Сплавы железа с углеродом
В зависимости от содержания в сплаве углерода сплавы подразделяются на сталь и чугун.
Если углерода — до 2% (практически до 1,5%) — сталь.
Если углерода от 2% до б,67% (практически до 4%)-чугун.
Платность стали - ча = 7,85 тс/м3;
Плотность чугуна - vq = 7,2 тс/м3.
Конструкционные стали
Стали углеродистые обыкновенного качества.
Три группы этих сталей — А, Б, В. Группа А - поставка по механическим характеристикам Ст2, СтЗ, Ст5 с категориями 1,2,3, букву А перед маркой не ставят. Группа Б — поставка по химическому составу — В СтЗ, Б Ст4, Б Ст5 категории 1 и 2. Группа В - поставка по механическим характеристикам и химическому составу - В СтЗ, В Ст5 категории 1,2, 3, 4, 5, 6, При этом для температур от-20° до -40°С категории 4, 5,6 (как Правило, чем более ответственная конструкция, тем должна быть выше категория стали, определяющая метод и объем -дополнительных испытаний и нормируемых показателей).
Стали углеродистые обыкновенного качества в зависимости от способа выплавки, раскисления и содержания кремния (Si) разделяют на:
стали кипящие (кп) - Si < 0,05%;
стали полуспокойные(пс> — 0.05% <Si< 0,12%;
стали спокойные (сп) — Si> 0,12%.
В марке стали после цифры, обозначающей марку, ставят Индекс кп, сп, пс и затем категорию. Например: В СтЗ сп 5 или ВСтЗГпсЗ, где (Г) обозначает повышенное до 1,2% содержание марганца. Самое высокое качество у спокойных сталей, цена их, по сравнению с кипящими, на 12% выше.
Стали углеродистые качественные
В обозначении марок этих сталей указано процентное содержание углерода в сотых долях процента, содержание в них вредных элементов фосфора и серы не более 0,04%.Если после цифр нет индексов (кп) или (пс), то это означает, что сталь спокойной плавки. Пример обозначения: Ст10, СтЗО, Ст40, Ст50Г, Ст16Д, где буква (Д) указывает на содержание меди до 0,35% для повышения коррозионной стойкости.
Легированные стали
Легированными называют стали в случае, если содержание углерода превышает 0,25%, кремния > 0,5%, марганца 1%, а также содержатся другие легирующие элементы от одного процента и более, принимающие закалку, которая значительно повышает их механические характеристики.
Низколегированные стали
Эти стали содержат до 0,2% углерода и легирующие элементы с суммарным содержанием до 5%. Например, сталь 12ХГН2МФБАЮ. Впереди марки процентное содержание углерода в сотых долях, а затем следуют буквы, обозначающие легирующие элементы, цифры после букв указывают ни содержание элемента в целых процентах. При содержании до 1,5% цифру не ставят, если выше 1,5%, то ставят цифру 2. В стали ЗОХГСНА буква А в конце марки обозначает, что в стали уменьшено содержание фосфора и серы, а также меньше неметаллических вредных примесей (кислорода, водорода, несвязанного азота). Индекс А обозначает, что сталь высококачественная.
Обозначения легирующих элементов в сталях
А - азот (N), Б - ниобий (Nb),
В - вольфрам (W), Г — марганец (Мn),
Д-медь (Си), Р-бор(В),
Н-никель(Ni), С-кремний (Si).
Т —титан (Ti), Ф — ванадий (V),
X — хром (Сг), Ц — цирконий (Zr),
Ю - алюминий (Аl), К—кобальт (Со).
В марке 10ХНДП (атмосферостойкая сталь толщиной не более 12 им) последняя буква П обозначает фосфор (Р). Низколегированные стали имеют 15 категорий. Для строительных металлоконструкции используют категории 6, 12 без термообработки при их прокатке на металлургическом заводе и 9 и 15 - термообработанные. Более высокая категория Соответствует более ответственной конструкции и более Низкой температуре при эксплуатации. По ГОСТу 6713-91 низколегированные стали для Мостостроения имеют 3 категории: 1 - без термообработки, 2 - нормализация (см. раздел «Термообработка сталей»), 3 - закалка и высокий отпуск.
Стали углеродистые для отливок
В марке стали после цифр, указывающих процентное содержание углерода в сотых долях процента, ставится буква Л. Например: 15Л,25Л, 35Л до 55Л. Прочность отливок, как правило, гораздо меньше прочности сталей углеродистых качественных в виде проката.
Инструментальные углеродистые стали
Буква У в начале марки, далее идут цифры, указывающие на содержание углерода в десятых долях процента. Если есть буква А, то металл высокого качества. Марки У7, У8 и далее до У13, У13А, углерода - от 0,65 до 135%.
Инструментальные легированные стали
Высокоуглеродистые стали, содержащие 0,75-1,45% углерода, а также хром, вольфрам, ванадий. Марки В2Ф, ХВ4, 8ХФ, 9ХФ. Из двух последних изготавливают метчики, напильники, штампы.
Сплавы цветных металлов
Латуни — основа сплава медь от55 до 97% и цинк oт 3 до 40% с небольшими добавками алюминия, железа, марганца, олова, свинца.
Л-90 - 90% меди, -9,5% пинка,
ЛАЖМц-66-3-2 — 66% меди, -3% железа, -2% марганца.
Бронзы — основа из меди с оловом, меди с алюминием, меди со свинцом с добавками цинка, никеля, марганца и других элементов.
БрАЖ9-4 — алюминия -9%, железа-4%, остальное медь.
БрОЦ4-3 — олова 4%, цинка 3%, меди (-93%).
БрСЗО содержит- -30% свинца и -70% меди.
В зависимости от термообработки (отжига) бронзы могут быть мягкими и твердыми. От этого зависит в значительной степени их прочность и твердость, достигающие для некоторых бронз уровней прочности и твердости высокопрочных сталей. Бронзы с оловом и свинцом используются для подшипников скольжения.
Термическая обработка стали
Термическую обработку производят для изменения структуры и получения необходимых свойств и механических характеристик.
Отжиг - термическая обработка для получения мелкозернистой перлитной структуры, повышения пластичности, устранения наклепа и внутренних напряжений. Нагрев СтЗ-Cт5 до 860-900°С, Стб-Ст7 до 800-840°С, далее выдержка и медленное (вместе с печью) охлаждение. Зернистый перлит может быть получен длительным нагревом стали при 680-700°С с последующим медленным охлаждением.
Нормализация — нагрев стали до температуры отжига И охлаждение на воздухе для получения более высокой прочности и твердости, чем при отжиге на мелкое зерно.
Закалка — нагрев до 780 - 950°С, выдержка с последующим охлаждением в воде или в масле для повышения прочности, твердости, износостойкости. Следом за закалкой, как правило, производят отпуск. Каждый тип и марка стали имеют с вою температуру закалки и охлаждающую жидкость. Некоторые легированные стали закаливают даже на воздухе. От времени выдержки стали при высокой температуре и от ее прокаливаемости зависит глубина закаленною слоя.
Дефекты закалки такие как недостаточная твердость, мягкие места, перегрев, коробление, трещины, обезуглероживание в результате окисления в печи — результат неверных технологий и отступления от регламента.
Отпуск — натре в закален ной стали до температуры не выше 723°С с медленным охлаждением для уменьшения внутренних закалочных напряжений, придания пластичности и вязкости,
Низкий отпуск — при температуре 150-250°С с медленным охлаждением. Повышает вязкость без снижения твердости.
Средним отпуск — при температуре 350-450°С для обеспечения высоких упругих свойств при достаточной вязкости, например, для пружин.
Высокий отпуск — при температуре 450-650°С снижает закалочный напряжения, дает прочность, вязкость после закалки с высоким отпуском, Высокий отпуск улучшает сталь, повышает ударную вязкость.
Электроды для ручной сварки
Для сварки низколегированных и углеродистых сталей используют типы электродов от Э-42 до Э-85. К одному типу электродов относятся множество марок, но их. все объединяет заявленная в типе электрода прочность наплавленного металла—две цифры после буквы Э в кг/мм2. Если Э-50А то буква А обозначает повышенную пластичность и ударную вязкость сварного шва, для сварки конструкций, работающих на динамику и при отрицательных температурах эксплуатации.
Марка электрода, указывается вслед за типом электрода, характеризует тип покрытия (обмазки) и его технологические свойства. Назначение электрода и его свойства указаны в обозначении электрода на этикетке его упаковки В виде длинной дроби с буквами и цифрами. Пояснения и расшифровка даны ниже. Электроды с основным покрытием (УОНИ13/45) для устойчивого горения сварочной дуги и хорошего качества шва требуют применения тока обратной полярности, т.е.«+» — на электроде, «-» — на изделии. Сварку вести предельно короткой дугой (до 2,5 мм), током не более 200 А. Нормальная длина дуги L=dэлектрода (З-6мм), длинная дуга — длиной более 6 мм.
ГОСТ на маркировку 9467-75
Э50А - УОНИ -13/55 -ø- УД1
Е517 - Б20
Здесь (числитель) Э50Д — тип электрода; УОНИ-13/55 — марка; ø диаметр, мм; У — назначение; Д — толщина обмазки; 1 — труппа качества; (знаменатель) 51 —σ, в кг/мм2; 7 — характеристика относительного удлинения; Б—тип покрытия; 2—положение сварного шва в пространстве; 0 — полярность постоянного или напряжение холостого хода переменного тока (по таблице).
Расшифровка обозначений
У — для сталей с σ<60 кг/мм2,
Л — для легированных сталей с σ>60 кг/мм2,
Т—для теплоустойчивых,
В—для высоколегированных,
Н — для наплавки,
Д — указывает, что покрытие толстое (l,45<D/d<1,8, где D— диаметр электрода с обмазкой, d —диаметр стержня),
М — покрытие тонкое (D/d=l,2),
С — покрытие среднее (l,2<D/d< 1,45),
Г — покрытие особо толстое (D/d>l,8),
1 — группа качества (более высокое качество — 2 и 3),
7 — указывает, что относительное удлинение 20%, ударная вязкость 3,5 кгс-м/см2 при температуре -60°С.
Всего от 1 до 7 — чем больше цифра, тем выше качество наплавляемого металла.
Б — указывает, что покрытие основного типа, наплавленный метал соответствует спокойной стали,
А — покрытие кислое, наплавленный металл чаще всего соответствует кипящей стали,
Р — покрытие рутиловое — обеспечивает устойчивое горение дуги на переменном токе, более высокое качество шва, чем с покрытием типа А.
Ц — целлюлозное — для зашиты дуги, легирующих компонентов не имеет, тип Ц — для сварки стали малых толщин,
Ж - с содержанием свыше 20% железного порошка для повышения производительности,
Цифра 2 - указывает, что можно варить во всех пространственных положениях кроме вертикала сверху вниз; 1-для всех положений; 3 - кроме вертикала сверху вниз и потолочного; 4 - только нижнее.
Цифра 0 - в конце нижней строки указывает, что варить нужно постоянным током обратной полярности («т» - на электроде). Всего 9 цифр, характеризующих вид сварочного тока (переменный или постоянный, величина напряжения холостого хода). Например, 6 и9 - переменный ток, напряжение холостого хода 65-75 вольт
Коэффициент наплавки электродов К составляет для электродов разных марок от 7 до 16 г/А-ч (грамм/ампер-час). Чем Кн выше, тем выше производительность.
Таблица механических характеристик сталей
| Марки стали
| Углерод,
сотые %
| В кгс/мм2
| δ,
%
|
НВ
|
ав
| В кгс/мм2
|
| σв
| σт
| [σо]
| [σн]
|
| В Ст3сп5
| 14-22
| 38-49
|
|
|
|
|
|
|
| Ст16Д
| 10-18
| 38-52
|
|
|
| 3,4
|
|
|
| Ст15
| 12-19
|
|
|
|
|
| 16,5
|
|
| Ст20
| 17-24
|
|
|
|
|
|
| 18,5
|
| В Ст5сп4
| 28-37
| 50-64
|
|
|
|
|
|
|
| Ст30
| 27-35
|
|
|
|
| 8*
| 21,5
| 22,5
|
| Ст40
| 37-45
|
|
|
|
| 6*
|
| 25,5
|
| Ст40Х
| 36-44
|
|
|
|
|
|
|
|
| Ст40Х селект
| 37-42
| >110
| Сужено содержание углерода
|
| 30ХГСНА
| 27-34
|
|
|
|
|
|
|
|
| 09Г2С
| <12
|
|
|
|
| 3,5
|
| 24,5
|
| 10Г2С1
| <12
|
|
|
|
|
|
| 25,5
|
| 15ХСНД
| 12-18
|
|
|
|
| 3,9
|
| 26,5
|
| 17Г1С
| 15-20
|
|
|
|
| 3,9
|
|
|
| 10ХСНД
| <12
|
|
|
|
| 4,9
| 28,5
|
|
| 15Г2АФДпс
| 12-18
|
|
|
|
| 3,9
| 28,5
|
|
| 18Г2АФДпс
| 14-22
|
|
|
|
| 3,9
|
| 33,5
|
| 12Г2Н2МФАЮ
| 09-16
| 70-85
| 60-70
|
|
| 3,5
| 42,5
| 44,5
|
| 12ХГН2МФБАЮ
| 09-16
| 85-93
| 75-87
|
|
| 3,5
| 53,5
|
|
Модуль упругости стального проката и литья Е = 2,1-106 кгс/см2. В таблице механические характеристики даны для проката толщиной до 25 мм, ав - ударная вязкость в кгс-м/см2 (1 кгс-м/см2 = 10 Дж/см2) дана для низколегированных сталей при t=-40°С, для СтЗ и Ст16Д при t=-20°C° - при t=+20°C. В таблице приведены допускаемые напряжения [σт] к [σн],а не расчетные сопротивления (обоснование см. на стр. 54).
Допускаемые напряжения изгиба [σи], смятия [σсм], среза (tср) следует определять умножением допускаемого напряжения растяжения (сжатия) [s0 ] на указанные коэффициенты: [σи]=l,05[σо] [τср]=0,58[σо]
Смятие торцовой поверхности при плотной подгонке: [σсм]т = l,5[σо]
Смятие цилиндрических тел при плотном касании: [σсм]ц =0,75[σо].
Марки 12Г2Н2МФАЮ и 12ХГН2МФБАЮ – закалено-отпущенные экономно легированные стали высокой прочности для сварных конструкций северного исполнения в прокате толщиной от 16 до 40 мм. Отечественные атмосферостойкие низколегированные стали, не требующие защитных лакокрасочных покрытий: Типа зарубежного Кор-Тен А, марка 10ХНДП в прокате толщиной не свыше 9-12 мм для статической нагрузки. Содержание мели ~0,5%, фосфора ~0,1%. Типа Кор-Тен Б, марка 12ХГДАФ для сварных конструкций северного исполнения, работающих на динамическую нагрузку в листовом варианте толщиной от 12 до 50 мм.
Сортамент стального проката
Сортамент - перечень изделий из стального проката с указанием размеров, массы, геометрических характеристик.
Стальной прокат подразделяется на виды: листовой и профильный. Профильный - на сортовой и фасонный.
Виды листового проката:
Тонкий лист - толщиной до 4 мм. Толстый лист - толщиной от 4 до 160 мм, шириной до 2500 (3800) мм.
Лист-универсал - толщиной от 6 до б0 мм, шириной от 200 до 1050 мм. Рифленый лист - толщиной 2,5-8 мм.
Просечно-вытяжная сталь - толщиной 4,5-6 мм.
Заказные толщины толстого листа: 4, 5, 6, 8,10,12,14,16, 18,20, 22, 25, 28,30, 32, 36,40, 50, 80,100, 120, 140, 160.
Длина толстого листа - от 4 до 12м.
Длина листа-универсала - от 5 по 12 м.
Виды сортового проката: Kpуг - диаметром до250 мм. Квадрат — сечением до 200х200 мм, полоса, уголок.
Виды фасонного проката Швеллер, двутавр, шпунт, вторичные гнутые и сварные профили.
Двутавры пяти видов 1. Обыкновенный с уклоном внутренних граней полок, высотой h от 100 до 600 мм, с отношением толщины стенки и высоты S/h = 1/55, уклон полок 1:12. 2. Нормальный с параллельными гранями полок, тип Б, высотой до 1000 мм. 3. Широкополочный, тип Ш, h до 1000 мм, с уширенными, по сравнению с типом Б, полками. 4. Колонный, тип К, с соотношением ширины полок и высоты двутавра 1/1. 5. Тип М — для подвесных кранов и монорельсов тельферов с утолщенными полками и стенкой, высотой от 180 до 450 мм.
Швеллера по ГОСТ 8240-93
| N
| Вес,
кг/м
| b
| S
| t
| F,
см2
| Ix,
см4
| Wx,
см3
| Iy,
см4
| Wу,
см3
| ix
| iу
| z0
|
| мм
| см
|
|
| 8,6
|
| 4,5
| 7,6
| 10,9
|
| 34,8
| 20,4
| 6,46
| 3,99
| 1,37
| 1,44
|
|
| 10,4
|
| 4,8
| 7,8
| 13,3
|
| 50,6
| 31,2
| 8,52
| 4,78
| 1,53
| 1,54
|
|
| 14,2
|
|
| 8,4
| 18,1
|
| 93,4
| 63,3
| 13,8
| 6,42
| 1,87
| 1,8
|
|
| 18,4
|
| 5,2
| 9,5
| 23,4
|
|
|
| 20,5
| 8,07
| 2,2
| 2,07
|
|
|
|
| 5,6
|
| 30,6
|
|
|
| 31,6
| 9,73
| 2,6
| 2,42
|
|
| 27,7
|
|
| 10,5
| 35,2
|
|
|
| 37,3
| 10,9
| 2,73
| 2,43
|
|
| 31,8
|
| 6,5
|
| 40,5
|
|
|
| 43,6
| 12,0
| 2,84
| 2,52
|
|
| 48,3
|
|
| 13,5
| 61,5
|
|
|
| 73,4
| 15,7
| 3,23
| 2,75
|
| | | | | | | | | | | | | | |
z0 - расстояние до центра тяжести от наружной грани швеллера. Уклон граней швеллеров и двутавров не более 10%.
Двутавры нормальные с параллельными гранями полок по ГОСТ 26020-83, тип Б2
| N
| Вес,
кг/м
| b
| S
| t
| F,
см2
| Ix,
см4
| Wx,
см3
| Iy,
см4
| Wу,
см3
| ix
| iу
|
| мм
| см
|
|
| 15,8
|
|
| 7,4
| 20,09
|
| 108,7
| 68,3
| 16,6
| 6,58
| 1,84
|
|
| 22,4
|
| 5,6
| 8,5
| 28,49
|
| 194,3
| 142,3
| 28,5
| 8,26
| 2,23
|
|
| 31,2
|
|
|
| 39,7
|
| 356,6
| 288,8
| 48,1
| 10,83
| 2,7
|
|
| 36,6
|
|
|
| 46,67
|
| 486,2
| 458,6
| 65,5
| 12,5
| 3,13
|
|
| 67,5
|
| 8,4
|
| 85,96
|
| 1291,9
|
|
| 18,32
| 3,84
|
|
|
|
|
| 15,5
| 124,75
|
|
|
| 250,9
| 22,43
| 4,70
|
|
| 144,2
|
| 12,5
| 18,5
| 183,60
|
|
|
| 418,3
| 28,2
| 5,44
|
|
|
|
|
| 20,5
| 226,6
|
|
|
| 537,6
|
| 5,76
|
|
|
|
| 15,5
|
| 272,4
|
|
|
| 662,8
| 35,8
| 6,04
|
|
|
|
|
|
| 328,9
|
|
|
| 856,9
| 39,6
| 6,46
|
Высота двутавра Б-2 равна его номеру, умноженному на 10, минус 1-3 мм, для типа Б-1 - из произведения номера на 10 вычесть 4-10 мм.
F — площадь сечения, J — момент инерции, W — момент сопротивления, i — радиус инерции.

Рельсы железнодорожные
| №
| Н,
мм
| В, мм
| b,
мм
| Jx,
см4
| Wx1 см3
| Wx2 см3
| y1
см
| y2
см
| s, мм
|
| Р-38
|
|
|
|
|
|
| 6,78
| 6,72
|
|
| Р-43
|
|
|
|
|
| 214,5
| 7,14
| 6,86
| 14,5
|
| Р-50
|
|
|
|
|
|
| 8,1
| 7,1
|
|
| Р-65
|
|
|
|
|
|
| 9,87
| 8,13
|
|
В - ширина подошвы, b - ширина головки, S - толщина шейки, у1 - расстояние от ц.т. до головки, у2 - расстояние от ц.т. до подошвы. Химический состав стали Р-43, Р-50 и Р-65;
Углерод - 0,6-0,8%, марганец - 0,6-1,05%, кремний - 0,13-0,24%. Предел прочности оо = 80-84 кг/мм2.
Сварные стыки арматуры
Стык в нахлестку для арматуры d<18 мм.
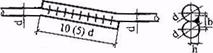 I = 10(5)d - 5d для швов с двух сторон, b = 0,5d, по не менее 8(10) мм,
I = 10(5)d - 5d для швов с двух сторон, b = 0,5d, по не менее 8(10) мм,
8 мм - по ГОСТ 14098-91, (10мм - до 1991 г.), h = 0,25d, но не менее 4 мм.
Стык со смешенными парными накладками по ГОСТ 14098-91 и п.З.160* СНиП 2.05.03-84*

5-l0 мм < Δ < 0,5d
Для статической нагрузки допускается стык без смещения накладок. Общая площадь парных накладок должна быть не менее 1,25-1,5 площади стыкуемого стержня. Например, для d=32 — накладки dн=25-28. Ширина шва b=0,5d, но не менее 8(10) мм. толщина шва h=0,25d, но не менее 4 мм.
Формула для расчета каната

на 2 опорах со стрелой провеса  с нагрузкой q по длине.
с нагрузкой q по длине.
Распор  усилие в канате
усилие в канате 
Закон Гука
Основой последующих ниже расчетов является закон Гука, открытый английским естествоиспытателем в 1678 г., выражаемый формулами: 
Удлинение прямо пропорционально силе, длине и обратно пропорционально площади поперечного сечения и модулю упругости или напряжение прямо пропорционально относительному удлинению.
Изгибаемые элементы
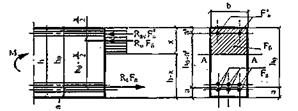 Расчет по прочности на изгибающий момент
Расчет по прочности на изгибающий момент
При отсутствии верхней (сжатой) арматуры, т.е. F'а = 0, расчетные формулы имеют вид:
 ,
,  . При наличии верхней арматуры
. При наличии верхней арматуры 

Формулы действительны в случае, если  и
и  . Если при подборе сечения окажется, что х>0,55h0, то необходимо увеличить высоту сечения или повысить марку бетона или назначить сжатую арматуру. Оптимальное значение x=0,25+0,4h0.
. Если при подборе сечения окажется, что х>0,55h0, то необходимо увеличить высоту сечения или повысить марку бетона или назначить сжатую арматуру. Оптимальное значение x=0,25+0,4h0.
При конструировании изгибаемых элементов необходимо руководствоваться следующим. Защитный слой арматуры в балках в свету: 3-5 см для рабочей арматуры, 2-3 см для хомутов. Расстояние между стержнями рабочей арматуры каркаса и свету: 4-6 см для горизонтальных, 5 см для вертикальных. Шаг хомутов не более 15 см в приопорных участках на длине 1/4 длины балки и 20 см в средней части, если не следует ставить чаще по расчету.
Пример расчета балки на изгибающий момент и поперечную силу

Ммах = 58,5тсм, Qмах =26,5тс. Подобрать сечение балки из бетона М350 (В27,5) с рабочей арматурой ø 28 А-III и вспомогательной верхней ø 16 А-II с хомутами ø 8 А-I, схема армирования — на чертеже, исходя из приведенных выше размеров защитного слоя и расстояния между стержнями, ширину сечения назначаем в 250 мм. Максимальный момент — 58,5 тсм, максимальная поперечная сила — 26,5 тс.
Fа = 6•6,16 = 37 см2: R0=3000 кгс/см2; F'a = 2•2,01 = 4 см2; Rпс=2400 кгс/см2; (см. таблицу на cтp.15)
Ru =145 кгc/cм2; R0 = 120 кгс/см2; Rp = 10,5 кгс/см2; (см. таблицу на стр. 16)
 . Если принять
. Если принять  .
.
Назначим высоту сечения h = 0,75 см, тогда h0 = h-a = 68 см. 
Условия выполнены.
Определим допускаемый изгибающий момент сечения:

= 60 тсм > 58,5 тсм, т.е. сечение удовлетворяет условию прочности при работе на изгибающий момент.
Проверим на поперечную силу наклонное сечение у опоры.
I - Нужны ли хомуты? Q ≤ R0•b•h0; R0•b•h0= 10,5•25•68=17850 < 26500 кгс. Значит, хомуты нужны по расчету.
II - Трещин в наклонных сечениях не должно быть, Q ≤ 0,33 R0•b•h0; 0,35•R0•b•h0 = 0,35•120•25•68=71400кгc >Q. Условие выполнено.
III - Подберем хомуты и проверим сечение с хомутами.
Диаметр хомутов назначим хомуты из ø 8-А-I двухсрезные с шагом - 15 см.
Fx= 2•fx = 2•0,503 = 1,06 см2;
Rax = 0,8•Ra = 0,8•1900 = 1500 кгс/см2;


Прочность наклонного сечения обеспечена.
Косвенное армирование
Для увеличения несущей способности бетона опорной площадки F в случаях, когда напряжения превышают расчетное сопротивление бетона на осевое сжатие, применяются косвенное армирование в виде пакета не менее чем из 4 сеток арматуры ø 10-12 мм класса А-III или A-III с ячейкой не более 1/4 а, но не менее 60 мм и не более 100 мм, с шагом сеток по высоте от 60 до 100 мм в плане по площади Fп.
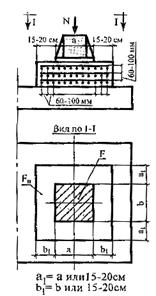
Прочность бетона ядра F на местное сжатие увеличивается при этом в 2-2,5 раза. Величина площади Fп должна быть не менее  , где R0 — расчетное сопротивление на осевое сжатие.
, где R0 — расчетное сопротивление на осевое сжатие.
Требования к бетону.
Марка бетона ПНПС с пучками из канатов 15К7-1400 ГОСТ 13840-68* должна быть не ниже В35(М450) по прочности, W6 - W8 по водонепроницаемости и не ниже F300 по морозостойкости.
Для приготовления бетона следует использовать:
1. Портландцемент М500 и выше - ПЦ500Д0 - Н или ПЦ500Д5 - Н, где Д0 - без добавок, Д5 - с минеральными добавками не более 5%, Н - нормированного состава, т.е. с содержанием трех кальциевого алюмината (С3А) не более 8% с нормальной густотой цементного теста не более 26% (НГЦT - водопотребность цемента, требуемое ему для затворения количество воды в % от веса цемента), чем выше нормальная густота, тем ниже качество цемента.
Начало схватывания по ГОСТу не ранее 45 мин. (по факту, как правило, не ранее 2-3 часов), конец схватывания не позднее 10 часов (по факту 4-6 часов). Цемент нe должен храниться более 30 суток со дня отгрузки с завода, поскольку происходит снижение его активности (марки).
Максимальный расход цемента должен быть, в зависимости от класса, не более: B35 - 450 кг/м3; B40 (М500) - 500 кг/м3; В45 (М600) - 550 кг/м3. Расход цемента выше 500 кг/м3 значительно увеличивает усадку и ползучесть бетона, вследствие этого наблюдается рост прогибов и развитие трещин, и назначение класса В45 (М600) с благой целью повышения долговечности бетона, когда по прочности достаточно В40 (M500) приводит к обратному результату.
2. Среднезернистый песок без вредных реакционно-способных примесей, разновидностей аморфного растворимого кремнезема (опал, кремень, халцедон), вступающих в химическую реакцию со щелочными окислами в цементе с образованием соединений, разрушающих бетон изнутри (коррозия бетона), с содержанием глинистых и илистых частиц не более 1%. с модулем крупности Мк от 2,1 до 3,2. Мк - безразмерный показатель (сумма полных остатков на ситах 0,16 - 0,315 - 0,63 - 1,25 - 2,5 мм в %, деленная на 100), характеризующий песок по крупности: Мк = 1,5 - 2,0 - мелкий, Мк = 2,0 - 2,5 - средний, Мк=2,5 - 3,5 - крупный.
3. Гранитный щебень фракции 5 - 10 мм, также фракции 5 - 20 и 20 - 40 мм при раздельном дозировании, с содержанием пылеватых и глинистых частиц не более 1%, с дополнительным обогащением путем промывки или рассева с отделением фракций мельче 5мм.
4. Добавки в бетон для повышения удобоукладываемости, водонепроницаемости и морозостойкости: разжижитель суперпластификатор С-3 (нафталиносульфонат) - 0,3 - 0,7% сухого вещества от массы цемента пластификатор, замедлитель схватывания ЛСТ-Е (сульфанат технический марки Е) - 0,1 - 0,2% смола нейтрализованная воздухововлекающая СНВ - 0,03 - 0,005%
5. Водоцементное отношение В/Ц не более 0,45.
6. Воздухосодержание не более 3%.
7. Соотношение по массе между песком и щебнем r = П /Щ от 0,4 до 0,7 для обеспечения лучшей удобоукладываемости бетонной смеси, и г = 0,5 - 0,8 при прокачке бетона с ОК 10-12 см подлинным бетоноводам. 8. Воду пригодную для питья.
Марки бетона по удобоукладываемости: П-1 - ОК менее 4см, П-2 - ОК 5-9 см, П-3 - ОК 10 - 15см, П-4 - ОК 16 и более см, где ОК - осадка конуса. Строительные лаборатории территориальных фирм, имеющих свои бетонные заводы, должны проводить испытание цемента от каждой партии массой более 8 т на нормальную густоту, сроки схватывания, равномерность изменения объема.
Расчетные сопротивления бетона класса В35 (М450) По предельному состоянию I группы (расчет по прочности, устойчивости, на выносливость) сжатие осевое - 17,5 МПа (180 кг/см2) растяжение осевое - 1,15 МПа (12 кг/см2) По предельному состоянию II группы (по трещиностойкости, прогибам) сжатие осевое - 25,5 МПа (260 кг/см2) растяжение осевое - 1,95 МПа (20 кг/см2) скалывание при изгибе - 3,25 МПа (33 кг/см2) модуль упругости - 3,15x104 МПа (3,52x105 кгс/см2) Требования к арматуре. Для армирования ПНПС без ограничений может быть применена арматура; А - I СтЗсп, А - II Ст5сп, Ас - II 10 ГТ, А - III 25Г2С и канаты 15K7 - 1400 (15 - диаметр, 1400 - класс проволоки по условному пределу текучести).
Нормативные (Rн) и расчетные (Ra) сопротивления арматуры растяжению при расчетах мостов
| Класс ар-ры
| Rн, МПа (кгс/см2)
| Ra, жел. дор.
| Ra, авто и гор.
| Е кгс/см2
|
| A-I
| 235(2400)
| 200(2050)
| 210(2150)
| 2,1x106
|
| А-II
| 295(3000)
| 250(2550)
| 265(2700)
| 2,1x106
|
| A-III
| 390(4000)
| 330(3350)
| 350(3550)
| 2,0x106
|
| 15К7-1400
| 1295(13200)
| 970(9900)
| 1025(10450)
| 1,8x106
|
*1,8x106 (1,9х106) - для отдельных канатов К-7. В скобках по 1,7х106(1,8х106)-для пучков из канатов К-7. МГСН-5.02-99. На стержневой арматуре допускается ржавчина, снимаемая металлической щеткой, на канатах К-7 только налет ржавчины - поверхностное окисление, удаляемое сухой ветошью.
Ржавчина и коррозия на поверхности высокопрочной Проволоки приводят к тому, что при напряжениях свыше 8500 - 9000 кгс/см2 (при эксплуатации ПНПС напряжения от 9000 до 10000 кгс/см2) в поврежденных коррозией проволоках развивается процесс хрупкого коррозионного растрескивания, в результате которого от проволоки отторгаются, отделяются куски металлы от одной трети до половины диаметра по сечению и от 5 до 10 диаметров по длине, в отличие от постепенного поверхностного ржавления ненапрягаемой арматуры. Примеры хрупкого коррозионного растрескивания высокопрочной проволоки 0 5 мм преднапряженных пучков обнаружились в большом количестве при разборке в 1999 г. моста через р. Москву в Лужниках (построен в 1958 г.) в корытообразных балках длиной 22,7м.
Более 60% (более 200 шт.) балок эстакад были одеты при эксплуатации моста в восьмитонные короба усиления из стали 15 ХСНД, во избежание их обрушения под нагрузкой. При разборке моста одна балка обрушилась от собственного веса, после того, как от нее был отсоединен короб усиления.
Канаты К-7 в бухтах следует хранить не более 6-ти месяцев в сухих проветриваемых помещениях на деревянных поддонах. На стройплощадке и в конструкции канат в пучках необходимо оберегать от дождя и снега, время нахождения его в работе до бетонирования не более 2 - 3 недель, а интервал между натяжением пучков и инъецированием каналов должен быть не более 2х недель.
Подмости для бетонирования ПНПС применяемые в ОАО "Мостотрест"
В зависимости от высоты сооружения, его конструкции, условий местности и условий производства работ имеют применение несущие подмости: сплошные стоечные (ССП) высотой до 12 м из легких, массой до 35 кг, инвентарных элементов, собираемых и разбираемых вручную, на естественном уплотненном основании.
Балочные (БП) пролетом и высотой до 18 м на башенных опорах, расположенных на ростверках постоянных и временных опор, собираемых и разбираемых средствами механизации на месте или передвигаемых вместе с опалубкой (опалубочной системой) в следующий пролет продольной надвижкой.
Основной элемент ССП - модульная стойка из тонкостенной трубы сечением 76x3,5 и 76x4 мм, (связи 0 45x4 мм) под расчетную нагрузку 5-6 тн. Шаг стоек в плане и высота между связями в пределах 1,25м, стык и стоек штыревые или фланцевые, связи на клиньях или на болтах. В качестве регулировочных и раскружаливающих устройств, стойки снабжены винтовыми домкратами (винтами) с резьбой трап 48х4 и 52х8 с ходом до 650 мм (при свободной длине винта - выходе более 350 мм, между ними необходимо ставить, связи в двух направлениях или ограничивать нагрузку на домкрат). Для сооружения сборно-монолитных пролетных строений разработаны ССП со стойками из труб 0 89х5(связи из труб 0 53хЗ,5мм, винты трап. 60x8) под нагрузку 20тс при ходе домкрата до 150мм и 10тс при ходе до 350мм.
Для предотвращения просадок основания ССП. выравнивание и планировку производить песчаным грунтом, песком и мелким щебнем с послойным уплотнением, укаткой или трамбовкой до получения коэффициента уплотнения К=0,97÷0,98.
Следует учитывать, что каждое сопряжение дерева с деревом дает посадку при обжатии 2 - 3 мм, дерева с металлом 1 - 2 мм, плотно подбитые лежни 10 - 15мм, упругая осадка подмостей под расчетной нагрузкой при высоте 10 м и напряжениях в металле стоек 1000 кгс/см2 - 5мм и будет увеличиваться с ростом высоты и напряжений. Отклонение стоек ССП от вертикали должно быть не более 1 - 2см на 10м высоты.
Недостаточное иди неравномерное уплотнение основания ССП может вызвать перегрузку части стоек, чрезмерно выдвинутые и не раскрепленные дополнительно домкратные винты могут потерять устойчивость, чему может способствовать раскачивание подмостей от горизонтального воздействия бетоновода бетононасоса, в результате по этим причинам подмости могут сложиться при бетонировании, как домино или карточный домик, такие случаи имели место с аналогичными импортными подмостями. В балочных подмостях для раскружаливания используют клинья, песочницы, старогодние рельсы, у которых режут газовой резкой стенку. Если на БП устанавливают опалубочную систему с винтовыми домкратами, то раскружаливание производят с их помощью. В БП с пролетами более 8 - 10м, без строительного подъема, предусмотренного для компенсации упругого прогиба от уложенного бетона, рабочая нагрузка определяется не несущей способностью балок, а прогибами, которые не испортят внешний вид забетонированного пролетного строения после раскружаливания. В связи с этим, напряжения от изгиба в балках подмостей в таких случаях должны cocтавлять не более 0,4 - 0,6 от допускаемых.
Коэффициенты перегрузки
Массы опалубки и подмостей - 1,1; бетона и арматуры - 1,2. От людей и транспортных средств; бокового давления бетона; от вибрирования; от сотрясений при выгрузке бетона; соответственно-1,3, по каждой позиции. При расчете устойчивости против опрокидывания; от давления ветра - 1,2; для удерживающих нагрузок и сил - 0,8. Расчетные сопротивления деревянных конструкций при учете кратковременных нагрузок повышаются в 1,4 раза. Предельные прогибы элементов опалубки не более 1/400 пролета элемента и 1/500 пролета опалубки перекрытий (на эту величину прогиба, несущим конструкциям в пролете следует задать предварительный строительный подъем). Габаритные размеры подмостей и опалубки ПНПС должны быть назначены с учетом устройства на них тепляков, укрытий, полостей для работы зимой, для экзотермического выдерживания бетона, дня инъецирования каналов при температуре не ниже 10-15оС, а несущие элементы подмостей должны быть засчитаны на дополнительную ветровую и вертикальную нагрузки






