Наиболее распространена сварка одним электродом (однодуговая сварка). В зависимости от свариваемого материала, его толщины и требований, предъявляемых к сварному соединению, в качестве защитных газов используют инертные газы или их смеси. Благодаря более высокой стабильности дуги процесс осуществляют преимущественно на постоянном токе обратной полярности. Помимо параметров режима, на стабильность горения дуги, форму и размеры шва влияет состав защитного газа и характер переноса электродного металла в сварочную ванну.
Основные параметры процесса сварки. Сила тока регулируется скоростью подачи электродной проволоки. Увеличение тока сверх определенной величины (выше критического) при аргонно-дуговой сварке плавящимся электродом приводит к резкому переходу от капельного к струйному (мелкокапельному) переносу электродного металла. При этом повышаются стабильность горения дуги и глубина проплавления по оси шва. Критический ток уменьшается при увеличении вылета электрода и при добавлении к аргону до 5% кислорода.
Поперечные колебания электрода расширяют технологические возможности способа, позволяют получать широкие валики и улучшать формирование корня шва при сварке на весу и в различных пространственных положениях. Траектория поперечных колебаний электрода зависит от толщины металла и формы разделки.
Расстояние от сопла горелки до изделия для обеспечения качественной газовой защиты выдерживают в пределах 10... 15 мм.
Токоподводящий наконечник должен утапливаться в сопло на глубину до 3 мм или при сварке угловых швов и стыковых швов с глубокой разделкой может выступать из сопла на 5-10 мм.
Для обеспечения управляемого мелкокапельного переноса при сварке плавящимся электродом применяют импульсный сварочный ток с частотой более 25 имп/с. При этом по определенной программе изменяют основные параметры процесса — напряжение и ток дуги. Возможно одновременное изменение скорости подачи проволоки или скорости сварки. При увеличении тока во время импульса резко возрастающие электродинамические силы сбрасывают каплю с торца электрода. Импульсы могут быть одиночными или составлять группу. Импульсный режим оказывает воздействие также на процессы кристаллизации металла сварочной ванны и термический цикл сварки, улучшая свойства сварного соединения.
Техника сварки различных типов соединений и швов. Тонколистовой материал толщиной до 4 мм сваривают короткой дугой с периодическими замыканиями. Металл большей толщины сваривают на токах выше критических при струйном переносе электродного металла.
Стыковые соединения при механизированной сварке в нижнем положении выполняют углом вперед или углом назад. Минимальная толщина свариваемого металла не менее 0,8 мм, а в ряде случаев не менее 1,5 мм.
Металл толщиной до 4 мм рекомендуется сваривать без разделки кромок в сборочно-сварочных приспособлениях на съемных медных или нержавеющих подкладках либо на остающихся подкладках. Сварку ведут углом вперед проволокой 0,8...1,2 мм на малых токах и напряжениях.
Металл толщиной более 5 мм можно сваривать как на весу, так и на подкладках.
Толщины до 12 мм сваривают без разделки кромок или с V-образной разделкой под углом 50...60°, а большие толщины — с V-, U- и Х-образной разделкой. Для улучшения формирования шва сварку ведут с поперечными колебаниями электрода.
Нахлесточные соединения металла толщиной до 1,5 мм обычно сваривают на медной или стальной подкладке. Дугу направляют на верхнюю кромку. Металл большей толщины сваривают на весу, с наклоном электрода поперек шва. Дугу направляют в угол среза кромки верхнего листа.
Угловые соединения выполняют как «в лодочку», так и наклонным электродом. В последнем случае электрод наклоняют на 50-60° к полке. При сварке тонколистового металла дугу направляют в угол. При толщине металла более 5 мм во избежание подрезов стенки электрод смещают в сторону полки.
Вертикальные швы выполняют проволокой диаметром 0,8... 1,2 мм на режимах с частыми короткими замыканиями при минимальном напряжении или импульсной дугой. При сварке сверху вниз выше производительность и лучше формирование шва.
Металл больших толщин сваривают снизу вверх, хотя скорость сварки при этом в 1,5...3 раза меньше. Металл толщиной до 4 мм сваривают без поперечных колебаний электрода, а больших толщин — с колебаниями. Сила тока зависит от возможности удержания ванночки на вертикальной плоскости.
Импульсная дуга позволяет существенно упростить сварку вертикальных швов. Частота импульсов при сварке в аргоне металла толщиной до 3 мм — около 33 имп/с, при сварке листов толщиной 3...6 мм — 50 имп/с, а при большей толщине — 100 имп/с.
Горизонтальные швы выполняют тонкой проволокой на режимах с частыми короткими замыканиями и импульсной дугой. Металл толщиной до 3 мм сваривают без разделки кромок. При толщине металла более 4 мм необходим скос кромки верхнего листа. На металле толщиной более 8 мм корневой шов сваривают тонкой проволокой с частыми короткими замыканиями, импульсно-дуговой сваркой или неплавящимся электродом. Разделку заполняют плавящимся электродом на больших токах, а облицовочный шов сваривают тем же способом, что и корневой.
Потолочные швы сваривают углом назад импульсной дугой тонкой проволокой на режимах с частыми короткими замыканиями и при струйном переносе, а также на пониженных напряжениях. Металл толщиной до 4 мм сваривают без поперечных колебаний электрода, а большей толщины — с колебаниями. Металл толщиной более 6 мм рекомендуется сваривать за несколько проходов.
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В АКТИВНЫХ ГАЗАХ И СМЕСЯХ ГАЗОВ
При сварке в активных газах существенное влияние на качество шва, форму проплавления и потери на угар и разбрызгивание оказывает процесс переноса электродного металла. Перенос электродного металла при сварке сплошными проволоками может быть капельный, с короткими замыканиями дугового промежутка или струйный. Состав активного газа оказывает значительное влияние на перенос металла и форму проплавления. При сварке в углекислом газе и смеси Аr+ (> 25%) С02 на всех режимах, а также в смесях Аr+ 02 и Аr + (< 15%) С02 с силой тока меньше критической перенос преимущественно капельный и форма провара такая же, как при сварке под флюсом. При сварке в смесях Аr + 02 и Аr + (<15%) С02 с силой тока выше критической появляется струйный перенос и узкое глубокое проплавление по центру шва.
При использовании порошковых проволок может быть получен процесс сварки без коротких замыканий и с переносом металла каплями среднего размера.
Особенности процесса сварки. Процесс переноса с короткими замыканиями наблюдается при сварке тонкими проволоками и низких напряжениях на дуге. При оплавлении электрода образуется капля электродного металла и скорость плавления проволоки уменьшается при сохранении постоянной скорости ее подачи. В результате электродная проволока приближается к ванне и капля замыкает дуговой промежуток. Напряжение резко уменьшается, а сила тока в цепи возрастает. С увеличением тока пинч-эффект приводит к образованию шейки между электродной проволокой и каплей и ускорению перехода капли в ванну. Утоненная шейка перегревается проходящим током и перегорает со взрывом. Это является основной причиной повышенного разбрызгивания электродного металла при сварке с короткими замыканиями. Далее напряжение резко возрастает и зажигается дуга. После этого весь цикл повторяется.
С увеличением силы тока частота коротких замыканий увеличивается, а диаметр капель на электроде и потери на разбрызгивание уменьшаются. С повышением напряжения частота коротких замыканий уменьшается, увеличиваются диаметр капель на электроде, длительность их пребывания в зоне дуги, потери на окисление и разбрызгивание. При определенных значениях силы тока и напряжения процесс переходит в крупнокапельный.
При сварке электродной проволокой диаметром до 1,6 мм и небольших сварочных токах при короткой дуге с напряжением до 22 В процесс идет с короткими замыканиями, частота которых достигает 450 с-1. При этом потери на разбрызгивание не превышают 8%.
Состав проволоки отражается на процессе сварки в случаях, когда изменяются характеристики дугового разряда, поверхностное натяжение или удельное электрическое сопротивление проволоки.
Основные параметры режима сварки. Сварку в активных газах обычно выполняют на постоянном токе обратной полярности.
Сила тока зависит от диаметра и состава электрода, скорости подачи электродной проволоки, вылета электрода и состава газа. Силу тока регулируют путем изменения скорости подачи проволоки и напряжения дуги.
С повышением напряжения дуги увеличивается ширина шва, уменьшается высота усиления и улучшается форма шва, однако одновременно увеличиваются потери на разбрызгивание.
Вылет электрода при сварке проволоками диаметром 0,5... 1,4 мм влияет на стабильность процесса сварки. Обусловлено это изменением нагрева электрода на вылете проходящим током. При сварке проволоками диаметром 1,6 мм и более влияние вылета электрода на стабильность процесса сварки намного меньше. Увеличение вылета позволяет повысить коэффициент расплавления электрода и уменьшает глубину проплавления.
При сварке углом вперед глубина провара уменьшается, а ширина шва увеличивается. При этом сварку можно вести на повышенных скоростях.
При сварке углом назад более 15° глубина провара несколько увеличивается, причем глубина провара при сварке в углекислом газе несколько больше, чем при сварке под флюсом.
Влияние скорости сварки примерно такое же, как при сварке под флюсом.
Процесс сварки на прямой полярности отличается большим разбрызгиванием. Скорость расплавления электрода увеличивается в 1,6... 1,8 раза.
Техника сварки различных типов соединений и швов. Стыковые соединения металла толщиной 0,8... 1,2 мм можно сваривать на медных или стальных подкладках, а также на весу. Для соединения металла таких толщин применяют сварку на обратной полярности проволокой 0,7...0,8 мм на малых токах и напряжениях с частыми короткими замыканиями. В качестве защитных газов рекомендуют углекислый газ и смеси Аr + 25% С02, Аr + 02+ 20% С02.
При сварке металла толщиной 1,2...2 мм рекомендуют однопроходную сварку с периодическим прекращением процесса или с поперечными колебаниями электрода.
Металл толщиной более 3 мм обычно сваривают в несколько проходов или с двух сторон. Разделку кромок при сварке в С02, учитывая большую глубину провара, выполняют с меньшим углом раскрытия кромок, чем при сварке под флюсом.
При использовании смесей Аr + С02, Аr + 02 + С02 и Аr + 02 разделку кромок обычно делают такую, как при сварке под флюсом.
Нахлесточные соединения металла толщиной 0,8... 1,5 мм сваривают на весу или на подкладке вертикальным электродом, направленным на кромку верхнего листа.
Металл толщиной более 1,5 мм сваривают на весу наклонным электродом. При сварке металла равных толщин электрод направляют в угол, а неравных — на лист большей толщины.
Угловые соединения выполняют наклонным электродом при вертикальном расположении стенки соединения (табл. 3.5). Швы с катетом более 8 мм рекомендуется сваривать «в лодочку» вертикальным электродом. В некоторых случаях при сварке металла большой толщины делают скос кромки. В этом случае электрод направляют в угол разделки.
Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов для исключения пор в корне шва требуется сборка без зазоров, поэтому детали собирают с натягом.
Вертикальные швы на металле толщиной до 6 мм и корневые швы при переменных зазорах сваривают сверху вниз углом назад. Металл толщиной до 3 мм сваривают без колебаний электрода, металл большей толщины — с поперечными колебаниями электрода. Скорости сварки сверху вниз обычно в 2...2,5 раза выше, чем при сварке снизу вверх.
Листы толщиной более 7 мм сваривают снизу вверх проволоками диаметром до 1,6 мм углом вперед или назад.
Горизонтальные швы соединений листов толщиной до 6 мм выполняют проволоками диаметром 0,8...1,4 мм. Соединения металла толщиной до 3 мм собирают без скоса кромок, а при большей толщине делают скос на кромке верхнего листа.
Потолочные швы рекомендуют выполнять проволокой диаметром 0,5...1,4 мм углом назад на минимальных напряжениях и токах. Сварку стыковых швов с разделкой ведут с поперечными колебаниями электрода. Металл толщиной более 6 мм сваривают в два и более прохода.
СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ
Для сварки применяют проволоки без дополнительной защиты (самозащитные) или с дополнительной защитой углекислым газом. Для сварки в углекислом газе рекомендуют применять порошковые проволоки рутиловые и рутил-флюоритовые.
В зависимости от типа проволоки (рутил-органический, карбонатно-флюоритовый и др.) используют постоянный ток прямой или обратной полярности от источника с крутопадающей или жесткой внешней характеристикой.
Особенности процесса сварки. Конструкция порошковой проволоки определяет некоторые особенности ее плавления. Сердечник проволоки на 50... 70% состоит из неметаллических, неэлектропроводных материалов, поэтому дуга горит на металлической оболочке. Компоненты сердечника могут частично переходить в сварочную ванну в нерасплавленном состоянии, что вызывает образование пор и неметаллических включений в металле шва.
Металлургические особенности процесса сварки порошковыми проволоками определяют повышенную склонность металла шва к образованию пор при отклонении напряжения дуги и вылета электрода от значений, рекомендуемых производителем.
Техника сварки. Подготовка кромок, их очистка и сборка под сварку осуществляются теми же способами, что и при других способах сварки. Прихватки выполняют покрытыми электродами или порошковой проволокой.
Техника сварки порошковыми проволоками мало отличается от сварки плавящимся электродом в защитных газах. Однако появление на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками впереди шва, изменяет условия проплавления корня шва и может привести к непровару кромок. Необходимо следить за равномерным покрытием всей сварочной ванны шлаком. При многослойной сварке поверхность предыдущих швов рекомендуется тщательно очищать от шлака.
При сварке стыковых швов проволока должна быть перпендикулярна поверхности изделия или расположена углом назад с отклонением от вертикали до 15°. При сварке угловых швов «в лодочку» или наклонным электродом угол между электродом и поверхностью изделия должен быть 45...60°.
Проволоки рутил-органического типа имеют удовлетворительные технологические свойства, мало чувствительны к изменению напряжения дуги. Однако сварка на большом токе и при низком напряжении на повышенной скорости может привести к образованию в швах подрезов. Вылет электрода должен быть 15...20 мм.
Проволоки карбонатно-флюоритового типа требуют стабилизации напряжения дуги и более тщательной очистки кромок, чем проволоки рутил-органического типа. Для надежного возбуждения и горения дуги и предупреждения в швах пор вылет электрода должен устанавливаться в пределах 25...30 мм.
ПЛАЗМЕННАЯ СВАРКА

Рисунок 4 - Схема плазменной сварки и резки прямого действия(а) и косвенного действия(б):
1 - камера горелки; 2 - катод; 3 - изделие(анод); 4,5 - сопло
Сущность процесса. Это сварка плавлением, при которой нагрев проводится сжатой дугой. Если принудительно сжать дугу, то ее температура значительно повысится. Это обеспечивают подачей плазмообразующего газа в камеру 1 горелки, который выходит через узкое сопло 4 и сжимает дугу (рис. 4,а). Часть газа, проходя через столб дуги, нагревается, ионизируется и выходит из сопла в виде плазменной струи. Наружный слой газа, окружающий столб дуги, остается относительно холодным и создает электрическую и тепловую изоляцию между дугой и соплом, предохраняя его от разрушения. В связи с высокой скоростью истечения высокотемпературной плазменной струи часто нужна дополнительная защита зоны сварки газом, подводимым через газовое сопло 5.
Если дуга горит между электродом 2 (катод) и изделием 3 (анод), то это — плазменная струя прямого действия (рис. 4,а). Когда (рис. 4,б) дуга горит между электродом 2 и соплом 4, а нагретый и ионизированный газовый поток выдувается из сопла горелки — это плазменная струя косвенного действия.
В горелках прямого действия непосредственное возбуждение дуги между электродом и изделием через узкий канал сопла осуществить трудно. Поэтому изменения сварочного тока и различный состав плазмообразующей среды: аргон, гелий, азот, водород и их смеси. Сваривают стыковые и угловые швы. Сварку осуществляют как проникающей на всю толщину соединяемого металла, так и непроникающей плазменной струей. Для предупреждения прожогов применяют съемные подкладки с канавкой для получения заданной формы обратного валика и защиты газом обратной стороны шва.
Стыковые соединения металла толщиной до 2 мм можно выполнять с отбортовкой кромок. Металл толщиной до 3 мм сваривают обычно непроникающей струей с присадочным металлом или без него. Большая глубина проплавления позволяет сваривать без скоса кромок металл толщиной до 15 мм, однако при толщинах 10... 12 мм ухудшается стабильность формирования шва, поэтому при большей толщине рекомендуют делать скос кромок и использовать дополнительный присадочный металл. Обычно процесс ведут со сквозным проплавлением и выходом плазменной струи с обратной стороны шва.
Разновидности плазменной сварки. Сварка закрытой сжатой дугой осуществляется в микрокамере, охлаждаемой водой и защищающей зону плавления от воздуха. Присадочная проволока подается в зону плавления через специальное отверстие в микрокамере. В процессе сварки тонких металлов микрокамеру поджимают к свариваемым кромкам с силой, достаточной для устранения коробления кромок. Этот способ используют для сварки металлов толщиной 0,1... 15 мм.
Сварка двойной плазменной дугой, возбуждаемой между электродом горелки и изделием и подаваемой в зону сварки токоведущей присадочной проволокой. Первая дуга осуществляет подогрев изделия, а вторая — плавление присадочной проволоки. Способ применяют для сварки соединений с разделкой кромок.
Сварка плавящимся электродом происходит при подаче плавящейся электродной проволоки по оси горелки через медное сопло в плазменную струю, образующуюся между вольфрамовым электродом и изделием. Способ является комбинацией плазменной сварки и дуговой сварки плавящимся электродом.
Сварка в вакууме полым неплавящимся катодом осуществляется в камере при давлении 1...1х10 2 Па и расходе аргона, подаваемого через отверстие в катоде, 2...4 дм3/ч. Способ применяют при сварке тугоплавких и активных металлов толщиной 1...20 мм.
Микроплазменная сварка применяется для соединения изделий толщиной 0,025...0,8 мм. Устойчивый процесс сварки при токах 0,2...15 А обеспечивается за счет высокой степени сжатия плазменной струи в канале диаметром менее 1 мм. Плазмообразующий газ — аргон, а защитные газы — аргон, гелий, азот, водород и их смеси с аргоном. Процесс обеспечивает получение узкого шва и малой зоны термического влияния, что уменьшает деформацию изделий.
Оборудование
Оборудование для сварки покрытыми электродами: сварочные трансформаторы и выпрямители, сварочные инверторы и сварочные агрегаты. Сварка на переменном токе, в связи с отсутствием потерь на выпрямление, даёт экономию примерно 10-15% электроэнергии. Поэтому малоуглеродистые и некоторые низколегированные стали целесообразно сваривать на переменном токе. Для легированных и высоколегированных сталей электроды имеют, обычно, основное покрытие, поэтому сварка ведётся на постоянном токе применяя сварочные выпрямители и инверторы или сварочные агрегаты.
Для ручной дуговой сварки неплавящимся электродом в защитных газах разработаны и серийно выпускаются сварочные горелки. Конструкция горелки типа ЭЗР приведена на рис. 1. Наружная цанга держателя электрода поворотом колпачка 1 втягивается и фиксирует сопло 5. Одновременно наружная цанга сжимает внутреннюю цангу, которая закрепляет вольфрамовый электрод концентрично относительно сопла. На пластмассовой рукоятке расположен вентиль регулировки подачи газа 2.
Имеются горелки с водяным и воздушным охлаждением для работы на постоянном и переменном токе.
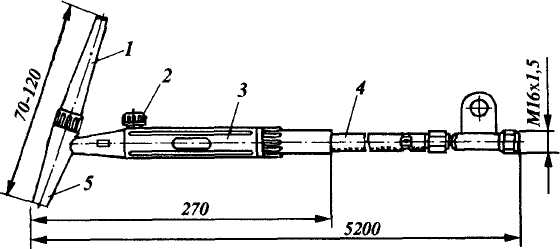
Рис. 1. Горелка для сварки неплавящимся электродом ЭЗР: 1 - колпачок; 2 - газовый вентиль; 3 - корпус; 4 - газо- и токоподводящие коммуникации; 5 – сопло.
На рис. 2, а представлена схема горелки для автоматической сварки вольфрамовым электродом. Электрод 10 зажат в токоподводящей цанге 2 при помощи маховика 7. Для изменения положения электрода относительно сопла 1 служит маховик 5, при вращении которого охлаждаемая проточной водой обойма б передвигается в корпусе 4. Цанга 2 - сменная деталь, предназначенная для электродов определенного диаметра. Газ поступает через штуцер 8 по зазору между обоймой и корпусом 9.


Рис. 2. Головка для автоматической сварки неплавящимся электродом
При сварке неплавящимся электродом качество шва в большой степени зависит от величины дугового промежутка. В большинстве случаев достаточно применения ручных корректоров или механических копирных устройств.
Автоматическую сварку с подачей присадочной проволоки выполняют головками (рис. 2, б), снабженными кроме горелки 1, механизмом подачи проволоки 2, катушкой 3, направляющим шлангом 4 с наконечником 5 и системой корректоров 6-8. Последние определяют положение наконечника 5 относительно горелки. В ряде случаев для надежного прижатия проволоки к свариваемым кромкам служит ролик. Иногда по технологическим соображениям (например, для повышения производительности сварки или наплавки) присадочную проволоку предварительно подогревают при помощи ТВЧ или пропусканием через участок проволоки электрического тока.






