Св- 08АА -Сварочная проволока, среднее содержание углерода-0,08%, с более пониженным содержанием серы и фосфора
Св-12Х11НМФ Сварочная проволока, среднее содержание углерода-0,12%, с содержанием хрома 11%, никеля, молибдена, ванадия по 1%
Билет №10
Горячая сварка чугуна.
Назначение и устройство преобразователя.
3. Задача. Объясните причину и ваши действия в том случае, если при зажигании дуги она прилипает к металлу .
Ответы
1. Горячую сварку можно применять для изделий ограниченных размеров и массы, практически до 2,5 т, так как при большом объеме нагретого металла производить сварку трудно. Горячая сварка чугуна выполняется в такой последовательности: 1. Подготовка к сварке. Раковины и шлаковые включения полностью удаляются обычно механическим способом - вырубкой или сверлением. Трещины, подлежащие заварке, вырубаются с V-образной или чашеобразной разделкой; не вырубленным остается притупление в 3 - 6 мм. Если объем металла, подлежащего наплавке, велик и превышает 60 см3, то место, предназначенное к сварке, должно быть заформовано так, чтобы можно было обеспечить заполнение этой части ванны жидким чугуном. Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка должна исключить возможность вытекания жидкого металла из ванны. После заварки одной секции и затвердения заваренного участка вставка вынимается. 2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура нагрева при газовой сварке поддерживается в пределах 450 - 600°С и при дуговой сварке - 700 - 850°С. Подогрев чугунных изделий перед сваркой до таких высоких температур требуется для того, чтобы снизить скорость охлаждения металла шва и придать ему относительно высокие пластические свойства и возможность обработки режущим инструментом; подогрев необходим также после сварки, чтобы происходило равномерное охлаждение всего изделия и не возникали трещины. Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б. 4. Выполнение сварки. Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка, так и покрытыми чугунными электродами. Для удаления окислов кремния при сварке угольной дугой используют те же флюсы. При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до полного заполнения дефекта или заформованного блока. Это обеспечивает наиболее полное удаление газов и неметаллических включений из металла шва и равномерную структуру в металле шва и околошовном металле.
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны. Выпуклая поверхность ванны говорит о плохом соединении. В этом случае сварщик должен увеличить нагрев стенок изделия. Правильный процесс сварки характеризуется вогнутой поверхностью сварочной ванны без подреза; жидкий чугун хорошо смачивает стенки детали. 5. Охлаждение изделий производится с малой скоростью, иногда в течение 3 - 5 суток. Подготовка к охлаждению заключается в том, что после окончания сварки поверхность металла шва засыпается слоем мелкого порошка древесного угля, а все изделие со всех сторон закрывается асбестовыми листами и сухим песком. При дуговой сварке чугуна с подогревом применяют чугунные стержни с покрытием, например, ОМЧ-1. При диаметре чугунного электрода 6 - 8 мм сварочный ток 200 - 400 А. Род тока - любой, при постоянном токе применяют прямую полярность.
2. 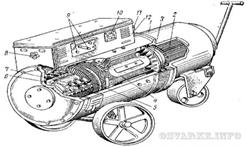 Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
Схема сварочного преобразователя ПСО-500:
1 - корпус, 2 - электродвигатель, 3 - вентилятор, 4 - катушка полюсов, 5 - якорь генератора, 6 - коллектор, 7 - токосъемник, 8 - маховичок для регулирования тока, 9 - сварочные зажимы, 10 - амперметр, 11 - пакетный выключатель, 12 - коробка пускорегулирующей и контрольной аппаратуры преобразователя.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор двигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора 6 преобразуется в постоянный; с щеток токосъемника 7 при нагрузке в сварочной цепи ток течет с коллектора к зажимам 9.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе / в общей коробке 12.
Преобразователь включается пакетным включателем 11. Величина тока возбуждения и режим работы сварочного генератора плавно регулируются реостатом в цепи независимого возбуждения маховичком 8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток до 300 и 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не рекомендуется, так как возможен перегрев машины и нарушение системы коммутации. Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя. Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепях; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А).
Пуск преобразователя осуществляется включением двигателя в сеть (пакетным выключателем). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
3. Задача. Объясните причину и ваши действия в том случае, если при зажигании дуги она прилипает к металлу.
Прилипание дуги связано с несоответствием силы тока диаметру электрода. Сила тока мала. Необходимо правильно рассчитать силу тока и установить ее на источнике питания. Если источник питания не позволяет это сделать точно, то силу тока увеличивают опытным путем.
Билет № 11






