 +
+ 


 +
+ 
Чтобы уменьшить расчетные минимальные зазоры и тем самым повысить точность базирования, не нарушая условия возможности установки на два пальца (1), один из них срезают, как показано на рисунке 6, чем увеличивают зазор в направлении размера А  .
.

Рисунок 6. Геометрические параметры срезанного пальца.
Условия возможности установки на цилиндрический и срезанный пальцы.
+  +
+
Определение величины предельного смещения (поворота) детали при установке её по плоскости и отверстиям на 2 пальца.
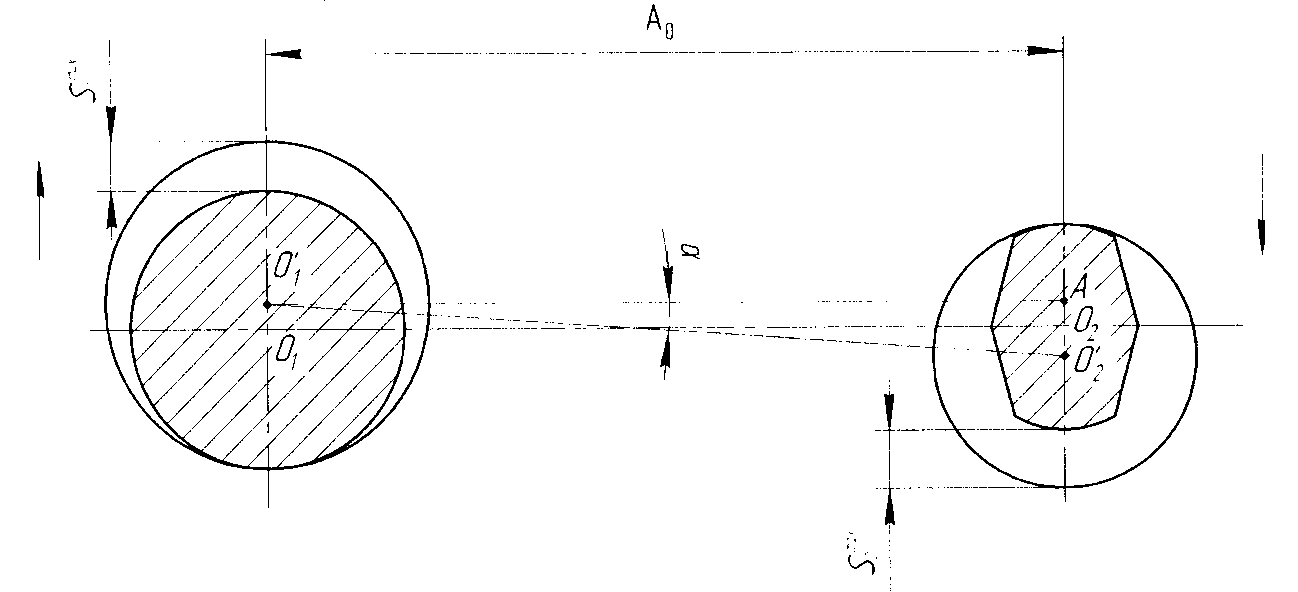
Рисунок 7. Схема для определения предельного смещения (поворота) детали при установке по плоскости и отверстиям на цилиндрический и срезанный пальцы.
Предполагаем худший предельный случай (рисунок 7), т.е. что зазоры в сопряжениях пальцев с отверстиями оказались максимальными.
O  =O
=O  =
=  ; O
; O  =
=  ;
; 
 .
.
Рассматривая прямоугольный треугольник  , находим:
, находим:
 .
.
Показать теоретическую схему базирования и охарактеризовать базы по лишаемым степеням свободы и характеру проявления для случая установки цилиндрической заготовки в трех кулачковом самоцентрирующемся патроне. Составить размерную цепь и определить ожидаемую погрешность базирования при подрезке торцов заготовки, согласно приведенной схемы.
10. Укажите базы при установке цилиндрической заготовки в призму с упором в торец. Определить погрешность базирования (eб) цилиндрической заготовки при фрезеровании лыски за один рабочий ход на вертикально-фрезерном станке.
Рассмотрим схему установки вала диаметром d в призме при фрезеровании паза, размер которого задан от различных конструкторских баз.

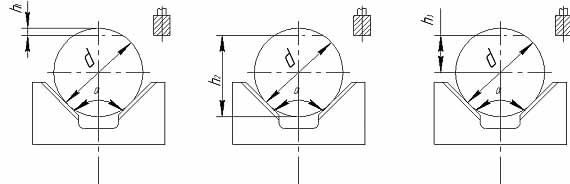
Во всех случаях вал устанавливают по вспомогательной базе и, таким образом, погрешность базирования неизбежна и зависит от допуска на диаметр вала d и угла призмы  .
.
Для расчета погрешностей базирования предположим, что на призме установлен вал с наибольшим предельным диаметром d max и наименьшим предельным диаметром d min; тогда величина h1, h2; h3 из геометрических построений будет характеризовать величину погрешности базирования для каждой схемы соответственно.


 , К - коэф. зависящий от угла призмы
, К - коэф. зависящий от угла призмы

11. Приведите зависимость jст = ¦(Х) для определения жесткости токарного станка при обработке заготовки в центрах, если известны жесткости основных узлов станка jсуп, jзб, jпб, а также длина заготовки L, координата Х и составляющая силы резания Py.
Жесткость упругой системы СПИД выражается отношением радиальной составляющей силы резания, направленной по нормали к обрабатываемой поверхности, к смещению режущей кромки инструмента относительно детали, отсчитываемому в том же направлении, при действии всех составляющих сил резания.

где  - жесткость системы;
- жесткость системы;
 - радиальная составляющая силы резания;
- радиальная составляющая силы резания;
У - смещение режущей кромки инструмента (деформация упругой системы).
Аналогично выражается жесткость отдельных элементов технологической упругой системы - для суппорта ( ), передней бабки (
), передней бабки ( ), задней бабки (
), задней бабки ( ), обрабатываемой детали (
), обрабатываемой детали ( ) и т.д.
) и т.д.
Существует несколько методов определения жесткости металлорежущих
станков или их отдельных узлов:
6. статический (испытания на неработающем станке);
7. производственный (испытания при обработке заготовки).
Статический метод заключается в постепенном нагружении узлов станка силами, воспринимающими действие силы резания с одновременным измерением возникающих при этом деформаций.
Перемещения узлов станка измеряются в направлении действия силы PY, нормальной к обрабатываемой детали, т.к. эти перемещения имеют основное значение, хотя на деформацию системы в этом направлении оказывают некоторое влияние и составляющие PX и PZ.
Определенный при этом коэффициент жесткости может приближенно характеризовать упругие свойства системы СПИД, но не отражает действительных условий работы станка.
При определении жесткости системы СПИД в производственных условиях узлы станка нагружают ступенчато с постоянно возрастающей нагрузкой с одновременным измерением величины перемещения узлов станка в направлении, нормальном к обрабатываемой поверхности. При производственном методе испытания жесткости заготовка обрабатывается с переменной глубиной резания, для этого удобно использовать заготовку с наличием эксцентриситета. Глубина резания за половину оборота заготовки изменяется при этом от. tmin до tmax.






