2. Сварочная проволока (назначение, требования, химический состав, маркировка).
3. Прочитайте условное обозначение электрода

Ответы
1. Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 53). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз, как показано пунктиром на рис1. а, б.
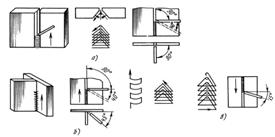
Рис.1 Положение и движения электрода при сварке в вертикальном положении: а - стыковые швы со скосом кромок, б - угловые швы, в - сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении на 10-15%
Вертикальная сварка в направлении сверху вниз (рис. 5 в) возможна электродами, дающими слой шлака. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки. Сварку сверху вниз очень удобно производить методом отрыва.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями. Металл толщиной более 8 мм сваривают многопроходными швами. Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие - диаметром 5 мм. Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие - диаметром не более 4 мм. Валики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
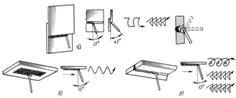
Рис. 2. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а - горизонтальный угловой шов, б - наплавка в потолочном положении, в - потолочный стыковой
2. Сварочная проволока (назначение, требования, химический состав, маркировка).
Для сварки сталей применяется в основном низкоуглеродистая и низколегированная сталь. Предусмотрено 77 марок сварочной проволоки различного химического состава. выпускается шесть марок низкоуглеродистой проволоки (Св-08, Св-08А. Св-08АА, Св-08ГА, Св-ЮГА и Св-10Г2), 30 марок легированной проволоки (Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ, СВ-15ГСТЮЦА, Св-20ГСТЮА и др.), 41 марка высоколегированной проволоки (Св-12Х11НМФ, Св-12Х13, СВ-ЮХ17Т и др.).В легированной стали легирующих элементов содержится от 2,5 до 10%, в высоколегированной - более 10%.Буквы и цифры в написании марок проволоки обозначают: Св - сварочная; 08 - 0,08% углерода (среднее содержание); А - пониженное, а АА - еще более пониженное содержание серы и фосфора; Г - проволока, легированная марганцем; 10 - в среднем 0,10%, углерода; Г2 -содержащая до 2% марганца. Условные обозначения легирующих элементов следующие: С - кремний; Н - никель; М - молибден; Т - титан; Ю - алюминий; Ц - цирконий; Г - марганец; Х - хром; Ф - ванадий; Р - бор; Б - ниобий; В - вольфрам; Д - медь.К сварочной проволоке предъявляются следующие требования:
• она должна расплавляться спокойно и равномерно;
• температура плавления должна быть меньше или равна температуре плавления основного металла;
• должна быть очищенной от ржавчины и грязи;
• должна по химическому составу соответствовать химическому составу свариваемого металла.
Условное обозначение проволоки рассмотрим на примере.
2Св-08А, где:
2 - диаметр проволоки 2 мм;
Св - сварочная проволока;
08 - 0,08% - содержание углерода; А - повышенное качество металла.
Проволока различается по диаметру. Диаметр проволоки - от 1 до 12 мм.
Проволока с диаметрами до 3 мм применяется для шланговой сварки; от 1,6 до 6,0 мм - для ручной сварки штучными электродами; от 2 до 5 мм - для автоматической сварки под флюсом; проволока больших диаметров - для наплавочных работ.
3. Э46 - тип электрода, 460 МПа или 46 кгс/мм2 – минимальное сопротивление наплавленного металла шва на разрыв (предел прочности);АНО-4 - марка электрода;3,0 - диаметр электрода;У - для сварки углеродистых сталей; Д - толстое покрытие;
Е432 - характеристика наплавленного металла;Р - рутиловое покрытие;2 - для сварки во всех пространственных положениях, кроме вертикального сверху вниз;1 -переменный ток.
Билет № 8






