

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Ответы
1.Сваркой называется процесс получения неразъемных соединений между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании. В зависимости от условий, при которых осуществляется сваривание металла, различают сварку плавлением и сварку давлением. Сущность сварки плавлением состоит в том, что металл по кромкам свариваемых деталей подвергается плавлению от нагрева сильным концентрированным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленным шлаком. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочной ванной. После застывания металла сварочной ванны получается металл шва. Металл шва может образоваться только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну.
Зона частично оплавившихся зерен металла на границе кромки свариваемой детали и шва называется зоной плавления. При этом металл шва тесно соприкасается с металлом свариваемых частей, а загрязнения, находившиеся на поверхностях свариваемых частей, всплывают наружу, образуя шлак.
Сущность сварки давлением состоит в пластическом деформировании металла в месте соединения под действием силы.
Процесс сварки делят на три класса: термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией.
|
|
2. Электродом для дуговой сварки называют металлический или неметаллический стержень, предназначенный для подвода тока к сварочной дуге. Для ручной дуговой сварки электроды представляют собой стержни круглого сечения различной длины и диаметра. Для полуавтоматической и автоматической дуговой сварки в качестве электрода применяют сварочную, порошковую и самозащитную проволоку.
Электроды подразделяются на плавящиеся (из стали, чугуна, алюминия, меди и их сплавов и др.) и неплавящиеся. Неплавящиеся электроды изготовляют из технического вольфрама и его сплавов, угля и графита.Стальной покрытый электрод представляет собой определенных размеров стержень, на поверхность которого опрессовкой или окунанием нанесено специальное покрытие. Стальные покрытые электроды для ручной дуговой сварки и наплавки подразделяются по назначению: для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2, обозначаются - У; для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 - Л; для сварки легированных теплоустойчивых сталей - Т; для сварки высоколегированных сталей с особыми свойствами - В; для наплавки поверхностных слоев с особыми свойствами - Н.
По толщине покрытия:с тонким покрытием – М; со средним покрытием – С; с толстым покрытием – Д; с особо толстым покрытием- Г
Электродные покрытия по виду составов подразделяются на кислые (A), рутиловые (P), основные (Б), целлюлозные (Ц) и прочие (П).
А- Кислые покрытия (АНО-2, СМ-5 и др.) Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но при этом отличаются технологичностью.
Р-Рутиловые покрытия (АНО-3, АНО-4, ОЗС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.) Рутиловые покрытия при сварке менее вредны для дыхательных органов сварщика, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет, это позволяет использовать эти эл-ды для выполнения швов в любом пространственном положении.
|
|
Ц-Целлюлозные покрытия (ВСД-1, ВСЦ-2, ОЗЦ-1 и др.) Эл-ды с таким покрытием можно использовать для выполнения сварки в любом пространственном положении, преимущественно для сварки малой толщины. Недостатком является пониженная пластичность сварного шва.
Б- Основные покрытия (УОНИИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.) не содержат окислов железа и марганца. При сварки эл-дами с этим покрытием, получается сварной шов с высокой пластичностью. Данные электроды используются для сварки ответственных сварных конструкций.
3.

Электроды типа Э46А по ГОСТ 9467-75,где 46-указывает временное сопротивление металлу шва (кгс/мм2), А- указывает на повышенную пластичность и вязкость металла шва, марки УОНИИ-13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей- У, с толстым покрытием -Д, с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2(5), с основным покрытием -Б, для сварки во всех пространственных положениях -1, на постоянном токе обратной полярности 0.
Билет №2
1. Сварные соединения (виды, определения, достоинства, недостатки)
Ответы
1. Сварные соединения (виды, определение, достоинства, недостатки, применение).
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой.
При сварке различают четыре вида соединений: стыковое, угловое, тавровое, нахлесточное.
Стыковое соединение имеет ряд преимуществ:
• неограниченная толщина свариваемых элементов;
• равномерное распределение напряжений при передаче усилий;
• минимальный расход металла на образование сварного соединения;
• удобство контроля качества шва.
Недостатки стыкового соединения: необходимость более точной сборки элементов под сварку.
Угловые и тавровые соединения используются при сварке балок, ферм, увеличивая жесткость конструкции. Они могут быть как односторонними, так и двусторонними. Угловые и тавровые двусторонние швы обладают высокой прочностью при статических нагрузках.
Нахлесточное соединение – это соединение выполненное внахлест.
Нахлесточное соединение имеет преимущества перед другими соединениями:
• отсутствие скоса кромок под сварку;
• простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Недостатки:
• повышенный расход основного металла на перекрытие в соединении. Нахлесточные соединения применяются для металла толщиной не более 6 мм. Величина нахлестки (перекрытия) должна быть не менее 3 толщин наиболее тонкого из свариваемых элементов. При сварке толщина нахлесточного соединения не должна превышать 12 мм;
• хуже работают на нагрузку;
• возможность проникновения влаги в щель между перекрытием;
• сложность определения дефектов сварки.
|
|
2. Колебательные движения электродов (назначение, разновидности).
Для образования сварного шва электроду придается сложное движение в трех направлениях.
Первое движение - это поступательное движение электрода по направлению его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги.
Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки.
В результате этих двух движений образуется узкий, шириной не более 1,5 диаметров электрода, так называемый ниточный шов. Такой шов применяется при сварке тонкого металла, а также при наложении первого шва при многослойной (многопроходной) сварке.
Третье движение - это колебание конца электрода поперек шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек шва (рис. 12) могут быть различными и определяются формой, размером и положением шва в пространстве.

Рис. 12. Колебательные движения электрода поперек шва:
1,2,3 - для равномерного прогрева сварочной ванны; 4 - для усиленного прогрева корня шва; 5,6 - для усиленного прогрева кромок
3. Задача. Для сварки дан металл толщиной 8 мм. Объясните ваши действия по подготовке кромок металла к сварке.
В зависимости от толщины свариваемого металла сварка изделия может идти как с разделкой кромок, так и без. Разделка кромок металла начинается с толщины 5 мм, и она необходима для наилучшего провара металла на всю его толщину. В данном случае разделку осуществляют V-образную, хотя возможны и другие виды разделки (в зависимости от толщины металла и вида конструкции). После разделки зачищают кромки стыкуемых элементов, а также прилегающие к ним поверхности на длине 15-20 мм, очищают от масла, окалины, ржавчины и грязи, так как от состояния поверхности свариваемых изделий зависит качество сварного шва. Делают это стальной металлической щеткой
|
|
Билет № 3
Билет № 4
Ответы
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом: Например:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, и сварочный ток уменьшается.
Так же в трансформаторе есть амперметр- показывающий силу тока и вольтметр- показывающий напряжение в сети.
2. Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Организация рабочего места электросварщика.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост комплектуется: • источником питания;• электрододержателем;• сварочными проводами;• зажимами для токопроводящего провода;• сварочным щитком с защитными светофильтрами;• различными зачистными и мерительными инструментами.
- Кабели и сварочные провода. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.Токоподводящий провод соединяется с изделием через специальные зажимы.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Одежда сварщика изготавливается из различных тканей, которые должны удовлетворять двум основным требованиям:
• наружная поверхность одежды должна быть огнестойкой и термостойкой;
• внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков - куртку и брюки - шьют из брезента, сукна, замши; иногда ткани комбинируют.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок и удаления шлака; молотком-шлакоотделителем для удаления шлаковой корки; зубилом; рулеткой металлической, угольником, чертилкой.
|
|
3.Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Выбор диаметра электрода.
Диаметр выбирают по толщине свариваемого металла. В данном случае необходимы электроды двух диаметров, так как шов многослойный.
Для выполнения корневого шва выбирают электрод диаметром 2 мм, а последующие слои выполняют электродами 4 мм.
Силу тока рассчитывают по формуле
I=(20+6Dэл)Dэл.
Для Ø 2 мм I=(20+6Dэл)Dэл=(20+6∙2)∙2=64 А.
Для Ø 4 мм I=(20+6Dэл)Dэл=(20+6∙4)∙4=176 А.
Принимают переменный ток.
Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
Билет № 5
Билет № 6
Ответы
1. Как известно, металлы при нагревании расширяются, при охлаждении сжимаются.
Во время электросварки происходит нагрев отдельных участков металла при холодных смежных участках, что вызывает напряжения в отдельных частях свариваемой конструкции и ее деформации.
Напряжение — сила, приложенная к единице площади поперечного сечения детали или к единице площади ее поверхности.
Деформация — изменение размеров и формы изделия под действием механических усилий или температурного воздействия.
При сварке в конструкции возникают внутренние напряжения в результате неравномерного нагрева, охлаждения и усадки, которые могут явиться причиной деформации и снижения надежности конструкции.
Внутренние напряжения при правильных приемах сварки нарастают медленно и потом остаются постоянными, не превышая допустимых для данной конструкции напряжений, при этом не происходит деформация конструкции.
Деформации могут быть двух видов: упругая и остаточная, или пластическая, деформации.
Упругая деформация возникает в процессе приложения силы или нагреве и исчезает при снятии силы или при охлаждении.
При пластической деформации свариваемое изделие не восстанавливает свои размеры.
При поперечных деформациях происходит уменьшение ширины свариваемых деталей и коробление. Напряжения от поперечной усадки могут вызвать появление трещин и разрыв в сварных соединениях.
Продольные внутренние напряжения при сварке вызывают изгиб пластины, стыкового или таврового соединения относительно продольной оси сварного соединения. Усадка от продольных швов может вызвать уменьшение длины свариваемого изделия.
На величину остаточных деформаций при сварке влияет пластичность свариваемого металла, величина зоны нагрева, геометрические размеры и форма свариваемого металла, структурные изменения наплавленного и основного металлов при сварке, теплопроводность свариваемого металла. Деформации у металлов с повышенной теплопроводностью и меньшим коэффициентом линейного расширения меньше, так как тепловой поток распределяется более равномерно по сечению свариваемых деталей.
Нержавеющие стали деформируются при сварке больше, а алюминий меньше по сравнению с низкоуглеродистой сталью.
Деформации увеличиваются при сварке металла толщиной 16...20 мм встык при низких температурах, при этом могут быть трещины и разрывы.
Трещины и разрывы могут быть также вызваны неправильным закреплением деталей при сварке, когда затруднено возникновение пластических деформаций.
Деформации увеличиваются при длинных швах большого сечения, при швах с несимметричным расположением относительно осей сечений элементов из профильного проката.
Напряжения при сварке не влияют на конструкции из низкоуглеродистых сталей или других металлов с высокими пластическими свойствами.
2. К группе электродов для сварки углеродистых и низколегированных конструкционных сталей относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 59кгс/мм2.
| АНО-4 (Э46) | Для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа (46 кг с/мм). Высокие сварочно-технологические свойства, легкая отделимость шлаковой корки. При повышенной силе тока не склонны к образованию пор. |
| АНО-21 (Э46) | Для сварки рядовых и ответственных конструкций из углеродистых марок сталей Ст0, Ст1, Ст2, Ст3 – всех трех групп А,Б,В и всех степеней раскисления – “кп”, “пс”, “сп |
| АНО-25 (Э50) | Для сварки ответственных конструкций из низколегированных хладостойких сталей, эксплуатируемых при температурах не менее минус 60 °С. |
| МР-3С (Э46) | Электроды предназначены для сварки конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. |
| ОЗС-12 (Э46) | Для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву не более 500 МПа. Наиболее пригодны для сварки тавровых соединений с получением мелкочешуйчатых вогнутых швов. Характеризуются высокими сварочно-технологическими свойствами, в том числе легкой отделимостью шлаковой корки. |
| УОНИ-13/45 (Э42А) | Для сварки особо ответственных конструкций из углеродистых и низколегированных сталей с нормативным временным сопротивлением разрыву не более 490 МПа, когда к металлу предъявляются повышенные требования по пластичности и ударной вязкости. Рекомендуется для сварки конструкций работающих в условиях пониженных температур. |
| УОНИ-13/55 (Э50А) | Для сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, работающих при отрицательных температурах и знакопеременных нагрузках. |
| ЦУ-5 (Э50А) | Для сварки трубных деталей и сборочных единиц поверхностей теплообмена котлоагрегатов из углеродистых и низколегированных кремнемаргановистых сталей, а также корневых швов стыков толстостенных трубопроводов из углеродистых и низколегированных сталей. Максимальная температура эксплуатации сварных соединений не выше 400°С. |
Билет №7
Билет № 8
Ответы
1. Дефекты швов сварных соединений (причины возникновения, способы их устранения).
Различные отклонения от установленных норм и технических требований, ухудшающие работоспособность сварных конструкций, называются дефектами сварных швов. Они уменьшают прочность сварных соединений и могут привести к их разрушению.
Все дефекты сварных швов могут быть разделены на три основные группы:
• дефекты формы и размеров;
• наружные и внутренние макроскопические дефекты;
• дефекты микроструктуры.
Наиболее частыми дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки.
Эти дефекты швов косвенно указывают на возможность образования дефектов внутри сварного шва и околошовной зоны.
К наружным и внутренним макроскопическим дефектам относят наплывы, подрезы, прожоги, непровары, трещины, шлаковые включения и газовые поры (приложение 1).
К дефектам микроструктуры относят перегрев и пережог.
На участке перегрева металл имеет крупнозернистое строение, что ведет к хрупкости металла. Перегретый металл плохо сопротивляется ударным нагрузкам.
Наиболее опасным дефектом является пережог. Такой металл хрупок и не поддается исправлению. Причиной образования пережога является плохая защита сварочной ванны от кислорода воздуха, а также сварка на чрезмерно большом сварочном токе.
2. Сварка цветных металлов может существенно отличаться от сварки стали, из-за резкого различия их физико-химических свойств.. К группе электродов для сварки цветных металлов относятся электроды, предназначенные для сварки алюминия, меди, никеля и их сплавов. Алюминий и алюминиевые сплавы обладают малой плотностью, высокой тепло- и электропроводностью, повышенной коррозионной стойкостью. Особенностью алюминия и его сплавов является легкая окисляемость. Это приводит к тому, что на их поверхности практически всегда присутствует плотная тугоплавкая пленка оксида алюминия. Эта пленка может образовываться и на поверхности сварочной ванны, что нарушает стабильность процесса сварки, препятствует формированию шва, приводит к появлению непроваров и неметаллических включений. Для получения качественных сварных соединений необходимо принимать специальные меры, направленные на удаление оксидной пленки. При ручной дуговой сварке это достигается путем введения в состав электродного покрытия хлористых и фтористых солей щелочных и щелочно-земельных металлов. Среди наиболее распространенных марок электродов, которые используют для сварки алюминия и его сплавов можно выделить:ОЗА-1 и ОЗАНА-1 – для проведения сварки и наплавки элементов из технически чистого алюминия; ОЗА-2 и ОЗАНА-2 – для заварки дефектов, которые возникли в процессе литья, а также наплавки изделий, выполненных их алюминиево-кремнистых сплавов. Характерными особенностями никеля и его сплавов являются: прочность; вязкость; жаростойкость; жаропрочность; высокая устойчивость к коррозии. Никель, как и сплавы с ним, отличается значительной чувствительностью к примесям (в особенности к растворенным газам, таким как азот, кислород и водород), а также склонностью к возникновению горячих трещин. Чтобы такие трещины не появлялись, следует использовать, как основной металл, так и сварочные электроды достаточно высокой чистоты, предварительно подготавливая их к сварке специальным образом. Среди наиболее распространенных марок электродов, которые используют для сварки никеля и его сплавов можно выделить:ОЗЛ-32 – подходит для сварки никеля в разных интерпретациях; В-56У – подходит для сварочных работ с металлом. Медь и ее сплавы. Для меди и ее сплавов характерны такие особенности: высокие показатели электро- и теплопроводности; повышенная текучесть металла в расплавленном виде; активное взаимодействие с такими газами, как кислород и водород. Эти особенности нередко становятся причиной того, что в процессе сварки образуются трещины. Для того чтобы избежать этих явлений следует применять в сварных соединениях раскисленную медь. При этом сварка должна выполняться прокаленными электродами, а свариваемые элементы следует тщательно зачищать (до блеска).Если говорить о сварке бронзы или латуни, то нужно отметить, что сварка бронзы усложняется за счет малой прочности и высокой хрупкости материала в нагретом состоянии, а латуни – интенсивными испарениями цинка.Среди наиболее распространенных марок электродов, которые используют для сварки меди и ее сплавов можно выделить:Комсомолец-100, АНЦ/ОМЗ-2, АНЦ/ОМЗ-3, АНЦ/ОМЗ-4 - в зависимости от модели электрода используются для сварки и наплавки элементов, как из технически чистой меди, так и из меди, содержащей определенное количество кислорода (не более 0,01%).ОЗБ-2М – подходит для сварки и наплавки элементов из бронзы.Кроме того, электродами марки ОЗБ-2М можно проводить сварку латуней.
Отдельного внимания заслуживают электроды марки АНЦ-З, которые имеют отличные показатели производительности и могут обеспечить на дуге высокое номинальное напряжение (45-52 В).
Расшифровку делаем сами))
Билет № 9
Способы зажигания дуги.
Ответы
1. Сварка пучком электродов. Принцип этого способа: два или несколько электродов соединяют в пучок (в двух-трёх местах, контактные концы сваривают друг с другом) которыми при помощи эл. Держателя ведут сварку. Дуга возникает между свариваемым изделием и одним из стержней электродов по мере оплавления дуга переходит на соседний электрод и тд. По очереди. В результате этого нагрев стержней электродов внутренним теплом меньше чем при сварке одностержневым электродом. Поэтому при сварке пучком электродов можно установить большую величину тока. Этот способ позволяет увеличить производительность труда.
Сварка с глубоким проваром. На стержень электрода наносят более толстый слой покрытия чем обычно, что позволяет сконцентрировать поток тепла в сварочной дуге, повысить её проплавляющие действия (увеличить глубину провара). Сварка ведется короткой дугой. Этот способ применяют в тавровых и угловых соединениях. Сварка наклонным электродом. При данном способе сварки оплавляющий конец электрода опирается на свар. кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромки. Сварка лежачим электродом.
Электрод с качественным покрытием укладывается в разделку шва. Длина дуги в процессе горения равна толщине слоя покрытия. Для этой сварки используют электрод 6-10мм, длину подбирают равную длине шва, но не больше 800-1000мм. Для удержания уложенного электрода, для изоляции и защиты дуги применяют медные заплатки.
Сварка электродами больших диаметров. Для сварки этим способом применяют электроды диаметром 8, 10, 12 мм при величине тока 350, 450 и 600 А. Сварка электродами больших диаметров имеет следующие недостатки: -большая масса электрододержателя с электродом приводит к быстрой утомляемости сварщика; -электродами больших диаметров трудно выполнять сварку в узких местах; Сварка трёхфазной дугой. В держатель, имеющий два токоподвода, закрепляют электрод, представляющий собой два электродных стержня в общем слое покрытия или два обычных электродных стержня с качественным покрытием. Через токопроводы в держателе к электродным стержням подводят две фазы сварочной цепи. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием. Сварку трехфазной дугой применяют при изготовлении конструкций, требующих значительного объема наплавленного металла, при сварке соединений, требующих глубокого проплавления, и при сварке ванным способом стальной арматуры диаметром 60—120 мм. Безогарковая сварка. Сущность способа заключается в том, что электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь металл его стержня. Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10-15% сократить расходы сварочных материалов. Недостатком этого способа сварки является некоторое ухудшение условий манипулирования электродом и перегрев электрододержателя
2. Дуга может возникнуть в результате пробоя газа (воздуха) или предварительного соприкосновения электродов с последующим разведением их на расстояние нескольких миллиметров. Пробой воздуха возможен только при больших напряжениях, например 1000 В при зазоре между электродами в 1 мм. Этот способ возбуждения дуги обычно не применяется ввиду опасности высокого напряжения. При питании дуги переменным током высокого напряжения и высокой частоты (более 3000 В и 150 - 250 кГц) можно осуществить пробой воздуха при зазоре между электродом и изделием до 10 мм. Этот способ зажигания дуги менее опасен для сварщика. Второй способ - соприкосновение электрода с изделием создает замкнутую сварочную цепь. Движение напоминают зажигание спички «почиркивание» или «постукивание».Скорость зажигания дуги зависит от свойств источника питания сварочным током, от силы тока в момент соприкосновения электродов, от состава газов и времени соприкосновения электродов. На скорость возбуждения дуги также влияет величина сварочного тока. Чем больше ток при одном и том же диаметре электрода, тем больше становится сечение катодного пятна, большим будет электронный ток в начале зажигания, быстрее произойдет ионизация и переход к устойчивому дуговому разряду. Время перехода еще более сокращается при уменьшении диаметра электрода. Полярность тока также влияет на скорость зажигания дуги. При постоянном токе и обратной полярности (минус источника тока подключается к изделию) скорость возбуждения дуги больше, чем при переменном.
Билет №10
Горячая сварка чугуна.
Ответы
1. Горячую сварку можно применять для изделий ограниченных размеров и массы, практически до 2,5 т, так как при большом объеме нагретого металла производить сварку трудно. Горячая сварка чугуна выполняется в такой последовательности: 1. Подготовка к сварке. Раковины и шлаковые включения полностью удаляются обычно механическим способом - вырубкой или сверлением. Трещины, подлежащие заварке, вырубаются с V-образной или чашеобразной разделкой; не вырубленным остается притупление в 3 - 6 мм. Если объем металла, подлежащего наплавке, велик и превышает 60 см3, то место, предназначенное к сварке, должно быть заформовано так, чтобы можно было обеспечить заполнение этой части ванны жидким чугуном. Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка должна исключить возможность вытекания жидкого металла из ванны. После заварки одной секции и затвердения заваренного участка вставка вынимается. 2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура нагрева при газовой сварке поддерживается в пределах 450 - 600°С и при дуговой сварке - 700 - 850°С. Подогрев чугунных изделий перед сваркой до таких высоких температур требуется для того, чтобы снизить скорость охлаждения металла шва и придать ему относительно высокие пластические свойства и возможность обработки режущим инструментом; подогрев необходим также после сварки, чтобы происходило равномерное охлаждение всего изделия и не возникали трещины. Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б. 4. Выполнение сварки. Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка, так и покрытыми чугунными электродами. Для удаления окислов кремния при сварке угольной дугой используют те же флюсы. При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до полного заполнения дефекта или заформованного блока. Это обеспечивает наиболее полное удаление газов и неметаллических включений из металла шва и равномерную структуру в металле шва и околошовном металле.
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны. Выпуклая поверхность ванны говорит о плохом соединении. В этом случае сварщик должен увеличить нагрев стенок изделия. Правильный процесс сварки характеризуется вогнутой поверхностью сварочной ванны без подреза; жидкий чугун хорошо смачивает стенки детали. 5. Охлаждение изделий производится с малой скоростью, иногда в течение 3 - 5 суток. Подготовка к охлаждению заключается в том, что после окончания сварки поверхность металла шва засыпается слоем мелкого порошка древесного угля, а все изделие со всех сторон закрывается асбестовыми листами и сухим песком. При дуговой сварке чугуна с подогревом применяют чугунные стержни с покрытием, например, ОМЧ-1. При диаметре чугунного электрода 6 - 8 мм сварочный ток 200 - 400 А. Род тока - любой, при постоянном токе применяют прямую полярность.
2. 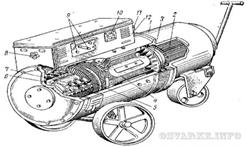 Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
Схема сварочного преобразователя ПСО-500:
1 - корпус, 2 - электродвигатель, 3 - вентилятор, 4 - катушка полюсов, 5 - якорь генератора, 6 - коллектор, 7 - токосъемник, 8 - маховичок для регулирования тока, 9 - сварочные зажимы, 10 - амперметр, 11 - пакетный выключатель, 12 - коробка пускорегулирующей и контрольной аппаратуры преобразователя.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор двигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора 6 преобразуется в постоянный; с щеток токосъемника 7 при нагрузке в сварочной цепи ток течет с коллектора к зажимам 9.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе / в общей коробке 12.
Преобразователь включается пакетным включателем 11. Величина тока возбуждения и режим работы сварочного генератора плавно регулируются реостатом в цепи независимого возбуждения маховичком 8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток до 300 и 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не рекомендуется, так как возможен перегрев машины и нарушение системы коммутации. Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя. Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток кол
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!