Электрическая дуга - мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла, покрытий, флюса.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов. Поэтому для того, чтобы вызвать в воздухе или в газе мощный электрический ток, то есть электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газовую среду) между электродами.
Ионизация может происходить в результате электронной эмиссии. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют его ионизации за счёт столкновения быстродвижущихся электронов с молекулами газов и других элементов, находящихся в межэлектродном пространстве.
Некоторую роль в создании потока электронов может играть и "бомбардировка" катода положительными ионами, достигающими электрода с достаточным запасом энергии.
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могла произойти их ионизация; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа.
Количество заряженных частиц в межэлектродном пространстве может быть увеличено, путём введения в зону горения дуги веществ, обладающих низким потенциалом ионизации. К таким веществам относят: калий, натрий, барий, литий, алюминий и др.
Таким образом, электропроводность воздушного промежутка между электродами, а отсюда и устойчивость горения дуги, обеспечиваются эмиссией катода и объёмной ионизацией газов в зоне дуги, благодаря которым в дуге перемещаются мощные потоки заряженных частиц.
Процесс зажигания дуги в большинстве случаев включает три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3 - 6 мм и возникновение устойчивого дугового разряда.
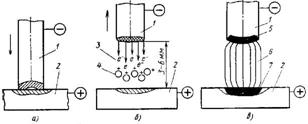
Рис.3.2. Схема процесса зажигания дуги
Короткое замыкание (рис. 3.2, а) выполняется для разогрева торца электрода 1 и заготовки 2. Высокая плотность тока способствует оплавлению микровыступов в контакте и образованию плёнки жидкого металла. При последующем отводе электрода плёнка жидкого металла растягивается, а её сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Это приводит к разрыву плёнки и испарению металла. При этом интенсивная эмиссия 3 обеспечивает ионизацию паров металла и газов 4 межэлектродного промежутка (рис. 3.2, б). По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная ионизация за счёт их соударения. Отдельные атомы также ионизируются в результате поглощения энергии, выделяемой при соударении других частиц. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 3.2, в). Этот способ зажигания дуги применяют при сварке плавящимся электродом.
При сварке неплавящимся электродом возможно зажигание дуги с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию. Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения - осциллятор.
В установившейся сварочной дуге (рис.3.2, в) различают три зоны: катодную 5, анодную 7 и столба дуги 6. Катодная зона глубиной около 10 - 4 мм, так называемое катодное пятно, расположена на торце катода и является источником свободных электронов. К катоду устремляется поток положительных ионов, которые бомбардируют его, и, отдавая свою энергию, накаляют его до температур 2500…4000 0С.
Столб дуги, расположенный между катодной и анодной зонами, состоит из раскалённых и ионизированных частиц. Температура в этой зоне достигает 6000 - 7000 0С в зависимости от плотности тока при ручной дуговой сварке покрытыми электродами; при сварке же вольфрамовыми электродами в среде аргона средняя температура в центре столба достигает 15000 0С, а в гелии - 20000 0С.
При питании дуги постоянным током наибольшее количество теплоты выделяется в зоне анода. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
Разная температура катодной и анодной зон и разное количество теплоты, выделяющейся в этих зонах, используется при решении технологических задач. При сварке деталей, требующих большого подвода теплоты для подогрева кромок, применяют прямую полярность. При сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (высокоуглеродистые, нержавеющие, жаропрочные и др.), применяют сварку током обратной полярности. При этом не только обеспечивается меньший нагрев свариваемой заготовки, но и ускоряется процесс расплавления электродного материала.
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 3.3 а).
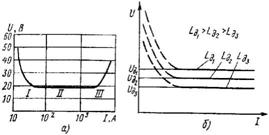
Рис.3.3. Статическая вольт-амперная характеристика дуги (а)
и зависимость напряжения дуги от её длины (б).
Вольт-амперная характеристика дуги имеет три области: падающую - I, жёсткую - II и возрастающую - III. В области I (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области II (100…1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площадь анодного и катодного пятен увеличивается пропорционально току. Область II характеризуется постоянством плотности тока. В области III напряжение возрастает вследствие того, что увеличение плотности тока выше определённого значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области I горит неустойчиво и поэтому имеет ограниченное применение. Дуга области II горит устойчиво и обеспечивает нормальный процесс сварки.
Каждому участку характеристики дуги соответствует определённый характер переноса расплавленного электродного металла в сварочную ванну: I и II - крупнокапельный, III - мелкокапельный или струйный.






