В настоящее время, когда изготавливают сотни тысяч тонн сварных конструкций, трудно представить себе сварочное производство без процессов разделительной резки металлов, необходимой для изготовления заготовок конструкций.
В заготовительном производстве широко применяются газовая и электрическая дуговая резка металлов.
Процесс газовой резки металлов основан на сгорании (интенсивном окислении) металлов в струе кислорода и принудительном удалении этой струёй образующихся оксидов.
Хорошо известно, что большинство металлов при контакте с кислородосодержащими средами окисляются, и этот процесс идёт с выделением тепла. Так, окисление железа протекает по реакциям:
Fe + 0,5O2 = FeO + 268,8 кДж/моль;
2Fe + 1,5O2 = Fe2O3 + 829,7 кДж/моль;
3Fe + 2O2 = Fe3O4 + 1115,6 кДж/моль.
Интенсивность окисления возрастает с увеличением концентрации кислорода в газе и с повышением температуры. В технически чистом кислороде (чистотой 98-99 %) при некоторой начальной температуре интенсивность окисления становится очень большой и переходит в горение.
Для непрерывности горения необходимы следующие условия:
- контакт окислителя с неокисленным металлом;
- подогрев неокисленного металла до температуры воспламенения;
- высокая концентрация кислорода в газовой фазе, взаимодействующей со сжигаемым металлом;
- температура горения металла должна быть ниже температуры его плавления;
- продукты горения (оксиды) должны находиться в жидком состоянии, т. к. если они будут находиться в твёрдом состоянии, то будут изолировать неокисленный металл от окислительной газовой фазы, а если будут газообразными, то это приведёт к уменьшению концентрации кислорода в газовой фазе.
Процессу резки благоприятствует повышенное количество теплоты, выделяющейся при сгорании металла; резка облегчается при жидкотекучести образующихся оксидов; нормальному процессу резки препятствует высокая теплопроводность металла, понижающая его температуру в месте протекания реакции горения.
Из чистых металлов этим требованиям отвечают железо, марганец и титан. Хорошими характеристиками обладают никель и медь. Совершенно не удовлетворяют требованиям непрерывной резки алюминий, магний, хром, цинк.
Для начала процесса резки низкоуглеродистой стали она должна быть нагрета до температуры 1350-1360 °С. В момент начала газовой резки подогрев металла в начальной точке реза до воспламенения осуществляется исключительно теплотой подогревающего пламени. Нагрев металла обычно осуществляется ацетилено-кислородным пламенем. При прямолинейной резке стали малой толщины (менее 5 мм) применяют резаки с последовательным расположением сопел (рис.3.86, а), а при резке больших толщин используют мундштуки, в которых подогревающее пламя образуется на выходе горючей смеси из мундштука с кольцевым щелевым каналом (рис.3.86, б) или из многосоплового мундштука, имеющего несколько отдельных цилиндрических каналов, также расположенных по концентрической (по отношению к режущему соплу) окружности (рис.3.86, в).

Рис.3.86. Последовательность, форма и расположение подогревающего (1) и режущего (2) сопел
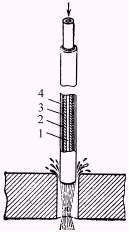
Длительность подогрева низкоуглеродистой стали зависит от толщины разрезаемого листа и с его увеличением от 5 до 200 мм возрастает с 5 до 40 с. После подогрева подаётся режущая струя кислорода и осуществляется процесс резки металла (рис.3.87).

| Рис.3.87. Газокислородная резка: 1 - разрезаемый металл; 2 - струя режущего кислорода; 3 - горючая смесь; 4 - режущий мундштук; 5 - мундштук подогревающего пламени; 6 - подогревающее пламя; 7 - рез; 8 - шлаки
|
При разделительной кислородной резке с механизированным перемещением резака можно достичь точности и чистоту поверхности реза, позволяющие во многих случаях не применять дополнительную механическую обработку (рис.3.88).

а б
Рис.3.88. а - детали магнитной плиты, вырезанные газокислородной резкой по копиру из одного листа в три прохода; б - детали плиты в сборе
В отличие от резки металлов процесс кислородной резки неметаллических материалов (бетона, шлака, огнеупоров) основан на сгорании в режущей струе кислорода металлических порошков, вводимых в зону резки, расплавлении выделенной теплотой неметаллов и последующем удалении расплава струёй кислорода.
Источником тепла при электрической резке служит электрическая дуга.
Дуговая резка угольным или металлическим электродом с покрытием основана на расплавлении метала электрической дугой и стекании расплавленного металла вниз под действием собственного веса (рис.3.89). Резку производят при горизонтальном положении листов пилообразным движением электрода, что облегчает стекание жидкого металла. Этот способ применяют для резки чугуна, цветных металлов и сплавов. Рез при этом получается широким, с оплавленными торцами кромок.

Рис. 3.89. Дуговая резка металлическим электродом: 1 - разрезаемый металл; 2 - металлический электрод с покрытием; 3 - траектория движения конца электрода; 4 - вытекающий жидкий металл
Воздушно-дуговая резка состоит в том, что металл, расплавленный электрической дугой, непрерывно удаляется струёй сжатого воздуха. Дуга горит между угольным электродом и поверхностью разрезаемого изделия, а сжатый воздух в зону реза подаётся из горелки.
Кислородно-дуговая резка основана на расплавлении металла электрической дугой и его сгорании в струе кислорода. Образующиеся при этом шлаки удаляются из зоны реза кислородной струёй. Качество реза при этом более высокое, чем при воздушно-дуговой резке. Резку можно производить как угольным, так и металлическим электродом. Для подводной кислородно-дуговой резки используют трубчатые металлические электроды. По внутреннему каналу которых подаётся режущий кислород (рис.3.90).
| Рис.3.90. Подводная кислородно-дуговая резка: 1 - канал для режущего кислорода; 2 - стальной трубчатый стержень; 3 - электродное покрытие; 4 - гидроизоляция
|
В последние годы для выполнения качественной резки сплавов алюминия, легированных и даже низкоуглеродистых сталей широко применяется плазменная резка. Сущность её заключается в том, что металл в зоне реза расплавляется и частично испаряется с помощью струи плазмы, получаемой в дуге. Этой же струёй металл удаляется из зоны реза. Температура плазмы достигает 30000 °С, а скорость её истечения из сопла плазменной горелки - 2000 м/с. Плазменная резка может применяться для металла толщиной от долей до десятков миллиметров. Для резки тонких материалов (металлов, керамики) используют процесс с плазменной струёй (рис.3.24, б, в). А для резки толстых листов из алюминия, магния, меди, никеля, нержавеющих сталей и некоторых других материалов целесообразно применять процесс со сжатой дугой (рис.3.24, а и 3.91). Мощными плазменными горелками, работающими при напряжении до 200 В, можно разрезать плиты толщиной до 150 мм и более.

Рис.3.91. Диск из алюминиевого сплава, вырезанный сжатой дугой
СВАРКА В XXI ВЕКЕ
Специалисты ведущих стран мира обращают внимание на оценку достижений сварочной науки и техники в прошедшем столетии, а также на выбор приоритетных и перспективных направлений развития сварки и родственных технологий в интересах промышленного производства в начале XXI века. В последние годы этому посвящены международные и национальные конференции, многочисленные публикации ведущих учёных и специалистов в области сварки. Расширяется практика проведения рабочих встреч экспертов по выработке стратегии развития сварочной науки и сварочного производства.
Одним из наиболее ярких и выдающихся учёных в области сварки является академик Борис Евгеньевич Патон, президент Национальной академии наук Украины, директор Института электросварки им. Е.О. Патона. Б.Е. Патон творчески развил идеи и умело продолжил дело, начатое его отцом - видным учёным, основателем Института электросварки. Под руководством Б.Е. Патона коллектив института достиг новых творческих высот и завоевал мировое признание.
Огромный интерес представляет доклад, прочитанный Б.Е. Патоном на Международной конференции "Сварка и родственные технологии - в XXI век", который приводится полностью.
Проблемы сварки на рубеже веков. (Академик Б.Е.Патон, ИЭС им. Е.О.Патона)
На пороге третьего тысячелетия сварка является одним из ведущих технологических процессов создания материальной основы современной цивилизации. Более половины валового национального продукта промышленно развитых стран создается с помощью сварки и родственных технологий. До 2/3 мирового потребления стального проката идет на производство сварных конструкций и сооружений.
Сварке подвергаются практически любые металлы и неметаллы (пластмассы, керамика, стекло и др.) в любых условиях - на Земле, в морских глубинах и в космосе. Толщина свариваемых деталей колеблется от микрометров до метров, масса сварных конструкций - от долей грамма до сотен и тысяч тонн.
Во многих случаях сварка является единственно возможным или наиболее эффективным способом создания не разъемных соединений конструкционных материалов и получения ресурсосберегающих заготовок, максимально приближенных по геометрии к оптимальной форме готовой детали или конструкции.
В различных странах мира в сварочном производстве заняты не менее 5 млн. чел., из них 70...80 % на электродуговых процессах.
Мировой рынок сварочной техники и услуг возрастает пропорционально росту мирового потребления стали и к началу XXI века составит, по оценкам специалистов, не менее 40 млрд. дол., из которых около 70 % составят сварочные материалы и около 30 % - сварочное оборудование. Это, естественно, при условии, что разразившийся финансовый кризис не нанесет существенного ущерба темпам развития мировой экономики.
Лидирующее положение на рынке сварочного оборудования занимает оборудование для дуговой сварки, доля которого и дальше будет возрастать в основном за счет оборудования для сварки порошковой и сплошной проволоками при сокращении доли оборудования для ручной дуговой сварки покрытыми электродами.
Контактная сварка прочно удерживает второе место на рынке сварочного оборудования, доля ее применения имеет тенденцию дальнейшего роста.
Объем оборудования для газовой сварки и резки сокращается, тем не менее, все еще остается значительным.
Ощутимые изменения наблюдаются на мировом рынке сварочных материалов. Материалы для механизированных видов сварки в первую очередь порошковая и сплошная проволоки уверенно теснят (по объемам продажи) на рынке покрытые электроды для ручной дуговой сварки.
Еще более очевидно сокращение ручной сварки, если в качестве критерия оценки принимать не объемы продаж, а массу наплавленного при сварке металла. Результаты наблюдений, которые мы у себя в институте ведем на протяжении тридцати с лишним лет показывают, что за этот период в индустриально развитых странах доля металла, наплавляемого ручной дуговой сваркой, снизилась практически в З раза и составляет сейчас 20...30 %. Учитывая достоинства и недостатки этого способа сварки, есть все основания полагать, что в обозримом будущем доля применения ручной дуговой сварки (по наплавленному металлу) в индустриальных странах стабилизируется на уровне 15...25 %, а в мире в целом будет наблюдаться ее снижение в основном за счет развивающихся стран.
Есть основания предполагать, что и в XXI веке сварка по-прежнему будет интенсивно развиваться. В преддверии следующего века нелишне подумать над возможными путями дальнейшего совершенствования сварки.
Несомненно, что сварка плавлением останется основой сварочного производства. Современные способы сварки плавлением основаны на использовании поверхностных источников нагрева с интенсивностью от 104 до 108...109 Вт/с м2. Казалось бы, что при столь широком диапазоне интенсивности не должны возникать проблемы поиска новых способов нагрева металла. А между тем, они существуют и, надо полагать, в будущем возникнут новые способы нагрева металла при сварке плавлением. Одной из таких проблем является связь между интенсивностью источника нагрева и давлением на жидкий металл. При низкой интенсивности нагрева проплавление основного металла осуществляется путем теплопередачи через жидкий металл. При более высокой интенсивности (например, при дуговой механизированной сварке) со стороны источника нагрева действуют силы электромагнитного происхождения, которые частично вытесняют расплавленный металл из ванны и тем самым способствуют проплавлению основного металла. При дальнейшем увеличении интенсивности нагрева определяющее влияние на вытеснение жидкого металла из ванны приобретает реакция паров. Это явление характерно для лучевых способов сварки, и именно оно предопределяет преимущество лучевых способов сварки как средства, позволяющего при относительно небольшом значении погонной энергии получать глубокое проплавление. Парообразование - это бурно протекающий и трудно управляемый процесс. Стохастичность его протекания приводит к появлению дефектов формирования швов, а иногда и к изменению химического состава металла. Поэтому с помощью средств автоматизированного управления приходится перераспределять мощность источника нагрева по поверхности ванны, т. е. снижать интенсивность нагрева для обеспечения более или менее спокойного протекания процесса.
Поэтому хотелось бы получить новые средства, которые предоставляли бы более широкие возможности для управления проплавлением. В частности, одним из примеров в этой области является создание Институтом электросварки им. Е. О. Патона способа дуговой сварки по активирующему флюсу. Этот способ сварки за рубежом получил название ATIG. Активирующая добавка вызывает сжатие дуги, что приводит к усилению электродинамического воздействия на металл, повышению интенсивности его поверхностного нагрева и, как следствие, к резкому возрастанию глубины проплавления.
В перспективе возможно эффективное использование для сварки мощных диодных лазеров, преимуществом которых, по сравнению с газоразрядными и обычными твердотельными, является также несравнимо более высокий КПД.
Безусловно, будет расширяться применение электронно-лучевой сварки благодаря ее уникальной возможности сваривать за один проход металлы толщиной до 200...300 мм. Значительно увеличить габариты свариваемых изделий позволит использование электронно-лучевой сварки в локальном вакууме. На рис. 4.1 показан общий вид созданной в ИЭС установки для электронно-лучевой сварки в локальном вакууме врезных элементов на крупногабаритных обечайках из термоупрочненных алюминиевых сплавов.
Не исключено, что в будущем благодаря успехам в различных областях физики будут созданы новые средства нагрева металла, пригодные для сварки плавлением. В частности, был бы целесообразным поиск средств нагрева, в которых поверхностное выделение энергии сочеталось бы с объемным.
Решающее влияние на развитие дуговой сварки оказало изобретение в начале века покрытого электрода. Благодаря этому открылась перспектива получения сварных соединений действительно высокого качества. Следующим принципиально новым этапом было создание в 1930-х годах технологии сварки под флюсом, позволяющей механизировать процесс сварки и тем самым многократно повысить производительность труда и улучшить качество соединений.

Рис.4.1. Установка для электронно-лучевой сварки в локальном вакууме врезных элементов на крупногабаритных обечайках из термоупрочненных алюминиевых сплавов
В 1940-х годах для защиты металлам неплавящегося электрода стали использовать инертный газ - аргон. В настоящее время это очень распространенный способ сварки.
Следующее десятилетие ознаменовалось тем, что была доказана возможность защиты металла активным газом - углекислым. Появились двойные, тройные и даже четверные смеси активных газов. По распространенности механизированная дуговая сварка в активных газах вышла на второе место после ручной дуговой сварки, а в некоторых странах этот способ опережает последнюю.
Несомненно, и далее будут продолжаться поиски более совершенных способов и средств защиты расплавленного металла от влияния окружающей среды с целью использования их при рафинировании металла шва (в некоторых случаях при легировании его), а также формировании соединения. Все это требует развития теоретических основ нестационарного взаимодействия жидкого металла с окружающей средой. Необходимо развивать наши представления о процессе образования сварного соединения, изучать гидродинамику ванны с учетом множества факторов, в том числе существования поверхностных и объемных сил различного происхождения, зависимости поверхностного натяжения от температуры и др. Новые знания в этой области необходимы для дальнейшего совершенствования процессов сварки плавлением.
Еще в 1950-х годах появилась электрошлаковая сварка. В свое время этот способ сварки имел большое значение для развития тяжелого машиностроения. Заводы получили возможность создавать крупные металлические изделия при ограниченных литейных и кузнечных мощностях. Крупные сосуды, станины больших прессов и многие другие изделия долгое время изготавливали с использованием электрошлаковой сварки. Однако позже, в связи с оснащением заводов тяжелого машиностроения мощными прессами, сталеплавильными печами большой емкости, а также с созданием способов сварки в узкую разделку, интерес к электрошлаковой сварке постепенно уменьшился. Это было вызвано, кроме упомянутых причин, необходимостью высокотемпературной термической обработки изделий после электрошлаковой сварки.
В ходе выполненных в нашем институте исследований последних лет установлено, что скорость электрошлаковой сварки можно существенно увеличить (в 4...5 раз) и тем самым уменьшить перегрев металла; при этом способом электрошлаковой сварки без термической обработки можно получить изделия с необходимым комплексом свойств (рис.4.2). Эффект был достигнут благодаря интенсификации гидродинамических явлений, происходящих в сварочной ванне, путем коммутации токоподводов к электродам и кромкам изделия. Есть все основания предполагать, что в ближайшие годы электрошлаковая сварка в новом варианте займет достойное место в производстве толстостенных изделий.
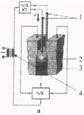


Рис.4.2. Электрошлаковая сварка без последующей высокотемпературной обработки (ЭШС-БВТО): а - схема процесса ЭШС-БВТО; 1 - электроды; 2 - жидкая металлическая ванна; 3 - сварной шов; 4 - источник сварочного тока; б и в - макроструктура металла шва без коммутации и с коммутацией постоянного тока соответственно
Первые опыты практического применения сварки плавлением были связаны с выполнением ремонтных работ. И сейчас посредством сварки в работоспособное состояние приводят множество самых разнообразных технических сооружений, машин и механизмов. Не утратит своего огромного значения ремонтная сварка и в будущем. Между тем, технология ремонтной сварки развивается слабо. Внимание к ней со стороны специалистов далеко не всегда соответствует ее значению. Нужно совершенствовать технику и средства подготовки изделий к ремонту, создавать специализированное сварочное оборудование, в том числе и механизированное, новые сварочные материалы, обеспечивающие получение соединений высокого качества в сложных условиях ремонта, создавать технологию ремонта без предварительного нагрева изделий и решать множество других технологических задач. Важнейшее значение для выявления в полевых условиях различного рода повреждений, в том числе коррозионного происхождения, имеет совершенствование средств дефектоскопии.
Так, ИЭС совместно с Чернобыльской атомной электростанцией разработана технология локального ремонта корневых трещин в трубопроводах из аустенитной стали 08Х18Н10Т. Причиной появления таких трещин, протяженность которых составляет от 10 до 300 мм, является коррозия под напряжением. Разработанная технология предусматривает сквозную местную выборку дефекта, установку вставки-подкладки, последующую ее заварку и заполнение выборки мелкими продольными валиками аргоно-дуговой сваркой. Технология обеспечивает получение напряжений сжатия в корневой части шва и в 10...20 раз снижает трудоемкость ремонта.
Можно привести немало примеров использования способов сварки плавлением для получения особо износостойких изделий. Это направление в дальнейшем получит должное развитие. Здесь существует очень большое поле для деятельности главным образом в материаловедческом плане, а также в поиске наиболее эффективных технологий получения в наплавленном слое интерметаллидных и других особо твердых включений в прочной и пластичной матрице. Для тонких наплавок найдут применение микроплазма и лазерное излучение. Дальнейшее совершенствование технологии наплавки в первую очередь необходимо для ремонта множества деталей машин и механизмов, подвергающихся абразивному износу.
Наплавка является одной из важнейших составных частей сварочного производства - из общего объема сварочных материалов для наплавки используется 8...10 % электродов и сплошных проволок, до 30 % порошковых проволок, практически все спеченные и порошковые ленты. В общих объемах наплавочных работ весьма велика доля восстановительной наплавки - 75...80 %. Доминируют в наплавочных работах дуговые способы наплавки. Обобщение публикаций за последние годы позволяет сделать вывод о важности расширения сферы применения изготовительной наплавки. Она позволяет многократно увеличивать срок службы быстроизнашивающихся и тяжелонагруженных деталей, избавляет промышленность от производства большого количества запасных частей, повышает надежность и работоспособность машин и механизмов. Еще одна задача - увеличение уровня механизации наплавочных работ. Механизированные способы наплавки максимум в 2...3 раза повышают производительность труда и обеспечивают более высокое качество по сравнению с ручными способами. В будущем хорошие перспективы имеют способы наплавки, обеспечивающие минимальное проплавление основного металла: электрошлаковая, плазменно-порошковая, лазерная, микроплазменная.
В последнее время успешно прогрессирует технология нанесения покрытий напылением с использованием газового пламени, плазмы, детонации, а также на основе электронно-лучевого испарения и конденсации материалов в вакууме. Напыление удачно дополняет наплавку и конкурирует с ней в отдельных ограниченных областях применения, поэтому необходимо развивать и напыление, и наплавку.
Должна совершенствоваться технология наплавки рабочих поверхностей восстанавливаемых узлов, эксплуатируемых в различных агрессивных средах. Многие изделия, изготавливаемые сейчас из дорогостоящих сплавов на основе железа, никеля, меди, титана, можно было бы получать из более дешевых материалов. Для этого нужны новые экономичные и надежные технологии плакирования.
Во второй половине XX века сформировались представления о физических явлениях, протекающих при сварке плавлением, и о при чинах возникновения трещин, пор и других дефектов сварных соединений. Многие явления получили достаточно полное математическое описание. Находят применение различные базы экспериментальных данных и экспертные системы. Тем не менее, мы продолжаем тратить средства, силы и время на изготовление множества образцов и на их испытания. Очевидно, что в ближайшем будущем одной из основных задач в области теории сварочных процессов будет доведение и взаимная увязка математических моделей всего многообразия явлений до той степени совершенства, при которой проведение эксперимента с металлом станет особым исключением.
Последние годы ознаменовались внедрением в дуговую сварку источников питания инверторного типа. В отличие от традиционных они обеспечивают равномерную загрузку фаз электрической сети, имеют коэффициент мощности, близкий к единице. Их масса и габариты значительно уменьшены. Но самое главное преимущество состоит в широчайших возможностях, которые открываются в отношении автоматического управления сварочным процессом. Воздействие на перенос электродного металла, движение металла в сварочной ванне, а следовательно, и кристаллизация шва, его дегазация, формирование внешней поверхности - на все это можно влиять средствами автоматического управления. Чтобы использовать такие возможности, следует углублять наши знания о процессе дуговой сварки как объекте управления. Нельзя также признать достаточными наши познания и в области лучевых процессов, если рассматривать их с позиций автоматического управления.
Контактная сварка сопротивлением относится к числу наиболее распространенных способов, благодаря развитию автомобилестроения и бытовой техники. В перспективе области применения этого способа сварки, по-видимому, сохранятся. Возможно, контактную сварку немного потеснит лазерная сварка, особенно там, где используется металл с покрытиями.
Существует две проблемы, связанные с применением контактной сварки сопротивлением. Первая заключается в снижении вероятности появления дефектных соединений. Она будет решаться путем создания более эффективных систем автоматического управления, а в области микросварки - также и за счет применения новых систем питания. Вторая проблема - повышение энергетических показателей мощных машин - будет решаться с помощью разработки более совершенных преобразователей числа фаз, обеспечивающих повышение КПД и коэффициента мощности.
Еще далеко не исчерпаны возможности контактной сварки оплавлением. Несомненно, что дальнейшее совершенствование автоматического управления и систем питания мощных машин позволит успешно решить многие технические проблемы, особенно при производстве изделий с большим поперечным сечением из различных металлических материалов.
Бурное развитие приборостроения и особенно электронной техники привело к созданию ряда способов сварки в твердой фазе: диффузионной, компрессионной и ультразвуковой. Несомненно, появятся и другие способы сварки в твердой фазе, основанные на нагреве и иных способах активации соединяемых поверхностей. Подлежат разрешению сложные проблемы неразрушающего контроля соединений, полученных в твердой фазе, а также диагностики таких соединений непосредственно в процессе сварки по косвенным признакам, фиксируемым автоматически.
Известно, что для сварных конструкций, особенно массового назначения, требуются хорошо свариваемые стали. Напомню, что в конце 1940-х годов только благодаря целеустремленной работе сварщиков под руководством Е. О. Патона при участии металлургов удалось создать хорошо свариваемую сталь для сварных мостов. В частности, мост в Киеве через р. Днепр, построенный из такой стали, надежно эксплуатируется уже почти полвека. Не утратили своего значения комплексные исследования сварщиков и металлургов по созданию экономичных, хорошо свариваемых материалов для массовых сварных конструкций.
При изготовлении конструкций широкого назначения расширяются объемы применения высокопрочных легированных сталей с пределом текучести 550...900 МПа. Разработаны сварочные материалы и основные процессы их дуговой сварки, что позволяет получать свойства сварных соединений, равноценные основному металлу. Прочность таких соединений при статической и малоцикловых нагрузках, а также сопротивляемость хрупкому разрушению значительно выше, чем углеродистых сталей общего назначения. Это позволяет снизить металлоемкость сварных конструкций и обеспечить их высокую работоспособность. По сопротивлению усталости в многоцикловой области сварные соединения сталей равнозначны. Несомненно, применение высокопрочных сталей в ответственных сварных конструкциях будет непрерывно расширяться. По нашему мнению, подобные работы необходимо проводить более интенсивно и широко.
Очевидны преимущества легированных высокопрочных сталей с точки зрения снижения металлоемкости сварных конструкций, работающих в условиях статического и малоциклового нагружений. По сопротивлению усталости в многоцикловой области сварные соединения сталей достаточно близки.
Остается актуальной проблема сварки различных новых материалов: сплавов на основе железа, никеля, меди, алюминия, титана и многих других очень сложных для сварки материалов, например алюминидов и других интерметаллидов. Обширна и непрерывно увеличивается область применения полупроводниковых материалов, использование которых неразрывно связано с проблемой их соединения с металлическими материалами.
В ИЭС проведен большой цикл исследований, направленных на улучшение свариваемости высокопрочных алюминиевых сплавов, увеличение прочности и других служебных характеристик сварных соединений. Показано, что введение до 0,15 % скандия в основной металл способствует улучшению свойств деформированных полуфабрикатов, однако сопротивление металла шва образованию горячих трещин и прочность соединений оказываются недостаточными при сварке некоторых сложнолегированных сплавов, например алюминий-литиевых.
Для улучшения свариваемости этих перспективных сплавов предложены комплексные меры, которые предусматривают использование новых сварочных присадок из алюминиевых сплавов, содержащих повышенное (0,5...0,8 %) количество скандия. Такие присадки, даже в случае сварки основного металла без скандия, обеспечивают введение в сварочную ванну достаточного количества этого модификатора, благодаря чему формируется мелкокристаллическая структура швов, уменьшается склонность к образованию кристаллизационных трещин и существенно повышается прочность соединений.
Выполненные исследования позволили установить природу упрочнения литого металла шва при наличии в нем скандия, а также механизм торможения горячих трещин, зарождающихся в процессе кристаллизации швов. Добавки скандия позволяют повысить сопротивление разрушению сварных соединений высокопрочных алюминиевых сплавов главным образом за счет образования субдендритной мелкокристаллической структуры и твердого раствора алюминий-скандия, а также за счет выделения из него микродисперсных частиц интерметаллидной фазы при термической обработке. Эффективность скандия проявляется во всех основных системах легирования на основе алюминия А1-Mg, Al-Cu, Al-Zn-Mg, Al-Mg-Li, Al-Cu-Li и др.
Перспективны многослойные металлические материалы, биметаллические и триметаллические. Многие из них будут рассчитаны на применение в сварных конструкциях. Требуется разработка технологических процессов соединения таких материалов без сколько-нибудь заметной потери их эксплуатационных свойств.
Разнородные материалы, например алюминий-сталь, медь-алюминий, титан-сталь и другие сочетания металлов и сплавов, находят все более широкое применение в машиностроении, атомной энергетике, ракетостроении и других отраслях современной промышленности. Для получения указанных материалов с уникальными физико-механическими свойствами наиболее перспективны следующие методы их соединения без расплавления: диффузионная сварка, сварка взрывом, магнитно-импульсная, сварка трением, пайка, склеивание.
В настоящее время большое развитие получили технологии, основанные на использовании энергии взрывчатых веществ: сварка, резка, штамповка, упрочнение, снятие напряжений в сварных швах, компактирование. К промышленной следует отнести технологию резки взрывом удлиненными кумулятивными зарядами, которая может успешно применяться как на суше, так и под водой для резки трубопроводов и врезке в них отводов, при демонтаже морских стационарных платформ, в авиационной и космической технике, а также в условиях повышенной радиации.
Особое значение приобретают технологии склеивания. В настоящее время создано большое количество различных клеевых композиций, позволяющих соединять металлы, сплавы, пластмассу, резину и другие материалы практически в любых сочетаниях. Накоплен достаточный опыт в проектировании клееных и клеесварных конструкций разработаны технологии и оборудование для подготовки поверхностей и формирования соединений. Дальнейшее направление исследований в области склеивания определяется требованиями повышения прочности, надежности и долговечности клееных соединений при различных условиях эксплуатации.
В последние десятилетия в качестве конструкционного материала все большее внимание привлекают полимеры и композиты на их основе. Выгодно отличаясь рядом свойств, они успешно конкурируют с традиционными материалами (со сталью, цветными металлами), а в некоторых областях являются практически незаменимыми. Эффект от их применения столь высок, что в высокоразвитых странах наблюдалась тенденция существенного сокращения выпуска стали и резкого увеличения производства пластмасс. В связи с ростом объема производства и широким применением пластмасс потребовались значительные усилия специалистов по созданию современных технологий и оборудования для сварки, особенно для сварки труб из термопластов, используемых при сооружении газо-, водопроводов, коммуникационных систем. Есть несомненные успехи в области ультразвуковой сварки, сварки токами высокой частоты, трением и других способов сварки давлением.
Увеличение номенклатуры материалов, областей их применения, повышение требований к прочности и долговечности соединений требуют существенного углубления знаний в этой сфере и расширения исследований.
Проведенные в последние годы в ИЭС комплексные исследования свариваемости конструкционных полимерных материалов показали, что для них характерны процессы кристаллизации из расплава при охлаждении сварных швов, аналогичные происходящим при сварке металлических материалов.
Активно проводятся исследования по созданию новых композиционных материалов на основе полимерных и металлических матриц с наполнителями, существенно повышающими показатели прочности и жесткости указанных материалов. Так, если у современных алюминиевых сплавов удельная прочность составляет 15...24 км и удельный модуль упругости находится на уровне (2,4...2,7)103 км, то значения аналогичных характеристик металлокомпозита системы А1-В составляют 45...50 и (8,3...9,0)103 км, а системы Mg-B - соответственно 45...55 и (10...11,5)103 км.

а

б
Рис.4.3. Свариваемые композиционные материалы (КМ): а - изделия из КМ; б - макрошлиф сварного соединения
Особенности различных типов композиционных материалов (волокнистых, дисперсно-упрочненных, слоистых) практически исключают применение традиционных способов сварки. В различных странах уже ведется поиск технологий сварки композиционных материалов. В нашем институте успешно проводятся работы по диффузной сварке трубчатых конструкций из композита системы А1-В и сварке композиционных термопластичных материалов. На рис.4.3 показаны фрагменты сварочных конструкций из композиционных материалов и микроструктура шва композиции алюминий-бор и алюминий-бор, сваренного диффузионной сваркой. По-видимому, в ближайшие десятилетия ученые-сварщики будут продолжать исследования в этой области.
Одна из важнейших проблем будущего века - освоение космического пространства, в решении которой важную роль должна сыграть сварка. Сооружение различных крупногабаритных комплексов на околоземных орбитах, Луне, планетах, а также их ремонт не обойдутся без свароч<






