6.1 Разметку на металлопрокате и изготовление шаблонов следует выполнять с помощью металлических линеек и рулеток, соответствующих точности второго класса по ГОСТ 7502 и ГОСТ 427, штангенциркулей по ГОСТ 166, штангенрейсмусов по ГОСТ 164, угольников поверочных по ГОСТ 3749, угломеров с нониусом по ГОСТ 5378.
6.2 При разметке на металлопрокате и изготовлении шаблонов необходимо учитывать припуски на механическую обработку и усадку от сварки в соответствии с рекомендациями таблицы 2.
Таблица 2
┌──────────────────┬───────────────────────────────────┬────────────────┐
│ Назначение │ Характеристика припуска │Размер припуска,│
│ припуска │ │ мм │
├──────────────────┼───────────────────────────────────┼────────────────┤
│На ширину реза │При ручной кислородной резке│ │
│ │листового проката для толщины│ │
│ │стали, мм: │ │
│ │ 5-25 │ 4,0 │
│ │ 28-50 │ 5,0 │
│ │ 50-100 │ 6,0 │
│ │ │ │
│ │При машинной кислородной и│ │
│ │пламенно-дуговой резке листового│ │
│ │проката для толщины стали, мм: │ │
│ │ 5-25 │ 3,0 │
│ │ 28-50 │ 4,0 │
│ │ 50-100 │ 5,0 │
│ │ │ │
│ │При ручной кислородной резке│ 4,0 │
│ │профильного проката │ │
│ │ │ │
│На фрезерование│На каждый фрезеруемый торец │ 5,0 │
│торцов │ │ │
│ │ │ │
│На строгание и │На каждую обрабатываемую кромку: │ │
│фрезерование │при резке на гильотинных ножницах и│ 5,0 │
│кромок │кислородной ручной резке │ │
│ │ │ │
│ │при резке на газорезательных│ 3,0 │
│ │машинах │ │
│ │ │ │
│На усадку при│Стыковые швы (усадка│ │
│сварке │перпендикулярно стыку): │ │
│ │листовой прокат толщиной, мм: │ │
│ │ до 16 │ 1,0 │
│ │ " 40 │ 2,0 │
│ │ более 40 │ 3,0-4,0 │
│ │ │ │
│ │профильный прокат: │ │
│ │уголок, швеллер, трубы, балки с│ │
│ │высотой стенки, мм: │ │
│ │ 400 и менее │ 1,0 │
│ │ более 400 │ 1,5 │
│ │ │ │
│ │Продольные угловые швы, на каждый 1│ 1,0 │
│ │м шва │ │
└──────────────────┴───────────────────────────────────┴────────────────┘
Таблица 3
┌───────────────────────────────────┬───────────────────────────────────┐
│ Наименование параметра │ Предельное отклонение, мм │
├───────────────────────────────────┼───────────────────────────────────┤
│Внутренний диаметр втулок │ +0,15 │
│ │ │
│Расстояние между центрами двух│ +-0,25 │
│соседних втулок, в том числе по│ │
│диагонали │ │
│ │ │
│Расстояние между любыми втулками в│ +-0,35 │
│группе, в том числе по диагонали │ │
│ │ │
│Расстояние между группами отверстий│ +-1,0 │
└───────────────────────────────────┴───────────────────────────────────┘
Таблица 4

┌──────────────────────┬─────────────────────────────────┬──────────────┐
│ Тип детали │ Вид отклонения │ Предельное │
│ │ │ отклонение │
├──────────────────────┼─────────────────────────────────┼──────────────┤
│Опорные плиты │По ширине и длине │ +-5 мм │
│ │Зазор между линейкой и│ 0,3 мм │
│ │поверхностью плиты на длине не│ │
│ │более 1 м │ │
│ │ │ │
│Опорные ребра, столики│По ширине │ +-5 мм │
│ │По высоте │ +-3 мм │
│ │Тангенс угла отклонения опорной│ 0,001 │
│ │поверхности от оси детали не│ │
│ │более │ │
│ │ │ │
│Ребра жесткости и│ │ │
│фасонки: │ │ │
│примыкающие по двум│По ширине и высоте │ +-5 мм │
│сторонам (рисунок 1) │Тангенс угла отклонения│ 0,002 │
│ │примыкающих сторон не более │ │
│ │ │ │
│примыкающие по трем│По ширине │ +-5 м │
│сторонам (рисунок 2) │По высоте в пределах │От -2 до -4 мм│
│ │Тангенс угла отклонения│ 0,001 │
│ │примыкающих сторон │ │
│ │ │ │
│Диафрагмы: │ │ │
│примыкающие по трем│По ширине в пределах │От -2 до -4 мм│
│сторонам (рисунок 3) │По высоте │ +-5 мм │
│ │Тангенс угла отклонения│ 0,001 │
│ │примыкающих сторон │ │
│ │ │ │
│примыкающие по четырем│По ширине и высоте в пределах │От -2 до -4 мм│
│сторонам (рисунок 4) │Тангенс угла отклонения│ 0,001 │
│ │примыкающих сторон │ │
│ │ │ │
│Фасонки, соединяемые с│По длине и ширине │ +-10 мм │
│элементами внахлест │Тангенс угла отклонения любых│ 0,004 │
│ │двух сторон │ │
│ │ │ │
│Листовые детали│ │ │
│составных сечений: │ │ │
│полки │По ширине │ +-5 мм │
│ │ │ │
│стенки │То же │ +-2 мм │
│ │ │ │
│Листовые детали│По ширине │ +-3 мм │
│сварных карт и обечаек│По длине │ +-3 мм │
│труб │Неравенство диагоналей (Д) │ 0,001 │
│ │ │ │
│Детали из фасонных│По длине │ +-10 мм │
│профилей и составных│Тангенс угла отклонения торца от│ 0,004 │
│сечений, соединяемые│оси профиля │ │
│внахлест │ │ │
│ │ │ │
│То же, пристыковывае-│По длине │ +-3 мм │
│мые двумя торцами │Тангенс угла отклонения стыкуемых│ 0,0007 │
│ │торцов от оси профиля │ │
│ │ │ │
│То же, при передаче│По длине │ +-3 мм │
│усилия через торец │Тангенс угла отклонения опоры от│ 0,0007 │
│ │оси профиля │ │
└──────────────────────┴─────────────────────────────────┴──────────────┘
"Рисунок 1"

"Рисунок 2"
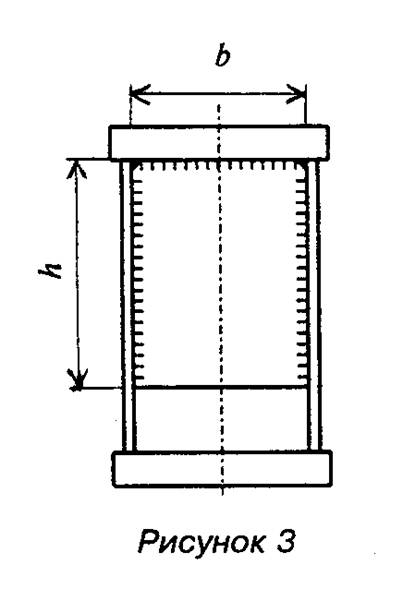
"Рисунок 3"

"Рисунок 4"
6.3 Разметку на металлопрокате и подметку по шаблонам следует выполнять чертилками и кернерами. Центры отверстий следует дополнительно пробивать кернером на глубину не менее 2 мм.
6.4 Кондукторы для сверления отверстий следует изготавливать из стали, при этом впрессованные втулки должны быть закалены.
Кондукторы должны быть изготовлены с точностью, приведенной в таблице 3.
Кондукторы должны быть приняты ОТК и замаркированы с указанием даты проверки. По мере работы следует выполнять повторные проверки точности (при изготовлении конструкций нового заказа).
6.5 Шаблоны необходимо изготавливать из материалов (металла, дерева, пластмассы, картона и др.), обеспечивающих требуемое качество шаблонов с учетом повторяемости их применения при изготовлении деталей. Предельные отклонения размеров шаблонов должны быть в два раза меньше значений, приведенных в таблице 4.
6.6 Маркировка шаблонов должна содержать: номер заказа, чертежа и детали; число деталей, диаметр и число отверстий (при наличии).





