Исходя из рассмотренных возможных способов получения заготовки, наиболее оптимальные (соответствующие форме детали и свойствам материала способы – это центробежное литье и объемная горячая штамповка. Составляем матрицу влияния факторов на выбор заготовки (Таблица 3).
Матрица влияния факторов на выбор заготовки
Таблица 3

Выбираем горячую объемную штамповку.
3. Разработка технологии изготовления заготовки и детали с выбором оборудования и инструмента.
Технология горячей объемной штамповки:
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием. Технологический процесс зависит от формы поковки,[10].
Деталь – ступица.
Штамповочное оборудование – горизонтально ковочная машина (ГКМ) позволяет получить отверстие в заготовке, [12].
Горизонтально-ковочные машины (ГКМ), представляют собой механический пресс, расположенный в горизонтальной плоскости. (Рис.1.)

Рис. 1. Кинематическая схема горизонтально-ковочной машины.
Главный ползун 6 машины, несущий пуансон 7, приводится движение от
кривошипного вала 4 через шатун 5. Движение подвижной щеки вместе с под-
матрицей 10 осуществляется от бокового ползуна 12 системой рычагов 11. Сам боковой ползун приводится в движение с помощью кулачков 13, сидящих на кривошипном валу 4. Движение на привод передает мотор 1 через клиноременную передачу 2 и маховик 3,[12].
Штампы горизонтально-ковочной машин состоят из трех частей: неподвижной матрицы 9, подвижной 10 и пуансона 7, раскрывающихся в двух взаимно перпендикулярных плоскостях, что позволяет штамповать сложные поковки. Матрицы 9 и 10 имеют вертикальную плоскость разъема. Главный ползун 6 и боковой 12 горизонтально-ковочной машины в отличии от кривошипных пресс осуществляет движение в горизонтальном направлении, [12].
В отличие от штампов молотовых и прессовых, штампы для ГКМ имеют два взаимно перпендикулярных разъема и могут быть открытыми и закрытыми. Наличие двух разъемов в штампе создает лучшие условия для выполнения высадочных работ и позволяет получать поковки, как правило, без штамповочных уклонов. Поковки получаемые на горизонтально-ковочных машинах, обычно имеют форму тел вращения. Высокая точность штампованных поковок (4-5-й классы) позволяет сократить их механическую обработку на 60—75 % и приблизить их по форме и размерам к окончательно изготовляемым деталям, [12].
Для получения катка необходима штамповка с одновременной прошивкой отверстия (операция для поучения сквозного отверстия катка) (рис.2).

Рис.2. Штамп ГКМ для получения поковки с отверстием.
Заготовкой является цилиндрический пруток, который после нагрева закладывается в ручей 1 (заготовительный — для получения полуфабриката) штампа и, будучи зажатым матрицами, деформируется верхним пуансоном.
Деформированию подвержена часть заготовки, которая выступает из зажимной части ручья(Часть поверхности плашка, которая формирует поковку). В первом ручье производят набор материала вследствие того. Полученный в ручье 1 полуфабрикат переносится в ручей 2 (штамповочный предварительный – для оформления наружного контура), после деформирования в котором поковка получает вид B; в этом ручье, в отличии от ручья 1, где набор металла происходит в полости матрицы, формирующая полость находится и в матрице, и в пуансоне. В ручье 2 поковки оформлена по наружному контуру с наметкой отверстия. В ручье 3(штамповочный окончательный) происходит прошивка отверстия, диаметром пуансона равным диаметром прутка, после чего получается готовая деталь С. Прошивка осуществляется нижним пуансоном с помощью прошивной вставки 4. закрепленной в матрице. Благодаря прошивке деталь отделяется от прутка, [12].
Штамповка на горизонтально-ковочных машинах характеризуется высокой производительностью, возможностью изготавливать поковки сложной конфигурации без напусков; малыми отходами металла точностью размеров и чистотой поверхности и удобством работы, [12].
Последовательность получения заготовки:
1.Транспортировка проката со склада. Проката подбирается с учетом припусков. Припуск – это предусмотренное одностороннее увеличение размера заготовки по сравнению с наименьшим размером детали, обеспечивающее после обработки резанием требуемые, проставленные на чертеже размеры детали и шероховатости по поверхности, [8, с.7]. необходимо предусмотреть припуск на обработку резанием и снятие окалины.
2. Резка проката на мерные заготовки на пресс-ножницах. Отрезка на пресс-ножницах (рис.3,а) – наиболее дешевый и высокопроизводительный способ разделки прутков на мерные заготовки в массовом производстве,[5].

Рис. 3. - Схема отрезки заготовок на пресс—ножницах (а) и нож для разделки прутков (б): 1 - роликовый конвейер, 2 — заготовка, 3 - прижим‚ 4,6 - верхний и нижний ножи, 5 - упор, 7 - лоток.
Сущность этого способа состоит в следующем. Заготовку 2 по роликовому конвейеру 1 продвигают до регулируемого упора 5. Длина отрезаемой заготовки определяется положением упора 5. Прижим 3 с большим усилием P пр прижимает заготовку к нижнему неподвижному ножу 6, закрепленному на станине пресса,[5].
После этого верхний нож 4, двигаясь вниз, с усилием Р отр отрезает от прутка мерную заготовку. В процессе отрезки ножи сначала пластически внедряются в заготовку; в местах контакта последней с режущими кромками ножей возникают скалывающие встречные трещины; когда трещины сливаются‚ происходит скалывание металла. Заготовка отделяется от прутка без отходов и падает на наклонный лоток 7, по которому соскальзывает в тару. В течение всего процесса отрезки прижим удерживает заготовку от перемещения и предотвращает ее опрокидывание‚ возможное вследствие воздействия усилия отрезки, [5].
4. Нагрев заготовки газопламенным способом до температуры горячей деформации (1300°С). Рабочее пространство камерной печи (Рис.4) Нагревается путем передачи тепла конвекцией и излучением из окружающего пространства нагревательной камеры до необходимой и контролируемой температуры сжиганием газообразного топлива,[3].

Рис.4. Камерная нагревательная печь: 1 – под печи, 2 – заготовки. 3 – форсунки, горелки, 4 – окно загрузки-выгрузки заготовок. 5 – дымоход.
4. Заготовку закладывают в неподвижную матрицу и проводят штамповку с одновременной прошивкой отверстия (Рис.1, рис.2).
5. Очистка поковок от окалины. Очистку можно проводить в дробеметных установках (Рис.5). Дробеметная очистка заключается в использовании кинетической энергии чугунной или стальной дроби диаметром 0,5…2 мм, которая из дробеметного аппарата вылетает с большой скоростью, сильно ударяется о поверхности поковок и сбивает окалину, [4].

Рис.5. Схема дробеметной установки для удаления окалины.
Термическая обработка заготовки:
Термическую обработку поковок подразделяют: На предварительную – для снижения твердости, улучшения структуры, устранения внутренних напряжений и предупреждения флокенообразования и окончательную – для получения требуемых свойств. В поковках, полученных из проката, флокены не образуются (Сортовой прокат охлаждают замедленно), поэтому их, как правило, охлаждают на воздухе, [6].
В качестве окончательной термической обработки поковок применяют нормализацию с высоким отпуском, [6].
Нормализация: нагрев до 860 - 880°С, выдержка 1 мин/мм, охлаждение на воздухе. Отпуск 600 - 630°С,[9].
Для нагрева можно использовать камерную нагревательную печь (Рис.4).
Окончательная обработка детали:
Для обеспечения заданной шероховатости указанной поверхности и снятия фаски с ступицы, необходимо провести обработку резанием на металлорежущем станке (рис.6), [11].
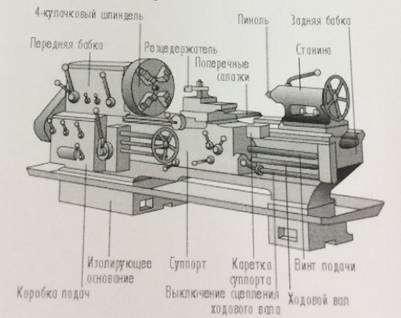
Рис.6. Устройство токарного станка по металлу.
Заключение
В данной курсовой работе был разработан технологический процесс изготовления детали «ступица» для массового производства. Заготовку выгоднее получать горячей объемной штамповкой. В качестве оборудования для штамповки была выбрана горизонтально-ковочная машина, которая позволяет проводить прошивку отверстий в заготовке. А так же описана последовательность получения заготовки и детали.
Для изготовления детали используется стандартный режущий инструмент и оборудование, что делает процесс изготовления более дешёвым.
Список литературы:
1. Гелин Ф.Д. металлические материалы: Сплав.- Мн.: Выш. Шк., 1987.- 368с.
2. ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей.
[Электронный ресурс] – Режим доступа:
http:/www/gocthelp.ru/text/GOST230973ESKDOboznachtni.html
3. Нагрев заготовок перед обработкой давлением [Электронный ресурс].
– Режим доступа: http://proizvodim.com/nagrev-zagotovok-pered-obrabotkoj-davleniem.html
4. Очистка поковок от окалины. [Электронный ресурс]. - Режим доступа: http://dello-kuzneca.blogspot.ru/2013/10/blog-post_9759.html
5. Разделка металла на заготовки [Электронный ресурс]. — Режим доступа: http://dlja-mashinostroitelja.info/2010/06/razdelka-metalla-na-zagotovki/
6. Самохоцкий А.И., Парфеновская Н.Г. Технология термической обработки металлов: Машиностроение 1976. 2е.изд
7. Сафонов Г.К. Технология конструкционных материалов: учебное пособие по курсовому проектированию/ Г.К. Сафонов, А.Ю. Третьяков; поц ред. Г.П. Мазеина — Челябинск: Издательский центр ЮУрГУ, 2014 — 44 с.
8. Семенов Е. И. Ковка и штамповка: Справочник. В 4-х т. — М.: Машиностроение‚ 1986. —— Т. 2. Горячая штамповка, 1986. — 692 с.
9. Сталь 40ХЛ [Электронный ресурс] – Режим доступа: http://www.m-invest.ru/spravochniki/marochnik-staley/stal-dlya-otlivok-obiknovennaya/40hl/
10. Технология конструкционных материалов: прессование, волочение,
ковка, горячая объемная штамповка [Электронный курс] - Режим Доступа: http://mashmex.ru/materiali/60-pressovanie-kovka.html?start=8
11. Токарные станки для обработки металла. [Электронный ресурс] – Режим доступа: http://мастер-деталь.рф/oborudovanie/shlifovalnye-stanki/item/27-tokarnaya-obrabotka.html
- Массовое производство [Электронный ресурс] – Режим доступа: https://utmagazine.ru/posts/10635-massovoe-proizvodstvo






