2 Многооперационные сверлильно-фрезерно-расточные станки с ЧПУ
Завод модернизировал системы управления данных станков, применив системы ЧПУ “Sinumerik 840D” фирмы «Сименс», Германия для повышения их конкурентоспособности и FMS-3000 – Нижний Новгород, Россия. Эти же системы будут применяться и при модернизации имеющегося у Заказчика оборудования.
Разработан также полный комплект конструкторской документации по переводу системы управления станков на СЧПУ НЦ-110 ООО «Балт-Систем» Россия (2206ВМФ4-14).
Запланирована разработка нового поколения данных станков с автоматической сменой инструмента цепного типа на 45 единиц, силовым поворотным столом, шнековой уборкой стружки с системами управления НЦ-110 ООО «Балт-Систем» и S-840D фирмы «Сименс» (ВСМ-206ВМ CNC2).
Все эти мероприятия значительно повысят надежность станков и обеспечат устойчивый спрос на рынке СНГ и за рубежом.
3 Зубообрабатывающие станки
Для более полного удовлетворения запросов потребителей заводом была проведена переориентация номенклатуры зубообрабатывающих станков на сокращение выпуска оборудования только для серийного и массового производства.
Сегодняшний рынок все в большей степени требует оборудование для мелкосерийного и многономенклатурного производства с одновременным повышением требований к точности, надежности и универсальности.
Реализация этих требований потребовала применения высокоточных электроприводов подачи и главного движения в широкой номенклатуре исполнений по номинальным мощностям и моментам, а также систем управления типа NC и СNС.
Если в предыдущие годы доля специальных станков-автоматов составляла 70-80 % от общего числа заказываемых станков, а станков с ЧПУ – 5 – 10 %, то в настоящее время автотракторной промышленности требуются только станки, оснащенные системами NC и CNC.
В последнее время завод взял курс на то, чтобы можно было предложить потребителю всю технологическую цепочку производства зубчатых колес и шлицевых валов. И первым в этом ряду стоит шлицешлифовальный станок мод. ВСН-815CNC2, который можно использовать для обработки как прямобочных шлиц, так и шлиц с эвольвентным профилем.





