

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Знание структуры и свойств материалов приводит к созданию принципиально новых продуктов и даже отраслей индустрии. Однако и классические отрасли также широко используют знания, полученные учёными-материаловедами для нововведений, устранения проблем, расширения ассортимента продукции, повышения безопасности и понижения стоимости производства. Эти нововведения были сделаны для процессов литья, проката стали, сварки, роста кристаллов, приготовления тонких плёнок, обжига, дутья стекла и др.
Методы, используемые материаловедением: металлографический анализ, электронная микроскопия, сканирующая зондовая микроскопия, рентгеноструктурный анализ, механические свойства, калориметрия, ядерный магнитный резонанс, термография.
Разделы наук, на которых базируется материаловедение
Термодинамика — для изучения стабильности, изменений фаз, для построения фазовых диаграмм.
Термический анализ, термогравиметрия — для изучения изменения свойств материалов при воздействии температуры и при взаимодействии с различными газами.
Кинетика — при изучении изменений фазового состояния вещества, термического разложения структуры и диффузии.
Химия твёрдого тела — для изучения химических процессов, проходящих в твёрдой фазе.
Физика твёрдого тела — для изучений квантовых эффектов в твёрдых материалах, например, исследование полупроводников и сверхпроводников.
Общая классификация и характеристика свойств материалов.
Механические и технологичсв-ва км.
Механическиесв-ва: показ отношение мат-ов к различным мех воздействиям. По ним рассчитыв конструкции:
Прочность; 2) предел текучести; 3) предел пропорциональности; 4) ударная вязкость.
|
|
Технологические св-ва: показ отношение мет-ов к различным технологиям обработки.
Литейные св-ва – как мат-л относится к литью
Ковкость 0 отнош-е м-ов к диф-ям под давлением
Свариваемость
Обработка резанием
Отношение к физико-хим методам обработки
Металлы с точки зрения физики и техники обладают общностью атома кристаллического строения и характерными физическими свойствами.
Все металлы обладают рядом свойств: специфическим блеском, хорошей электро-и теплопроводностью, способностью давать основные окислы и т. д.
Химические свойства металлов определяются активностью подвижных электронов, непрочно связанных с атомами.
Особенности кристаллического строения металлов и сплавов.
Кристаллизация металлов. При переходе металла из жидкого состояния в твердое происходит образование кристаллов. Атомы из хаотичного разброса занимают строго определенное место в кристаллической решетке.
Этот сложный процесс можно схематично представить следующим образом: при охлаждении расплавленного металла в нем зарождаются центры кристаллизации, от которых происходит рост конгломерата кристаллов — кристаллического зерна. При росте кристаллических зерен они сталкиваются и срастаются друг с другом, приобретая неправильную деформированную гроздеподобную или древовидную форму.
Скорость зарождения центров кристаллизации и роста зерен зависит от явления, называемого переохлаждением. Сущность явления состоит в том, что при охлаждении металла температура начала его кристаллизации ниже температуры плавления. Это свойственно всем металлам, хотя и не в одинаковой степени. Чем больше переохлаждение металла, тем большее количество центров кристаллизации образуется. Это приводит к формированию мелкозернистой структуры, имеющей более высокие механические показатели по сравнению с крупнозернистой. Ускорение процесса кристаллизации наблюдается, если в металле имеются нерастворимые примеси, являющиеся своеобразными центрами кристаллизации.
|
|
Сплавы. Для зуботехнических целей необходимы металлы, обладающие самыми разнообразными свойствами. Так, основные металлы должны обладать высокими физико-механическими свойствами, устойчивостью к коррозии, некоторые вспомогательные — низкой температурой плавления. Все металлы по своим свойствам должны соответствовать требованиям технологии: обладать нужной температурой плавления, быть ковкими или, наоборот, упругими, иметь допустимую усадку, коэффициент термического расширения и т. д. Этим требованиям в большей степени отвечают различные сплавы. Создание сплавов возможно потому, что многие металлы способны к взаимному растворению или к образованию химических соединений, другие — к образованию смесей.
Твердый раствор. Кристаллическая структура сплавов этой группы представляет собой решетку основного металла, в которой размещены атомы растворенного металла. Элементы таких сплавов способны к взаимному растворению как в жидком, так и в твердом состоянии. Примерами такого типа соединений являются широко применяемые в ортопедической стоматологии сплавы на основе золота, хромо-никелевые, хромокобальтовые, железоуглеродистые сплавы.
При затвердевании металла слиток может приобрести различную структуру, которая характеризуется большей или меньшей неоднородностью, что зависит от состава сплава, скорости охлаждёния и ряда других факторов.
Металлы, описываемые пространственной кристаллической решеткой, под которой понимают наименший комплекс атомов, при многократной трансляции которых по всем направлениям воспроизводится пространственная кристаллическая решетка.
Свойства металлов при прочих равных условиях определяются типом кристаллической решётки, т.е. количеством атомов, приходящихся на одну элементарную ячейку. На простую ячейку приходит с один полный атом.
 На ОЦК ячейку приходится два атома: один атом вносится атомом и один принадлежит только этой ячейке.
На ОЦК ячейку приходится два атома: один атом вносится атомом и один принадлежит только этой ячейке.
С изменением температуры свободная энергия для жидкого и твердого (кристаллического) состояния изменяется различно. Но для каждого металла есть такая температура, при которой свободные энергии жидкого и твердого состояний равны, металл в обоих состояниях находится в равновесии. Эта температура и называется теоретической температурой кристаллизации.
|
|
Охлаждение жидкого металла ниже теоретической температуры кристаллизации носит название явления переохлаждения. Разность между теоретической и фактической температурами кристаллизации называется степенью переохлаждения.
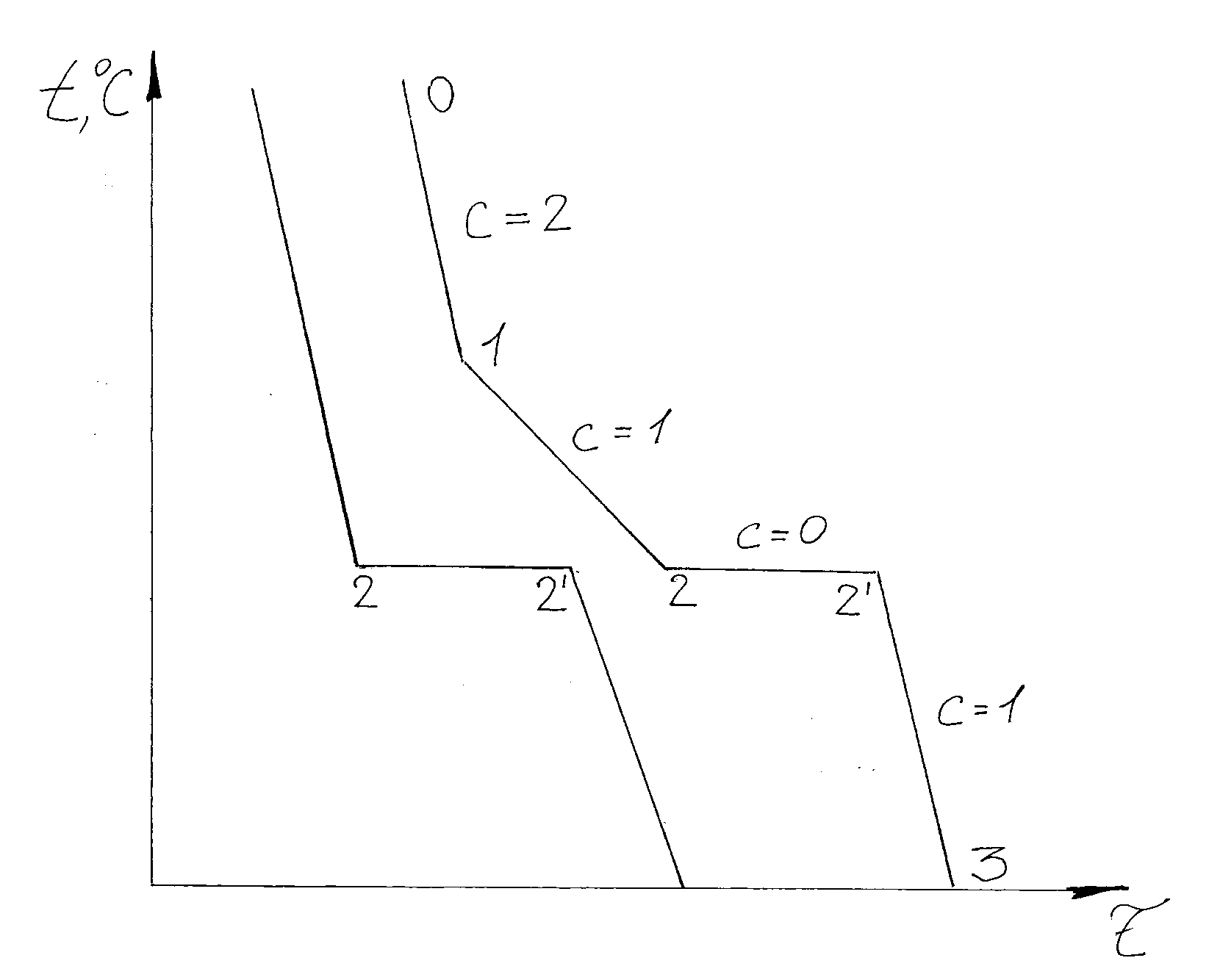
Процесс кристаллизации, т. е. переход из жидкого состояния в твердое, изображается кривыми охлаждения, которые строятся в координатах температура — время (рис. 24).
Жидкий металл при охлаждении не испытывает качественных изменений: кривая охлаждения идет плавно. При достижении теоретической температуры кристаллизации на кривой охлаждения появляется горизонтальная площадка, так как отвод тепла компенсируется выделяющейся при кристаллизации скрытой теплотой кристаллизации. Когда закончится процесс кристаллизации, кривая охлаждения снижается опять плавно.
При небольшом переохлаждении образуется малое количество крупных кристаллов, при большом — образуется значительное количество мелких кристаллов. Это находит место в практике литейного производства: при литье тонкостенных деталей получается мелкозернистая структура, а при литье деталей с толстыми стенками — крупнозернистая.
Процесс перехода из одной кристаллической формы в другую называется аллотропическим (полиморфным) превращением. Аллотропические формы обозначают начальными буквами греческого алфавита: альфа а, бета?, гамма у, дельта б и т. д., начиная с той формы, которая существует при более низкой температуре.
В процессе аллотропического превращения выделяется скрытая теплота кристаллизации (если превращение идет при охлаждении); на кривой охлаждения аллотропическое превращение отмечается горизонтальным участком. Аллотропические превращения имеют многие металлы, например железо, марганец, олово, титан и др.
На рис. 11 приведена кривая охлаждения железа, характеризующая аллотропические превращения. Железо имеет объемно-центрированную кубическую решетку до температуры 911° С и в интервале 1392— 1539° С (Fea), а от температуры 911 до 1392° С имеет гранецентрированную кубическую решетку (FeY). Высокотемпературная а-модифика-ция (от 1392 до 1539°С) иногда обозначается Feб (б-железо). При температуре 768° С происходит изменение магнитных свойств: ниже 768° С железо магнитно, выше 768° С железо немагнитно.
|
|
Хим. соединения.
Хим. соединения образуются при строго определенном количественном соотношении атомов. Для хим. соединения характерным является то, что кристаллическая решетка его отличается от кристаллической решетки сплавляемых компонентов. Если хим. соединение образуют металлы, то его называют интерметаллидом.
Твердые растворы.
Они образуются в том случае, когда в кристаллической решетке одного компонента атомы замещаются на атомы другого компонента. Это твердые растворы замещения. Бывают твердые растворы внедрения, твердые растворы вычитания.
Твердые растворы замещения подразделяют на растворы неорганической и органической растворимости.1) Основной металл, атомы в котором замещаются, называется растворителем.2) Растворенный компонент.
Для того, чтобы получить твердый раствор неорганической растворимости замещаются атомы растворенного компонента. Необходимо выполнение трех условий:
а) Кристаллические решетки обоих компонентов являются изоморфными (однотипными)
б) Разница в атомных радиусах не должна превышать 14 или 15 %
в) Сплавляемие компоненты должны находиться в одной части периодической таблицы.
Невыполнение хотя бы одного из условий приводит к образованию твердых растворов ограниченной растворимости. К растворам, в которых атомы кристаллической решетки растворителя частично замещаются атомами растворимого компонента.
Твердые растворы внедрения. Твердые растворы внедрения образуются, когда атомы одного компонента внедряются в пустоты или дефекты другого компонента. Такое возможно лишь в случае большого различия в атомных радиусах компонента. Твердые растворы внедрения образуют металлы с углеродом, азотом и твердые растворызамещения. Механические смеси.
Некоторые компоненты при сплавлении не взаимодействуют с образованием хим. соединений или твердых растворов. Они образуют механические смеси. Механические смеси отличаются от хим. соединений и твердых растворов тем, что в них сохраняются типы решеток характерных для сплавляемых компонентов
Сплавы на основе титана используются в нашей промышленности с пятидесятых годов прошлого столетия. Сплавы на основе титана отличаются такими характеристиками, как особая прочность, стойкость к температурам в широком диапазоне, стойкость к коррозии. Сплавы на основе титана обогащают алюминием, ванадием, хромом и медью, железом, кремнием, цирконием и другими добавками.
|
|
Каждая добавка придает сплаву то или иное дополнительное качество. Например, олово, а также добавки циркония считаются нейтральными упрочнителями сплавов на основе титана. Благодаря широкому спектру добавок, сплавы на основе титана используются в той или иной сфере. Полученные сплавом свойства позволяют использовать его в соответствующих качествам и свойствам отраслях.
Многие сплавы имеют хорошую пластичность, другие хорошо свариваются, жаростойки и жаропрочны. Высокопрочные изделия производят из таких марок сплавов с содержанием титана, как сплавы ВТ3-1, ВТ9, ВТ8, ВТ25 с жаропрочностью. Эти марки подходят для производства нагруженных изделий, производимых методом штамповки. Из этих марок сплавов делают особо прочные листы.
Деформируемые алюминиевые сплавы — предназначены для получения полуфабрикатов (листов, плит, прутков, профилей, труб и т. д.), а также поковок и штамповых заготовок путем прокатки, прессования, ковки и штамповки.
а) Упрочняемые термической обработкой:
Дуралюмины, «дюраль» (Д1, Д16, Д20*, сплавы алюминия меди и марганца [Al-Cu-Mg]) — удовлетворительно обрабатываются резанием в закаленном и состаренном состояниях, но плохо в отожженном состоянии. Дуралюмины хорошо свариваются точечной сваркой и не свариваются сваркой плавлением вследствие склонности к образованию трещин. Из сплава Д16 изготовляют обшивки, шпангоуты, стрингера и лонжероны самолетов, силовые каркасы, строительные конструкции, кузова автомобилей.Сплававиаль (АВ) удовлетворительно обрабатывается резанием после закалки и старения, хорошо сваривается аргонодуговой и контактной сваркой. Из этого сплава изготовляются различные полуфабрикаты (листы, профили, трубы и т.д.), используемые для элементов конструкций, несущих умеренные нагрузки, кроме того, лопасти винтов вертолетов, кованные детали двигателей, рамы, двери, для которых требуется высокая пластичность в холодном и горячем состоянии.Высокопрочный сплав (В95) имеет предел прочности 560-600 Н/мм2, хорошо обрабатывается резанием и сваривается точечной сваркой. Сплав применяется в самолетостроении для нагруженных конструкций (обшивки, стрингеры, шпангоуты, лонжероны) и для силовых каркасов в строительных сооружениях.Сплавы для ковки и штамповки (АК6, АК8, АК4-1 [жаропрочный]). Сплавы этого типа отличаются высокой пластичностью и удовлетворительными литейными свойствами, позволяющими получить качественные слитки. Алюминиевые сплавы этой группы хорошо обрабатываются резанием и удовлетворительно свариваются контактной и аргонодуговой сваркой.б) Не упрочняемые термической обработкой:
Сплавы алюминия с марганцем (АМц) и алюминия с магнием (АМг2, АМг3, АМг5, АМг6) легко обрабатываются давлением (штамповка, гибка), хорошо свариваются и обладают хорошей коррозионной стойкостью. Обработка резанием затруднена, поэтому для получения резьбы используют специальные бесстружечные метчики (раскатники), не имеющие режущих кромок.
Литейные алюминиевые сплавы — предназначенные для фасонного литья (как правило, хорошо обрабатываются резанием).Сплавы алюминия с кремнием (силумины) Al-Si (АЛ2, АЛ4, АЛ9) отличаются высокими литейными свойствами, а отливки — большой плотностью. Силумины сравнительно легко обрабатываются резаниемСплаы алюминия с медью Al-Cu (АЛ7, АЛ19) после термической обработки имеют высокие механические свойства при нормальной и повышенных температурах и хорошо обрабатываются резанием.Сплавы алюминия с магнием Al-Mg (АЛ8, АЛ27) имеют хорошую коррозионную стойкость, повышенные механические свойства и хорошо обрабатываются резанием. Сплавы применяют в судостроении и авиации.Жаропрочные алюминиевые сплавы (АЛ1, АЛ21, АЛ33) хорошо обрабатываются резанием.С точки зрения обработки фрезерованием, нарезания резьбы и токарной обработки, алюминиевые сплавы также можно разделить на две группы. В зависимости от состояния (закаленные, состаренные, отожженные) алюминиевые сплавы могут относиться к разным группам по легкости обработки:Мягкие и пластичные алюминиевые сплавы, вызывающие проблемы при обработке резанием:
а) Отожженные: Д16, АВ.
б) Не упрочняемые термической обработкой: АМц, АМг2, АМг3, АМг5, АМг6.
Сравнительно твердые и прочные алюминиевые сплавы, которые достаточно просто обрабатываются резанием (во многих случаях, где не требуется повышенная производительность, эти материалы могут обрабатываться стандартным инструментом общего применения, но если требуется повысить скорость и качество обработки, необходимо применять специализированный инструмент):
а) Закаленные и искусственно состаренные: Д16Т, Д16Н, АВТ.
б) Ковочные: АК6, АК8, АК4-1.
в) Литейные: АЛ2, АЛ4, АЛ9, АЛ8, АЛ27, АЛ1, АЛ21, АЛ33.
Медноникелевые сплавы, в том числе и так называемый «адмиралтейский» сплав, широко используются в судостроении и областях применения, связанных с возможностью агрессивного воздействия морской воды из-за образцовой коррозионной устойчивости.
Медь является важным компонентом твёрдых припоев — сплавов с температурой плавления 590—880 градусов Цельсия, обладающих хорошей адгезией к большинству металлов, и применяющихся для прочного соединения разнообразных металлических деталей, особенно, из разнородных металлов, от трубопроводной арматуры до жидкостных ракетных двигателей
Правило отрезков.
Посредством правила отрезков можно определить состав фаз в любой двухфазной области и количественное их соотношение. Правило отрезков состоит из двух частей. Первая часть: для того чтобы определить состав фаз через заданную точку в двухфазной области (точка соответствует конкретной температуре) проводят горизонтальную линию до пересечения с линиями, ограничивающими эту область. Проекция точек пересечения на ось концентрации даст нам состав фаз. Вторая часть: для того чтобы определить количество фаз через заданную точку проводят горизонтальную линию до пересечения с линией, ограничивающей эту область. Отрезки между заданной точкой и точками с соответствующим составом фаз обратно пропорциональны их количеству.


Правило фаз действует только в двухфазной области.
Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Производство чугуна и стали по объему превосходит производство всех других металлов вместе взятых более чем в десять раз.
Виды термической обработки
Среди основных видов термической обработки следует отметить:
Отжиг (гомогенизация и нормализация). Целью является получение однородной зёренной микроструктуры и растворение включений. Последующее охлаждение является медленным, препятствующим образованию неравновесных структур типа мартенсита.
Дисперсионное твердение (старение). После проведения отжига проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Отжиг и нормализация
Отжиг — процесс термической обработки, при котором нагревом до или выше температуры в интервале превращений, продолжительной выдержкой при этой температуре и последующим медленным охлаждением с заданной скоростью достигается устойчивая (равновесная) структура стали с повышенной пластичностью, вязкостью и без внутренних напряжений. На практике применяются различные виды отжига. Отжиг рекристаллизационный (отжиг 1-го рода) применяется для изделий при холодном их деформировании — при производстве холоднокатаной стальной ленты и деталей глубокой вытяжки с целью восстановления мелкозернистой, равновесной, мягкой и вязкой структуры наклепанного металла. Рекристаллизационный отжиг осуществляется путем нагрева стали до температуры 650—700°С (ниже критической точки Ая), выдержки при этой температуре и последующего медленного охлаждения. Полный отжиг (отжиг 2-го рода, или фазовой перекристаллизации) осуществляется путем нагрева стальных деталей ("изделий) до температуры на 30—50°С выше критической точки выдержки при этой температуре до полного превращения структуры в аустенит и последующего медленного охлаждения до температуры 500—600°С. Скорость охлаждения для углеродистых сталей должна быть 50—100°С, для легированных — 20—60°С в час. Полный отжиг является нормальным для доэвтектоидных сталей (содержащих до 0,8% углерода), а для заэвтектоидных сталей он неприменим, ибо делает их хрупкими. Неполный отжиг производится нагревом стали выше критической точки Aci, но ниже точки (в интервале между линиями GSE и PSK, см. рис. 1) и последующим медленным охлаждением. Неполный отжиг применяется для заэвтектоидной стали или сортового проката и поковок из доэвтектоидной стали с целью снятия внутренних напряжений и улучшения обрабаты-ваемости резанием. Отжиг изотермический осуществляется путем нагрева до нормальной. температуры отжига, медленного охлаждения до температуры немного ниже критической точки Аг (700—680°С), выдержки при этой температуре до полного превращения аустенита и последующего охлаждения на воздухе. Такой отжиг по результатам изменения физико-механических свойств аналогичен полному отжигу, но продолжительность операции резко сокращена. Он применяется исключительно для легированных сталей. Отжиг светлый (нормализация светлая) производится по любому из указанных выше тепловых режимов, но с применением защитных атмосфер или в печах с частичным вакуумом.. Светлый отжиг применяется для холоднокатаной ленты, прутков, проволоки, деталей холодной штамповки, а также;1ля защиты поверхности деталей от окисления и обезуглероживания. Нормализация — разновидность полного отжига, но отличается от последнего тем, что охлаждение изделий после выдержки производится на спокойном воздухе. Осуществляется она путем нагревания стали выше критической точки на 30—50°С, выдержки при этой температуре и последующего охлаждения на спокойном воздухе (скорость охлаждения 150—250°С в час). Нормализация применяется для получения мелкозернистой однородной структуры металла с малым и средним содержанием углерода, устранения наклепа, снятия внутренних напряжений, улучшения обрабатываемости резанием и подготовки детали для цементации.
Закалка сталей.
Закалка стали. Наиболее широкая группа материалов, подвергаемых Закалка, — стали. В соответствии с диаграммой состояния железо-термодинамически устойчивым состоянием стали при температурах, расположенных выше линии GSE диаграммы состояния, является аустенит — раствор углерода в g-железе (см. Железоуглеродистые сплавы); ниже линии PSK — смесь феррита (раствора углерода в a-железе) и цементита (карбида железа Fe3C). При медленном охлаждении от температур, расположенных выше линии PSK, аустенит в соответствии с диаграммой состояния должен распадаться на феррит и цементит. Скорость этого превращения меняется с температурой и при достаточно низкой температуре становится настолько малой, что аустенит практически не распадается. При дальнейшем снижении температуры аустенит превращается в мартенсит, появление которого в структуре стали приводит к резкому увеличению твёрдости, прочности, магнитного насыщения и к снижению пластичности. Цель Закалка стали — получение полностью мартенситной структуры (без продуктов распада аустенита), т. е. подавление при быстром охлаждении распада аустенита и сохранение его вплоть до температур, при которых начинается мартенситное превращение. Минимальная скорость охлаждения, достаточная для предотвращения распада аустенита, носит название критической скорости Закалка стали.В практике термической обработки металлов для получения металлов, в частности сталей, с определенными свойствами применяют различные виды Закалка В зависимости от условий нагрева различают Закалка полную и неполную. При полной Закалка быстрое охлаждение стали производят после нагрева её до температур, лежащих выше линии GSE. При этом сталь полностью переводится в аустенитное состояние. При неполной Закалка (главным образом инструментальных сталей) металл нагревают до температур выше линии PSK; после охлаждения в структуре могут сохраняться нерастворившиеся при нагреве т. н. избыточные фазы (феррит или цементит и более сложные карбиды). В зависимости от условий охлаждения различают Закалка изотермическую, ступенчатую и др. При изотермической Закалка сталь нагревают до температур выше линии GSE (полная Закалка) или выше PSK (неполная Закалка), затем быстро охлаждают до температур ниже линии PSK и дают т. н. изотермическую выдержку, при которой происходит превращение аустенита в др. структуры (перлит, бейнит). В этом случае свойства окончательных продуктов определяются температурой изотермической выдержки: твёрдость и прочность материала возрастают по мере снижения температуры. При ступенчатой Закалка охлаждение с большой скоростью производят до температуры, несколько превышающей температуру мартенситного превращения, и дают выдержку, необходимую для выравнивания этой температуры по всей толщине изделия (ступень), а затем охлаждение ведут медленно до образования в структуре мартенсита. Внешние факторы, главным образом закалочная среда (вода, масло, расплавленная соль) и давление, также определяют результаты Закалка Закалённая сталь отличается большой хрупкостью, поэтому после Закалка её обычно подвергают отпуску. При одной и той же твёрдости сталь, подвергнутая. Это определяет чрезвычайно широкое использование.
Отпуск закаленных сталей.
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите. Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость а н, повышенное удлинение d и предел текучести s т по сравнению со сталью с пластинчатой структурой. Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку альфа-железа. Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева. Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости (Таблица 2.). Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета - от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220oС; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали. При низком отпуске (нагрев до температуры 200-300 °) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого (табл.). Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес. При среднем (нагрев в пределах 300-500 °) и высоком (500-700 °) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. Происходящее при этом изменение свойств стали можно проследить по кривым диаграммы.При высоком отпуске сталь получает наилучшее сочетание мех-их св-тв, повышение прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит называют кузнечных штампов, пружин, рессор.
Цементация стали.
Цементацией называется процесс поверхностного насыщения стали углеродом для получения у детали высокой поверхностной твердости, износоустойчивости и повышенной усталостной прочности. Цементации подвергают детали, изготовляемые из низкоуглеродистых сталей (с содержанием 0,10-0,30% углерода) марок 10, 15, 20, 25 или низколегированных сталей марок 15Г, 20Г, 20Х, 25ХГ, 18ГМ, 15ХФ, 20 ХМ, 12Х2Н4 и др. Цементация проводится в углеродосодер-жащей среде при температуре выше Ас3, когда сталь имеет структуру аустенита, в котором может раствориться до 2,14 % углерода. Различают цементацию в твердом карбюризаторе, газовую и жидкую.
Газовая цементация.
Жидкая цементация
Жидкая цементация осуществляется в расплавленных солях, содержащих 75-80 % Na2CO3, 10-15 % NaCl и 6-10 % SiC при температуре 850-900 °С. Науглероживающим элементом является карбид кремния. Длительность процесса 0,5-2 ч. Толщина слоя цементации 0,2-0,6 мм. После цементации проводят закалку с последующим отпуском для придания поверхностному слою требуемых свойств.
Азотирование стали
Азотирование - это процесс насыщения поверхности стальных изделий азотом для повышения твердости, износостойкости и коррозионной стойкости. Азотирование проводят в герметически закрытых муфелях в присутствии аммиака при нагреве до 500-700 °С. Аммиак диссоциирует с выделением атомарного азота, который поглощается поверхностью и диффундирует вглубь металла, образуя азотированный слой. Различают прочностное и антикоррозионное азотирование.
Прочностное азотирование
Цианирование стали
Порошковая металлургия - область техники, охватывающая совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них (или их смесей с неметаллическими порошками) без расплавления основного компонента.
Технология порошковой металлургии включает следующие операции:
получение исходных металлических порошков и приготовление из них шихты (смеси) с заданными химическим составом и технологическими характеристиками;
формование порошков или их смесей в заготовки с заданными формой и размерами (главным образом прессованием);
Получение порошков
- Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы);
- распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность;
- получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом;
- электролитическое осаждение металлов;
- термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.
Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Химические свойства
Химические свойства порошков зависят от содержания основного металла или основных компонентов, входящих в состав комплексных порошков, а также от содержания примесей, различных механических загрязнений и газов. Также важными химическими особенностями порошков являются их воспламеняемость, взрываемость и тоскичность.
Содержание основного металла в порошке или сумма основных компонентов сплава составляет обычно более 98-99%, что для последующего изготовления большинства порошковых материалов достаточно. В некоторых случаях при производстве изделий с особыми свойствами (например, магнитными) применяют более чистые металлические порошки.
Предельное количество примесей в порошках определяется допустимым содержанием их в готовой продукции. В металлических порошках содержится значительное количество газов (кислорода, водорода, азота и др.) как адсорбированных на поверхности, так и попавших внутрь частиц в процессе изготовления или при последующей обработке.
Воспламеняемость порошка связана с его способностью к самовозгоранию при соприкосновении с окружающей атмосферой, которая при относительно невысоких температурах может привести к воспламенению порошка или даже взрыву.
Воспламеняемость порошка зависит от того, находится ли он в свободно насыпанном состоянии (в виде аэрогеля) или в виде взвеси в окружающей атмосфере (в виде аэрозоля). Для аэрогелей определяют температуры самонагревания, тления, самовоспламенения, а также энергию воспламенения.
Взрываемость порошка. Сверхвысокие скорости химического взаимодействия порошка с кислородом приводят к почти мгновенному выделению энергии, которое сопровождается образованием и распространением взрывной волны (происходит взрыв).
Металлические порошки, располагающиеся слоем (аэрогели), не способны взрываться. Поэтому, рассматривая взрываемость порошков, имеют в виду взрываемость аэрозолей, т.е. взвеси металлических частиц в газе.
Токсичность порошка. Практически пыль любоко из металлов, в том числе и совершенно безвредных в компактном состоянии, воздействует на человека и может вызвать патологические изменения в его организме, фиброгенные и аллергические заболевания. Степень опасности для здоровья человека металлических пылей зависит от их химического состава и степени окисленности, размера частиц, их концентрации, длительности воздействия, путей проникновения в организм и т.д. Технологические и санитарно-технические мероприятия должны поддерживать в производственн
|
|
|
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!