Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т. е. контроль каждой детали.
Дефектация деталей – это также инструментальный и многостадийный контроль. Для последовательного изъятия невосстанавливаемых деталей из общей массы применяют следующие надлежащие стадии выявления деталей:
· с явными неустранимыми дефектами – визуальный контроль;
· со скрытыми неустранимыми дефектами – неразрушающий контроль;
· с неустранимыми геометрическими параметрами – измерительный контроль.
В процессе дефектации деталей используются следующие методы контроля:
· органолептический осмотр (внешнее состояние детали, наличие деформаций, трещин, задиров, сколов и т.д.);
· инструментальный осмотр при помощи приспособлений и приборов (выявление скрытых дефектов деталей при помощи средств неразрушающего контроля);
· бесшкальных мер (калибры и уровни);
· микрометрических инструментов (линейки, штанген-инструменты, микрометры и т.д.) для оценки размеров, формы и расположения поверхностей деталей.
Только те элементы детали, которые в процессе эксплуатации повреждаются или изнашиваются, подвергаются контролю в процессе дефектации.
Вследствие контроля детали необходимо подразделить на три группы:
1. годные, – характер и износ, которых находятся в пределах, допускаемых техническими условиями (детали этой группы используются без ремонта);
2. подлежащие восстановлению, – дефекты этих деталей могут быть устранены освоенными на ремонтном предприятии способами ремонта;
3. негодные.
Такое распределение деталей по группам годности отнюдь не является устойчивым. Учет их распределения по группам дает возможность прогнозировать благоприятные и неблагоприятные ситуации распределения деталей по группам и объективно оценить качество труда разборщиков и дефектовщиков (специалистов в области дефектовки деталей).
Разрабатывается стратегия дефектации на основе изучения вероятности возникновения дефектов на деталях, учета их взаимосвязи, дающая возможность повысить эффективность и производственную отдачу этого участка:
· годные без ремонта детали направляют в комплектовочное отделение, а годные габаритные детали отправляют прямо на сборку;
· негодные детали накапливают в контейнерах для черных и цветных металлов, которые затем направляют на склад утиля;
· базовые детали больших размеров (блок цилиндров, картер и т.д.), требующие ремонта, направляют прямо на посты восстановления;
· детали, подлежащие восстановлению, накапливаются на складе деталей, ожидающих ремонта, откуда они партиями направляются в производство цеха восстановления и изготовления деталей.
Результаты сортировки деталей учитываются в дефектовочных ведомостях. Дефектовочные ведомости являются исходным справочным материалом (информацией) для установления или корректирования коэффициентов годности, сменности и восстановления, а их анализ служит исходным положением для принятия решений по планированию работы предприятия, организации материально-технического снабжения и т. д.
Коэффициент годности (Кг) демонстрирует, какая часть деталей одного наименования может быть использована повторно без ремонтного воздействия при ремонте автомобилей (агрегатов).
Коэффициент сменности (Кс) демонстрирует, какая часть деталей одного наименования требует замены при ремонте автомобилей (агрегатов).
Коэффициент восстановления (Кв) характеризует часть деталей одного наименования, которые следует восстанавливать.
Обработка информации, отраженной в дефектовочных ведомостях, позволит определить маршрутные коэффициенты восстановления деталей.
Технические требования на дефектацию деталей разрабатываются заводами-изготовителями автомобилей (агрегатов) или научно-исследовательскими организациями, которые ликвидируют неясность и вопросность информации об автомобилях зарубежных производителей.
Из ее рабочего чертежа получают общие сведения о детали, они включают в себя:
· эскиз детали с указанием мест расположения дефектов;
· основные размеры детали;
· материал и твердость основных поверхностей.
При рекомендации способов устранения дефектов опираются на богатый опыт, накопленный отечественными и зарубежными ремонтными предприятиями, и на рекомендации по рациональному их выбору. На основе опыта эксплуатации и ремонта автомобилей (агрегатов), а также специальных научно-исследовательских работ выявляют возможные дефекты детали.
Допустимый размер детали – размер, при котором деталь, установленная при капитальном ремонте в автомобиль (агрегат), отработает до следующего капитального ремонта и ее износ не превысит предельного, т. е. остаточный ресурс у детали остается не меньше межремонтного tМ. Его устанавливают на основе допускаемого износа Идоп. При этом условии допустимый размер будет равен: для вала dдоп = dН - Идоп,
для отверстия dдоп = dН + Идоп,
где dН — диаметр нового вала (отверстия), мм; Идоп — величина допустимого износа вала (отверстия), мм.
Деталь во время ремонта выбраковывают, если ее размер больше (для отверстия) или меньше (для вала) допускаемого.
Для установления величины допустимого износа детали следует знать ее предельный износ. Износ в точке перехода прямолинейного участка изнашивания в криволинейный – зону форсированного износа – называют предельным. Предельный износ Ипр – это такой износ, при котором дальнейшая эксплуатация детали невозможна или нецелесообразна из-за недопустимого снижения экономических или технологических показателей. При износе Ипр размер детали считается предельным, по нему устанавливают предельное состояние детали. Наработка до предельного состояния соответствует сроку службы детали Тпр.
Предельный размер детали определяют на основе экономического и технического критериев. Экономический критерий обусловливается предельным уменьшением экономических показателей, таких как потеря мощности, снижение производительности, увеличение расхода топлива, смазки и т.д., а технический характеризуется резким увеличением темпов изнашивания, которое может привести к аварии.
Оформление карты дефектации
При применении форм МК в качестве КТПД:
В графах «Наименование детали, сборочной единицы или материала» и «Обозначение, код» указывается наименование детали (сборочной единицы), подлежащей дефектации, и ее обозначение (в случае разработки КТПД.на изделие или сборочную единицу).
При применении форм МК в качестве КТПР, КТПД допускается по усмотрению разработчика в блоке Б5 основной надписи указывать код заказа, номер изделия, номер партии, вид ремонта.
Данные по контролируемым дефектам, параметрам и средствам контроля следует записывать в строке со служебным символом РД
Оформление карты дефектации производится в соответствии с ГОСТ 3.1115 - 79
При применении форм МК в качестве карты технологического
процесса дефектации (КТПД) приложение У,
При применении МК в качестве КТПД:
– в графах «Наименование детали, сборочной единицы или материала» и «Обозначение, код» указывается наименование дефектной детали и ее обозначение, а данные по контролируемым дефектам, параметрам и средствам контроля следует записывать на отдельной строке со служебным символом «Д/Т». Блок со служебным символом вводится после строки со служебным символом «К/М».
|
| Код,
| ПЗП
|
| ПЗПР
| ДЗП
| СТО
|
|
|
| РД
| наименование
|
|
|
|
|
|
|
|
|
| дефекта
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Блок информации по дефектации Таблица 10(2)
Блок информации по дефектации приведен в таблице 10.
Графы блока следует заполнять в соответствии с таблицей 11.
Таблица 11(3) – Обозначение граф карты дефектации
| Номер
графы
| Условное обозначение графы
ПРИ
| Содержание графы
|
| ручном способе заполнения
| автоматизированном способе заполнения
|
|
| Код, наименование
дефекта
| КД
| Код, наименование дефекта Код допускается не указывать
|
|
| ПЗП
| ПЗП
| предельное значение контролируемого параметра по конструкторскому или нормативно техническому документу
|
|
| ПЗПР
| ПЗПР
| предельное значение контролируемого параметра по ремонтному конструкторскому или нормативно техническому документу
|
|
| ДЗП
| ДЗП
| действительное значение контролируемого параметра
|
|
| СТО
| СТО
| Обозначение (код), наименование применяемых
средств контроля
|
|
| --
| --
| резервная графа.
Заполняется при необходимости по усмотрению разработчика
|
Пример выполнения карты технологического процесса дефектации, выполненной на МК показан вПриложении «У»
Ход выполнения работы:
Тема: Заполнение карты дефектации.
Цель работы: Приобрести навыки составления карты дефектации.
Ход работы:
1. Описать назначение карты дефектации.
2. Указать используемые формы КД с примером заполнения блоков информации.
3. Заполнить карту дефектации на примере дефектации тягового электродвигателя после сборки. (Допускается оформление маршрутной карты на любую другую тему, связанную с ремонтной тематикой, выданную преподавателем).
Примечание: карту дефектации выполнять на стандартном бланке, выполненном на основе маршрутной карты.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
Содержание отчёта:
4. Титульный лист
5. Пояснительная записка
6. Заполненная карта дефектации на выбранный технологический процесс.
Практическая работа №3.
Заполнение карты эскизов.
Карта эскизов (КЭ) — основной графический документ, дающий наглядную информацию о выполненной технологической операции.
Следует помнить, что сначала разрабатывается и полностью оформляется эскиз на карте эскизов, а только потом заполняется текстовая операционная карта.
На каждом эскизе необходимо показать:
Заготовку в рабочем положении, причём её контур изображается в таком виде, в каком она получается в конце данной операции или установа. Если операция выполняется за несколько установов, то эскиз оформляется на каждый ус танов отдельно. В этом случае каждому эскизу присваивается номер операции и через черточку - номер вспомогательного перехода на перезакрепление заготовки. Например, 020-1. 065-2 и т.п.
2. Поверхности, обрабатываемые на данной операции, выделяются утолщенными черными линиями. В учебных целях допускается выделять обрабатываемые поверхности красным цветом.
3. Условное обозначение опор, зажимов, установочных устройств выполняется согласно ГОСТ 3.1107-81 (Опоры, зажим и установочные устройства. Графические обозначения). Возможно использовать литературу по технологии машиностроения, где приведен этот стандарт.
4. Размеры, получаемые на данной операции с указанием допусков и шероховатости поверхности. При этом необходимо учесть, что на эскизе проставляются только тс размеры, которые обеспечиваются только на данной операции. Проставлять размеры следует таким образом, чтобы не появилась необходимость перерасчета номинальных значений и допусков на них, т. е. простановка размера должна учитывать способ его получения (технологическая база должна быть совмещена с измерительной).
5. Габаритные размеры заготовки (в качестве справочных данных).
6. Допуски на погрешности формы, взаимного расположения поверхностей, если это необходимо обеспечить на данной операции.
7. Режущий инструмент показывается по мере необходимости, предпочтительно в конце рабочего хода (если инструмент затемняет эскиз, то его можно изобразить отведенным от заготовки).
Нумерация обрабатываемых поверхностей либо размеров обработки, проставляемая в кружочках, начинается с цифры 1. Последовательность простановки номеров в кружочках рекомендуется вести по ходу часовой стрелки. Нумерация относится только к конкретной рассматриваемой операции (установу). На последующих операциях (установах) нумерация опять начинается с цифры 1. При этом, естественно, одна и та же поверхность заготовки на разных операциях (установах) может иметь различный номер.
При заполнении основной надписи на карте эскизов (в верхней части) необходимо помнить, что средняя графа из трех граф, обведенных жирной линией, не заполняется.
Карта эскизов выполняется на бланке ГОСТ 3.1105-84 формата А4. Карта эскизов может разрабатываться для операций, указанных в маршрутной карте или для операционной карты. При оформлении карты эскизов следует руководствоваться требованиями ГОСТ 3.1105-2011 ЕСТД. Формы и правила оформления документов общего назначения.
Примечание - Для документов, получаемых на бумажном носителе с использованием алфавитно-цифровых печатающих устройств, необходимо дополнительно руководствоваться указаниями ГОСТ 2.004.
Графа «№ операции». Указывается номер операции или перехода.
Количество изображений (видов), разрезов, выносимых элементов ремонтируемой детали определяется условием обеспечения наглядности изображения обрабатываемых поверхностей.
На карте эскизов указываются данные, необходимые для выполнения технологического процесса: размеры, предельные отклонения, технические требования и др. Необходимые таблицы, схемы и технические требования размещаются на свободных полях карты - справа от изображения или под ним. Эскиз выполняется без соблюдения масштаба.
Все размеры обрабатываемых поверхностей условно нумеруют арабскими цифрами, обводя их окружностью диаметром 6—8 мм, и соединяют с размерной линией. Нумерация выполняется по часовой стрелке.
Допускается на одной карте выполнять несколько эскизов к различным операциям
Правила оформления карты эскизов
КЭ применяют для разработки графических иллюстраций, таблиц к текстовым документам и выполняют на форматах по ГОСТ 2.301.
Для разработки КЭ следует применять следующие формы:
- 6 и 6а - для формата А4 с вертикальным расположением поля подшивки;
- 7 и 7а - для формата А4 с горизонтальным расположением поля подшивки;
- 8 и 8а - для формата A3.
Указанные формы КЭ приведены на рисунке 22.
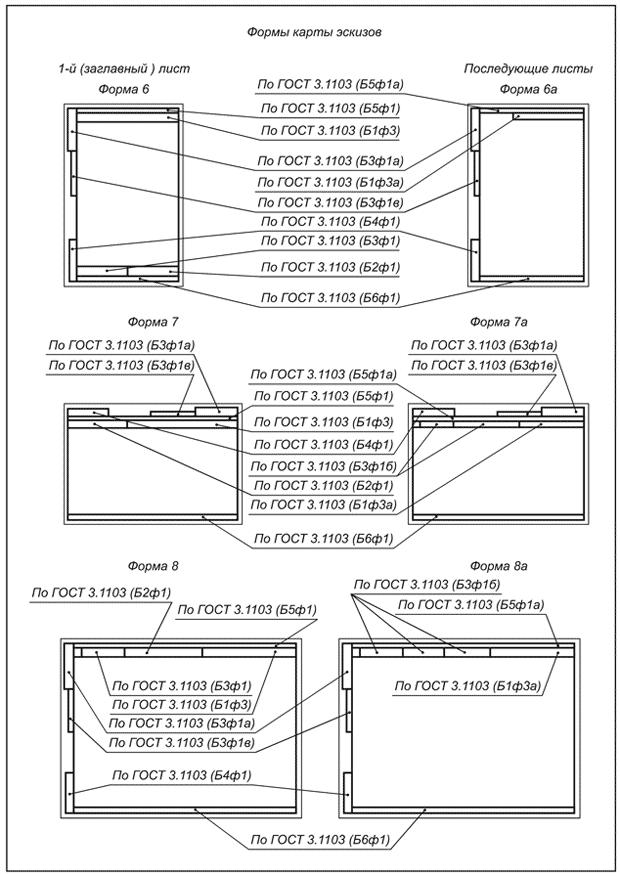
Рисунок 22
Допускается применять для КЭ другие форматы по ГОСТ 2.301, проставляя на ней следующий по порядку номер формы.
При разработке КЭ, выполненных на форматах:
- меньшем А4 - размеры и расположение блоков основной надписи должны быть аналогичны форме КЭ, выполненной на формате А4 с вертикальным расположением поля подшивки;
- большем A3 - размеры и расположение блоков Б1-Б3 и Б5 основной надписи (ГОСТ 3.1103) должны быть аналогичны соответствующим блокам формы КЭ, выполненной на формате A3.
Оформление КЭ не зависит от применяемых методов проектирования. Требования по оформлению КЭ - по ГОСТ 3.1128 и ГОСТ 3.1130.
При разработке КЭ графу 3 (блок Б1) основной надписи не заполняют.
При разработке одной КЭ к нескольким операциям графы 8-11 (блок Б1) основной надписи не заполняют, а номера операций в этом случае проставляют:
- при одном общем эскизе к нескольким операциям - под основной надписью;
- при нескольких эскизах - над каждым эскизом.
Для сокращения процедуры оформления допускается применять взамен первого или заглавного листа КЭ последующие листы, если КЭ и основной технологический документ разрабатывает один исполнитель. В этом случае на КЭ в графе 4 основной надписи следует проставлять обозначение того документа, к которому КЭ относится, с применением сквозной нумерации листов в пределах данного документа. Например, при описании операции обработки резанием на двух листах ОК эскиз выполнен на форме 7а, при этом КЭ присваивают обозначение ОК и проставляют порядковый номер листа документа 3. Пример оформления КЭ приведен в приложении Ж.
Ход выполнения работы:
Тема: Заполнение карты эскизов.
Цель работы: Приобрести навыки составления карты эскизов.
Ход работы:
1. Описать назначение карты эскизов.
2. Привести таблицу с примером заполнения блоков информации.
3. Заполнить карту эскизов на примере дефектации тягового электродвигателя после сборки. (Допускается оформление карты эскизов на любую другую тему, связанную с ремонтной тематикой, выданную преподавателем).
Примечание: Заполнение карты эскизов дефектации тягового электродвигателя после сборки производить на основе карты дефектации исполненной в практической работе №2. выполнять на бланке маршрутной карты.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
Содержание отчёта:
Титульный лист
Пояснительная записка
Заполненная карта дефектации на выбранный технологический процесс.
Практическая работа №4.
Заполнение карты технологического процесса ремонта ЭПС.
Сложные условия работы э. п. с. вызывают ускоренное появление у его деталей различного вида износов, которые приводят к изменению геометрических параметров деталей, увеличению между ними зазоров, появлению местных вырывов металла, изменению поверхностной или внутренней структуры. Наиболее характерны износ от сил трения (механический), а также термический, электроэрозионный и коррозионный износы. Различают следующие виды механического износа:
Молекулярное схватывание (схватывание первого рода) — происходит при трении скольжения с малыми скоростями, высоких давлениях, превышающих предел текучести металла.
Окислительный износ — результат разрушения окислов металла на поверхностях двух взаимно перемещающихся деталей.
Тепловой износ (схватывание второго рода) — происходит при трении скольжения с большими скоростями и высокими давлениями, при которых в поверхностных слоях трущихся деталей быстро повышается температура, происходит схватывание и отрыв частиц металла с меньшей прочностью в местах появившихся связей.
Абразивный износ — возникает в результате срезания металла попавшими на поверхность трения твердыми минеральными частицами (песок, уголь).
Осповидный износ — наблюдается при трении качения и нагрузках, превышающих предел текучести металла, создающих местные усталостные явления на поверхности.
Термический износ — возникает вследствие выделения в токоведущих частях тепловой энергии, вызывающей их нагрев.
Коррозионный износ — происходит от окисления металлов кислородом воздуха. Этот процесс проявляет себя повсеместно. До 10% выплавленных стальных материалов теряется из-за коррозии (ржавления).
Электроэрозионный износ — износ от процесса уноса металла с рабочей поверхности контактов электрических аппаратов в момент разрыва ими электрической цепи. Необходимость постановки Э. П. С. в ремонт в первую очередь зависит от механического износа и в меньшей степени от износа остальных видов. Интенсивность нарастания различных видов износа зависит от многих причин: конструкции сопряженных деталей, свойств их материалов, качества обработки поверхностей, сборки и регулировки, расположения и длительности действия нагрузок, давления, температуры, организации технического обслуживания машины и её отдельных узлов, качества смазки и своевременности её добавления и замены. Нормы предельно допустимых износов приведены в Правилах ремонта и установлены по результатам длительных наблюдений за работой узлов и точного обмера деталей. Как правило, ремонт ЭПС сводится к выявлению износов и приведению их к соответствию нормам предельно допустимых размеров, закреплению ослабших резьбовых соединений и проверке работоспособности.
Общие требования:
При применении форм МК в качестве КТПР:
в графе «Код, наименование операции» перед наименованием операции указывается код, наименование дефекта (при наличии нескольких операций информация указывается только перед первой операцией). Допускается указывать или код, или наименование дефекта. Необходимые переменные данные следует записывать в отдельной строке с привязкой к служебному символу Р.
Ремонтные документы (РД) на ремонт (капитальный, средний) предназначены для подготовки ремонтного производства, ремонта и контроля отремонтированных изделий и их составных частей.
РД разрабатывают на изделия, для которых предусматривают с помощью ремонта технически возможное и экономически целесообразное восстановление параметров и характеристик (свойств), изменяющихся при эксплуатации и определяющих возможность использования изделия по прямому назначению.
В зависимости от характеристик ремонтируемых изделий и специфики ремонта РД разрабатывают на ремонт:
- изделий или составных частей одного изделия одного конкретного наименования (одной марки, типа);
- изделий нескольких наименований, когда требования к их ремонту идентичны;
- изделий, ремонтируемых на специализированных предприятиях;
- изделий, ремонтируемых на месте эксплуатации, включая все составные части;
- изделий, ремонтируемых на месте эксплуатации, а отдельных их составных частей на специализированных предприятиях.
Сведения об изделии, помещаемые в РД, должны быть минимальными по объему, но достаточными для обеспечения правильного выполнения ремонта. При необходимости в РД приведены указания о требующемся уровне подготовки обслуживающего персонала.
При применении форм МК в качестве карты технологического процесса ремонта (КТПР) приложение Ф.Запись информации в строках со служебными символами А, Б следует выполнять с учетом следующих дополнений.
– в графе «Код, наименование операции» перед наименованием указывается «Код, наименование дефекта»;
– на строке со служебным символом «Т» приводятся данные по применяемой технологической оснастке.
Общие положения по заполнению технологических документов
Технологические документы (далее - документы) на технологические процессы и операции в отличие от других видов документации различаются вносимой технологической информацией (далее - информацией).
Информация, вносимая в технологические документы, по своему виду подразделяется на:
- информацию с текстом, разбитым на графы;
- информацию со сплошным текстом;
- графическую информацию.
Информация с текстом, разбитым на графы, может быть представлена:
- в виде информации, объединенной в специализированные блоки информации с присвоением им определенного служебного символа, например М - для материалов, Е - для трудозатрат и т.п.;
- в виде отдельных элементов информации, не привязанных к служебным символам, например код и наименование операции (в операционных картах), обозначение инструкции по охране труда (ИОТ), данные об опоке, отливке и т.п.
Информацию со сплошным текстом следует применять для указания общих требований к процессу или операции, для записи содержания операций или переходов, указания требований по охране труда и т.п.
Графическую информацию следует применять для иллюстрации выполняемых действий дополнительно к информации со сплошным текстом или с текстом, разбитым на графы.
В зависимости от назначения в информации со сплошным текстом и информации с текстом, разбитым на графы, можно условно выделить следующие виды информации:
- адресная информация о технологическом процессе;
- адресная информация об операции (операциях);
- информация о применяемых в операции документах;
- информация о рабочих местах;
- информация о применяемых материалах (основных и вспомогательных);
- информация о комплектующих составных частях изделия (детали, сборочные единицы как собственного изготовления, так и покупные);
- информация о трудозатратах;
- информация общего характера к процессам и операциям;
- информация о требованиях к выполняемым действиям;
- информация о технологической оснастке;
- информация о технологических режимах.
Запись информации в документах следует выполнять машинописным, машинным, рукописным способами.
Запись информации машинописным и рукописным способами следует выполнять в соответствии с требованиями ГОСТ 3.1127.
Запись информации машинным способом следует выполнять в соответствии с требованиями ГОСТ 2.004.
Подлинники (оригиналы) документов, с которых необходимо получить копии средствами репрографии, в том числе микрографии, должны удовлетворять требованиям, установленным в соответствующих нормативных документах (НД).






