ЛАБОРАТОРНАЯ РАБОТА № 6
ПРОЕКТИРВАНИЕ МАРШРУТНОГО ТЕХПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЦЕЛЬ РАБОТЫ: Научится разрабатывать маршрутные технологические процессы механической обработки деталей машин.
Выбор маршрута обработки производят из требований чертежа и принятой заготовки.
В зависимости от обрабатываемых поверхностей, выбирается способ обработки. По способу обработки выбирается оборудование.
Все детали по конфигурации разделяются на группы: валы, втулки, зубчатые колеса, корпусные детали и детали сложной конфигурации.
Детали групп – валы, втулки – имеющие цилиндрическую форму, обрабатываются на токарных станках.
Составление маршрутного технологического процесса.
Составление маршрута представляет собой сложную задачу с различными вариантами решения. Для рационального решения этой задачи рекомендуется:
- При установлении общей последовательности обработки сначала обрабатывают поверхности принятые за установочные базы.
- Затем обрабатывают остальные поверхности в последовательности обратной их точности, чем точнее должна быть обработана поверхность, тем позже она обрабатывается.
- В конце маршрута выносят обработку легко повреждаемых поверхностей (резьбы) и операции местной обработки (канавки, лыски, отверстия, притупление острых кромок и тд.)
- Место обработки менее ответственных поверхностей (фаски и др.) определяется конкретными условиями и не являются принципиально важными. Если обработку этих поверхностей можно совместить с основными операциями, то ее включают в состав этих операций в качестве переходов, выполняемых на черновой и чистовой стадиях обработки.
- Операции отделочной обработки располагают, как правило, после термообработки.
- В маршрутной технологии предусматриваются контрольные операции, как правило, после ответственных операций, где наиболее вероятно появление брака.
Оборудование при единичном и мелкосерийном производствах, как правило, универсальное. При применении универсальных станков нужно стремиться к наиболее полному использованию их возможностей. В серийном и крупносерийном производстве целесообразно использовать станки с числовым программным управлением. В массовом производстве применяются станки-автоматы и полуавтоматы, специальные приспособления и в экономически обоснованных случаях специальный инструмент. Чистовую и отделочную обработку выделяют в отдельные операции и выполняют на точных станках. На действующих производствах необходимо учитывать имеющееся оборудование, однако, если для достижения высокой производительности или точности требуется новое, то его включают в техпроцесс.
Таблица 4
Ориентировочные технологические характеристики методов обработки
| Метод обработки
| Достигаемая точность, квалитет
| Достигаемая шероховатость,
Ra мкм
| Глубина дефектного слоя, τ мкм
|
| Точение и растачивание
черновое
чистовое
тонкое
| 12…13
8…10
6…9
| 5,0…6,3
6,3…0,4
1,6…0,2
|
120…60
30…20
10…5
|
| Фрезерование
черновое
чистовое
тонкое
| 12…13
10…11
6…9
| 12,5…5
5,0…1
11,0…0,32
|
|
| Строгание
черновое
чистовое
| 12…14
|
|
|
| Сверление
| 9…13
| 10…20
| 15…70
|
| Зенкерование
черновое
чистовое
|
12…13
18…19
| 25…6,3
6,3…0,4
|
20…50
10…20
|
| Развертывание
черновое
чистовое
тонкое
|
10…11
7…9
5…6
|
12,5…0,8
6,3…0,4
3,2…0,1
|
15…25
5…15
5…10
|
| Шлифование
черновое
чистовое
тонкое
| 8…9
6…7
5…6
| 6,3…0,4
3,2…0,2
1,0…0,1
|
15…5
|
| Притирка
| 4…5
| 0,8…0,1
| 5…3
|
| Электроэрозионная обработка
черновая
чистовая
отделочная
|
13…14
10…12
7…8
|
10…20
1,25
|
|
| Электрохимическая обработка
| 10…12
| 0,32
| -
|
Оборудование при единичном и мелкосерийном производствах, как правило, универсальное. При применении универсальных станков нужно стремиться к наиболее полному использованию их возможностей. В серийном и крупносерийном производстве целесообразно использовать станки с числовым программным управлением. В массовом производстве применяются станки-автоматы и полуавтоматы, специальные приспособления и в экономически обоснованных случаях специальный инструмент. Чистовую и отделочную обработку выделяют в отдельные операции и выполняют на точных станках. На действующих производствах необходимо учитывать имеющееся оборудование, однако, если для достижения высокой производительности или точности требуется новое, то его включают в техпроцесс.
Пример выполнения:
Деталь «Вал»

Анализ конструкции детали
Рассматриваемая деталь (см. рис. 1) представляет собой тело вращения. С технологической точки зрения деталь является несложной. Т.к. деталь «Вал» - тело вращения, то она получается токарной обработкой заготовки – машиностроительный профиль «пруток» Ø 62 мм. Габаритные размеры детали «Вал»: максимальный диаметр 58 мм; длина 250мм.
Заготовительная операция
От прутка Ø 62 мм отрезать заготовку длиной 254 мм.
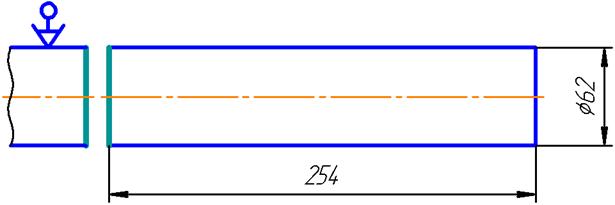
Оборудование: абразивно — отрезной автомат 8252
Режущий инструмент: абразивный круг
Приспособление: тиски
Мерительный инструмент: штангенциркуль ШЦ-П-300-0,05 ГОСТ 166-80.
2. Фрезерно-центровальная операция
2.1 Фрезеровать торцы в размер 250Н 14.
2.2. Центровать отверстия согласно эскизу

Оборудование: фрезерно-центровальный станок КЛ-169
Режущий инструмент: фреза торцовая ВК8 ГОСТ 9304-69
Приспособление: фрезерное специальное.
Мерительный инструмент: скоба 190h14 ГОСТ 18363-73
калибр специальный.
3. Токарная операция
3.1. Точить Ø 58-0,12 мм на длину 116мм
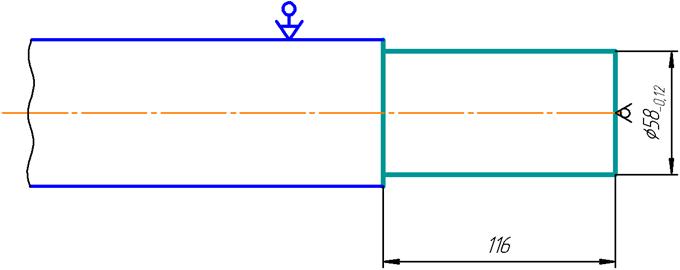
Оборудование: токарно-револьверный станок модели 1416 Ц
Инструмент: резец проходной упорный Т15К6
Мерительный инструмент: штангенциркуль.
Приспособление: центр, 3-х кулачковый патрон
3. Токарная операция
3.1. Точить Ø 50,5-0,046 мм на длину 80H14, изготовить R = 2,5 мм
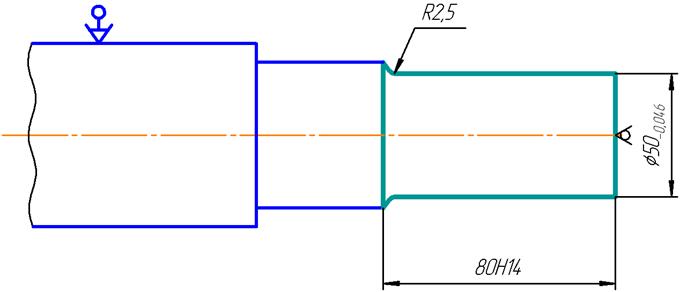
Оборудование: токарно-револьверный станок модели 1416 Ц
Инструмент: резец проходной упорный Т15К6, резец радиусный
Мерительный инструмент: штангенциркуль.
Приспособление: центр, 3-х кулачковый патрон.
3.2. Наложить фаску 3 * 450
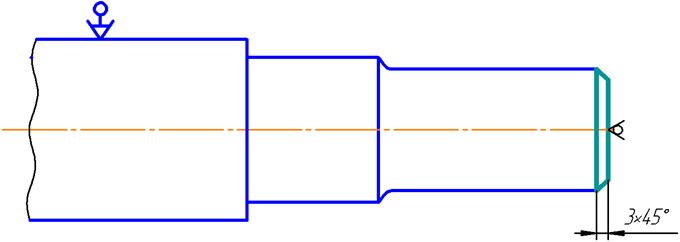
Оборудование: токарный станок 16К20
Режущий инструмент: резец проходной с утлом φ = 450 Т15Л6
Мерительный инструмент: фасонный калибр
Приспособление:: центр, 3-х кулачковый патрон
4. Токарная операция
4.1. Точить Ø 50,5-0,046мм, соблюдая размер114Н14, изготовить R = 2,5 мм

Оборудование: токарно-револьверный станок модели 1416 Ц
Режущий инструмент: резец проходной упорный Т15К6, резец радиусный
Мерительный инструмент: на размер Ø 50,5 калибр-скоба 50,5К8; штангенциркуль Приспособление:: центр, 3-х кулачковый патрон
4.2. Точить Ø 40-0,039 мм на длину 82Н15, изготовить R = 2,5 мм
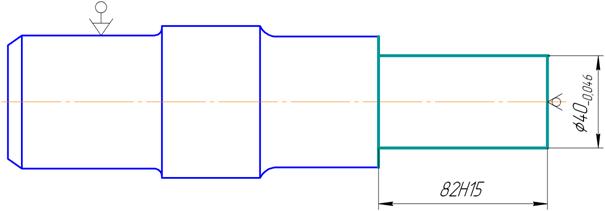
Оборудование: токарно-револьверный станок модели 1416 Ц
Режущий инструмент: резец проходной упорный Т15К6
Мерительный инструмент: на размер Ø 40h8калибр-скоба 40Н8; штангенциркуль
Приспособление:: центр, 3-х кулачковый патрон.
4.3. Наложить фаску 3 х 45°на длину

Оборудование: токарный станок 16К20
Режущий инструмент: резец проходной с углом φ = 45 Т15Л6
Мерительный инструмент: фасонный калибр
Приспособление:: центр, 3-х кулачковый патрон
4.4. Наложить фаску 2,5*45°.

Оборудование: токарный станок 16К20
Инструмент: резец проходной с углом φ = 45 T15Л6
Мерительный инструмент: фасонный калибр
Приспособление:: центр, 3-х кулачковый патрон
Термическая операция
Закалить деталь до твердости 40...45 HRC
Контрольная операция
Проверить твердость детали после термообработки: 40...45 HRC Твердость проверять на образцах свидетелях
Клеймить за испытание твердости на бирке к партии
Шлифовальная операция
7.1 Шлифовать Ø 50-0,046мм на длине 80Н14, обеспечить квалитет 6, шероховатость Ra = 0,8 мкм
7.2. Шлифовать Ø 50 -0,046мм на длине 51Н14, обеспечить квалитет 6, шероховатость Ra = 0,8 мкм
Оборудование: кругло-шлифовальный станок модели ЗУ12В
Инструмент: шлифовальный круг
Мерительный инструмент: калибр-скоба 50Н8 Приспособление: микрометр; СОЖ: сульфофрезол

Фрезерная операция.
8.1. Фрезеровать паз шириной 12N9, глубиной 5+0,1 мм и длиной 70Н15.

Оборудование: широкоуниверсальный фрезерный станок модели 6Т80Ш
Режущий инструмент: фреза концевая Ø 12 мм ВК8 (твердый сплав)
Мерительный инструмент: на размер 12N9 калибр-шаблон 12Н9, глубиномер, штангенциркуль.
Приспособление: специальное, поворотное
9. Фрезерная операция
9.1. Фрезеровать паз шириной 14N9, глубиной 5,5+0,1 мм и длиной 60Н15

Оборудование: широкоуниверсальный фрезерный станок модели 6Т80Ш
Режущий инструмент: фреза концевая Ø 14 мм ВК8 (твердый сплав)
Мерительный инструмент: на размер 14N9 калибр-шаблон 14Н9, глубиномер, штангенциркуль.
Приспособление: специальное, поворотное
Слесарная операция
Притупить острые кромки и заусенцы.
Инструмент: напильник, наждак Приспособление: тиски
Контрольная операция
Проверить шероховатость обработанных поверхностей детали, отсутствие заусенцев, забоин и вмятин на поверхности детали.
Проверить размеры детали.
Клеймить за контроль на бирке к партии деталей.
Деталь «Гайка»

Анализ конструкции детали
Рассматриваемая деталь «Гайка» (см.приложение) представляет собой тело вращения. С технологической точки зрения деталь является несложной, т.к. наружная и внутренняя поверхности не имеют больших перепадов.
Т.к. деталь «Гайка» – тело вращения, то она получается токарной обработкой заготовки – труба бесшовная гладкая с внешним диаметром 68 мм с отверстием диаметром 40 мм (ГОСТ 9567 - 75).
Габаритные размеры детали «Гайка»: длина: 42 мм; максимальный диаметр: 66 мм.
Автоматная операция.
Трубу с внешним диаметром 68 мм и толщиной стенки 14 мм обточить и расточить в размер детали и отрезать. Операция имеет 6 переходов.
3.1. Токарный. Подрезать торец.
Оборудование: токарный многошпиндельныйгоризонтальный прутковый автомат 1Б290-6К
Режущий инструмент: резец подрезной TI5K6 (твердый сплав)
Приспособление: цанговый патрон
3.2. Токарный.

Оборудование: токарный многошпиндельный горизонтальный прутковый автомат 1Б290-6К
Режущий инструмент: а) резец проходной Т15К6 (твердый сплав)
б) резец проходной упорный Т15К6 (твердый сплав)
в) резец проходной с углом φ=45º Т15K6, (твердый сплав)
Мерительный инструмент:
а) на размер Ø 66-0,74 калибр скоба 66h14
б) на размер Ø55,5-0,74 калибр скоба 55,5h14
в) для контроля фаски - фасонный калибр
Приспособление: цанговый патрон
3.3. Токарный.
Точить выточку размером Ø58+0,34 по ширине 13,5±0,22

Оборудование: токарный многошпиндельный горизонтальный прутковый автомат 1Б290-6К
Режущий инструмент: резец прорезной (фасонный) Т5К10 (твердый сплав)
Мерительный инструмент: специальные калибры на размеры Ø58Н14 и 13,5±0,22
Приспособление: цанговый патрон
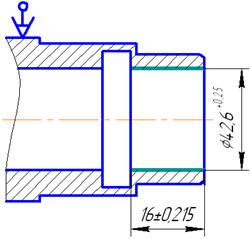
3.4. Токарный.
Расточить отверстие в размер Ø42,6+0,25 на длину 16±0,22
Оборудование: токарный многошпиндельный горизонтальный прутковый автомат 15290-6К
Режущий инструмент: резец расточной для сквозных отверстий Т15К6 (с пластиной из твердого сплава)
Мерительный инструмент на размер Ø42,6+0,25 используем калибр пробку 42,6Н12
Приспособление: цанговый патрон
3.5. Токарный.
Точить фаску 1,5x45º

Оборудование: токарный многошпиндельный горизонтальный прутковый автомат 1Б290-6К
Режущий инструмент: резец проходной правый отогнутый с углом φ=45º Т15К6 (твёрдый сплав)
Мерительный инструмент: фасочный калибр
Приспособление: цанговый патрон
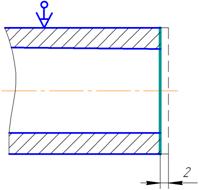
3.6. Токарный.
Отрезать деталь в размер 43±0,31
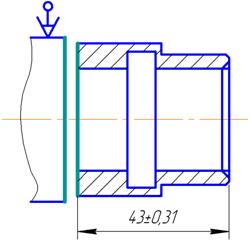
Оборудование: токарный многошпиндельный горизонтальный прутковый автомат 1Б290-6К
Режущий инструмент: резец отрезной Т5К10 (твердый сплав)
Мерительный инструмент: на размер 43±0,31используем калибр скобу 43h14
Приспособление: цанговый патрон
В качестве смазывающе-охлаждающей жидкости (СОЖ) на этой операции используем Аквол 6
4. Токарная операция.
Нарезать резьбу М45х1,5 на длину 16±0,22 обеспечив, степень точности 7Н.

Оборудование: токарно-винторезный станок 16Б04А
Режущий инструмент: резец резьбовой Т15К6 (твёрдый сплав)
Мерительный инструмент: резьбовой калибр
Приспособление: цанговый патрон
СОЖ: Аквол 6
Термическая операция.
Калить деталь для достижения ею НRC 37,0...46,0 (потом вероятен высокий отпуск).
Электроэрозионная операция.
Копировально-прошивочная операция (черновой режим). Прошить сквозное отверстие по длине 25±0,26 и ширине 14±0,22, обеспечив радиусы закруглений R0,6 и размеры 12±0,22 и 16±0,22
Оборудование: копировально-прошивочный станок 4Г721Н.
Инструмент: электрод
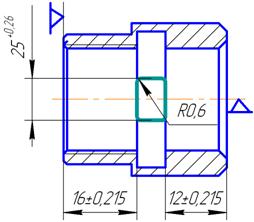
Мерительный инструмент: специальные калибры
Приспособление: специальные приспособления СОЖ: керосин
8. Токарная операция.
Расточить торцы канавки, обеспечив размер 14Н12 и
шероховатость Ra=1,6 мкм
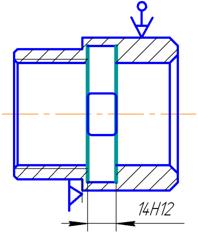
Оборудование: токарно-винторезный станок 16Б04А
Режущий инструмент: резец фасонный Т5К10 (твёрдый сплав)
Мерительный инструмент: специальный калибр
Приспособление: цанговый патрон, специальные приспособления
СОЖ: Аквол 6
Шлифовальная операция.
Шлифовать вал диаметром Ø55-0,3 на длину 12±0,21,
обеспечив 12 квалитет и шероховатость Rz=12,5 мкм
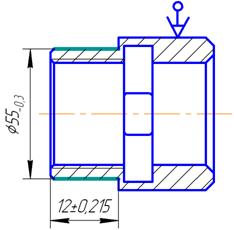
Оборудование: круглошлифовальный станок ЗУ12В
Режущий инструмент: шлифовальный круг
Мерительный инструмент: калибр скоба 55h12
Приспособление: цанговый патрон
СОЖ: сульфофрезол
Шлифовальная операция.
Шлифовать отверстие до диаметра Ø48+0,062 на длину 12±0,21, обеспечив 9 квалитет и шероховатость Ra=0,80 мкм; также обеспечив торцевое биение поверхности В относительно поверхностей А и Б не более 0,02 мм.

Оборудование: круглошлифовальный станок ЗУ12В
Режущий инструмент: шлифовальный круг
Мерительный инструмент: калибр пробка 48Н9
Приспособление: специальные приспособления
СОЖ: сульфофрезол
Контрольная операция.
а) Проверить шероховатость обработанных поверхностей детали, отсутствие заусенцев, забоин и вмятин на поверхности детали;
б) Проверить размеры детали;
в) Клеймить за контроль на бирке к партии деталей.
Порядок выполнения работы
1. Изучить методическое пособие.
2. Ознакомиться с порядком составления маршрутного технологического процесса.
3. Оформить отчет о работе, который должен содержать
- название и цель работы;
-маршрутный технологический процесс на изготовление детали машин;
- вывод по работе
ЛАБОРАТОРНАЯ РАБОТА № 6
ПРОЕКТИРВАНИЕ МАРШРУТНОГО ТЕХПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЦЕЛЬ РАБОТЫ: Научится разрабатывать маршрутные технологические процессы механической обработки деталей машин.
Выбор маршрута обработки производят из требований чертежа и принятой заготовки.
В зависимости от обрабатываемых поверхностей, выбирается способ обработки. По способу обработки выбирается оборудование.
Все детали по конфигурации разделяются на группы: валы, втулки, зубчатые колеса, корпусные детали и детали сложной конфигурации.
Детали групп – валы, втулки – имеющие цилиндрическую форму, обрабатываются на токарных станках.






