Автоматизация расчета
И проектирования инструмента
Рекомендовано Учебно-методическим объединением по образованию в области автоматизированного машиностроения в качестве учебного пособия для студентов высших учебных заведений, обучающихся по специальности “Инструментальные системы машиностроительных
производств”
Тула 2002г.
УДК
М.В. Ушаков Автоматизация расчета и проектирования инструмента: Учеб. Пособие. –Тула: ТулГУ.- с.
ISBN
Изложены основы проектирования режущей части сложных инструментов с оптимальным подбором расчётных зависимостей, позволяющих провести автоматизацию процесса расчётов, даны примеры по подготовке исходных данных при расчёте инструмента для обработки типовых изделий, рассмотрены условия выбора действительного решения из множества получаемых при расчёте.
Учебное пособие предназначено для студентов специальности 121300-«Инструментальные системы машиностроительных производств», а также может быть полезно инженерам-конструкторам, связанным с проектированием и расчётом металлорежущих инструментов.
Ил.. Табл.. Библиогр. - назв.
Научный редактор: д.т.н., проф. В.Б. Протасьев
Рецензенты:
Редактор
Печать
Обложка художника
Темплан
Лицензия № от. Подписано в печать
Формат Бумага типографская №. Офсетная печать.
Печ. л.. Усл. Кр.-отт. Уч.-изд. л. Т. экз.
Тульский государственный университет,
300600, Тула, пр. Ленина,92
ISBN Тульский государственный университет, 2002
Оглавление
ВВЕДЕНИЕ. 7
ТЕОРЕТИЧЕСКИЕ ПАРАМЕТРЫ НОМИНАЛЬНОЙ ПОВЕРХНОСТИ ДЕТАЛИ И ПРОИЗВОДЯЩЕЙ ПОВЕРХНОСТИ ИНСТРУМЕНТА. ПАРАМЕТРЫ УСТАНОВКИ. 12
1. Теоретические параметры номинальной поверхности детали. 12
1.1. Конструктивные параметры профилей типовых деталей, при обработке которых используются инструменты сложной формы. 14
1.2. Рекомендуемые теоретические параметры номинальной поверхности детали. 16
1.3. Параметры точек отрезка прямой линии. 19
1.4. Параметры точек дуги окружности. 19
1.5. Перевод параметров из осевой в торцовую плоскость. 20
2. Параметры профиля производящей поверхности инструмента. 22
2.1. Основной червяк. 23
2.2. Дисковый инструмент. 23
2.3. Реечный инструмент. 24
3. Параметры установки инструмента (производящей поверхности) относительно детали (номинальной поверхности). 24
3.1. Параметры установки дискового инструмента. 25
3.2. Параметры установки реечного инструмента. 26
3.3. Параметры установки червячного инструмента. 27
3.4. Преобразования координат. 29
РАСЧЕТ ПАРАМЕТРОВ ДИСКОВОГО ИНСТРУМЕНТА.. 32
1. Определение профиля производящей поверхности дискового инструмента по заданной номинальной поверхности детали (прямая задача). 32
1.1. Вывод расчетных зависимостей. 32
1.2. Условия формообразования. 35
1.3. Анализ уравнения касания. 37
2. Определение профиля номинальной поверхности детали по заданной производящей поверхности дискового инструмента (обратная задача). 39
3. Особенности расчета дискового инструмента. 41
3.1. Расчет дискового инструмента для обработки канавок спирального сверла. 42
3.2. Расчет дискового инструмента для обработки винтовой канавки шнекового сверла. 45
Определение производящей поверхности реечных и червячных инструментов для обработки винтовых поверхностей. 49
1. Определение производящей поверхности реечного инструмента. 49
2. Определение производящей поверхности червячного инструмента. 53
3. Особенности расчета червячных инструментов для обработки шлицевых валов. 57
3.1. Валы с прямобочными шлицами с базированием по внутреннему диаметру. 57
3.2. Валы с прямобочными шлицами с базированием по наружному диаметру. 58
3.3. Валы с треугольными шлицами. 59
ОПРЕДЕЛЕНИЕ КООРДИНАТ РЕЖУЩИХ КРОМОК ДИСКОВОГО И ЧЕРВЯЧНОГО ИНСТРУМЕНТОВ. ФОРМЫ ЗАДНИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ. 61
1. Определение координат режущих кромок у дискового инструмента с плоской передней поверхностью. 61
2. Определение координат режущих кромок у червячных фрез с винтовой передней поверхностью. 62
3. Определение координат режущих кромок у червячных фрез с плоской передней поверхностью. 66
4.Формирование задней поверхности у инструментов. 68
4.1. Расчет профиля затыловочного резца для затылования червячных фрез по Архимедовой спирали. 71
4.2. Расчет профиля затыловочного шлифовального круга для затылования червячных фрез по Архимедовой спирали. 73
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС.. 75
1. Расчет конструктивных параметров зубчатого цилиндрического колеса. 75
2. Технологические параметры зуба колеса. 80
3. Определение радиусов начальных окружностей в общем случае винтового зацепления. 85
4. Расчет параметров характеристических точек профиля зуба колеса. 89
РАСЧЕТ ПАРАМЕТРОВ ДИСКОВЫХ ШЕВЕРОВ ДЛЯ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ КОЛЕС.. 91
6.1. Исходные параметры для расчета шевера. 94
6.2. Расчет нового шевера. 95
6.3. Расчет сточенного шевера. 101
6.4. Расчет технологических параметров шевера. 104
РАСЧЕТ ПАРАМЕТРОВ ПРЯМОЗУБЫХ ДОЛБЯКОВ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС.. 106
7.1. Исходные параметры для расчета долбяка. 107
7.2. Расчет производящей поверхности нового долбяка. 110
7.3. Расчет производящей поверхности сточенного долбяка. 112
7.4. Коррекция искажения профиля производящей поверхности долбяка, связанная с нанесением передней поверхности. 119
7.5. Расчет технологических параметров нового долбяка, необходимых для его изготовления. 123
ПОСТАНОВКА ЗАДАЧ ПО РАСЧЕТУ ИНСТРУМЕНТА. СОЗДАНИЕ САПР ИНСТРУМЕНТА.. 126
ЗАКЛЮЧЕНИЕ. 130
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.. 131
ВВЕДЕНИЕ
Процесс обработки металлов резанием можно представить как внутреннее взаимодействие элементов технологической системы, включающей такие составляющие как: оборудование, инструмент, технологическую оснастку и обрабатываемую деталь [4]. Получаемая в процессе обработки поверхность детали является результатом влияния на процесс обработки “свободных” (управляющих) параметров технологической системы. Параметры обрабатываемой поверхности (ее форма, геометрические размеры, показатели точности, шероховатости, качества поверхностного слоя и т.п.) можно рассматривать как результат функциональных связей, создаваемых в рассматриваемой технологической системе между свободными параметрами ее элементов [6]. К данным свободным параметрам относятся: форма и конструктивные размеры инструмента; мощность, количество и форма рабочих движений используемого оборудования; жесткость элементов технологической системы и т.п. В процессе технологической подготовки производства на основе инвертирования функциональных связей в качестве независимых - исходных параметров проектирования процесса обработки, принимаются параметры обрабатываемой поверхности детали, а параметры технологической системы являются определяемыми - производными. Большое количество производных параметров по отношению к исходным приводит к тому, что для полной определенности функциональных связей необходимо, чтобы часть производных параметров выступала как независимые. Так как наряду с произвольным определением элементов технологической системы - как заново создаваемых и проектируемых, часть их них, такие как: набор рабочих (формообразующих) движений, точность, жесткость и виброустойчивость элементов и т.п., могут выступать как заранее заданные. Это связано с областью применения технологических процессов; параметрами выбранного, выпускаемого или существующего на предприятии оборудования и оснастки; а также с существующими на данном этапе развития ограничениями по точности, жесткости, реализации движений, силовых характеристик и т.п. процессов и технологических систем.
Взаимосвязь между всеми параметрами технологической системы в процессе механической обработки очень сложна и даже в настоящее время не имеет полного математического описания, позволяющего производить эффективную оптимизацию процесса по заданным критериям (экономичности, производительности, заданному периоду изготовления и т.п.). Поэтому на данном этапе развития проблема проектирования технологических процессов разделена на взаимосвязанные, но функционально обособленные задачи, включающие: определение характеристик и ограничительных критериев процессов обработки; разработку технологического оборудования и оснастки; расчет и проектирование конструктивных параметров инструмента. Следует отметить, что решением каждой из данных задач ввиду широты охвата проблем занимается большое количество научных направлений, приоритетными из которых являются: “Технология машиностроения”, “Резание металлов”, “Металлорежущие станки и оборудование”, “Проектирование металлорежущих инструментов”.
Проектирование металлорежущих инструментов включает разработку конструкций инструментов, удовлетворяющих принятой технологической системе обработки [12], которая содержит: параметры обрабатываемой поверхности; описание принятого способа обработки; вид и параметры технологического оборудования; способы контроля результатов процесса обработки. В процессе проектирования при невозможности соблюдения заданных параметров обрабатываемой поверхности возможно существование обратной связи, позволяющей вырабатывать рекомендации по изменению элементов технологической системы, однако процесс изменения достаточно трудоемок (разработка новых процессов или конструкций оборудования) и обычно сводится к замене процесса обработки или используемого оборудования с ориентацией на типовые технологические процессы и опыт обработки аналогичных деталей. Поэтому проектирование металлорежущих инструментов можно в большинстве случаев считать производной (заключительной) операцией в системе разработки технологического процесса формирования заданной поверхности детали.
Процесс проектирования металлорежущего инструмента обычно включает два взаимозависимых этапа:
1. выбор или проектирование конструктивных элементов, связанных с установкой и ориентацией инструмента относительно исполнительных механизмов оборудования;
2. проектирование режущей части инструмента, обеспечивающей обработку поверхности детали с соблюдением всех заданных технологических параметров. Он базируется на геометрических расчетах с ориентацией на имеющиеся критериальные оценки по мощности обработки, прочности элементов, а также на результаты использования типовых конструкций [6].
Сложность и состав движений, необходимых при формировании заданной поверхности, значительно увеличивает объем и усложняет процесс расчета режущей части инструмента, поэтому в настоящее время его проведение практически невозможно без использования ЭВМ [8]. Современные ЭВМ обладают огромными возможностями для совершенствования процесса проектирования вообще и процесса проектирования металлорежущих инструментов в частности. Чтобы использовать все возможности ЭВМ для проектирования металлорежущих инструментов, необходимо положить в основу расчетов такой метод, который был бы аналитическим, имел строгую формализацию процесса проектирования, четко определял критерии оптимизации, был бы в максимальной степени общим и позволял решать все вопросы проектирования инструмента комплексно.
Наиболее полно отвечающим поставленным выше требованиям является методы решения вопросов формообразования поверхностей деталей и поверхностей режущей части инструмента, изложенные в работах С.И.Лашнева, М.И.Юликова и В.Ф.Романова [6,7,8,11]. Методы являются аналитическими и позволяют определять:
а) координаты профиля производящей поверхности инструмента по заданным параметрам поверхности детали и параметрам установки инструмента (прямая задача);
б) координаты профиля обработанной поверхности детали по заданным параметрам производящей поверхности и параметрам установки инструмента (обратная задача);
в) координаты переходных кривых и подрезов на профиле обработанной поверхности, границы и вид искажения профиля детали;
г) оптимальные параметры установки инструмента для получения наилучшего профиля инструмента с технологической и эксплуатационной точек зрения, а также для получения поверхности детали без переходных кривых и подрезов;
д) форму передних и задних поверхностей режущей части инструментов;
е) погрешности, вызванные заменой теоретически точной поверхности режущей части инструмента поверхностями наиболее удобными в технологическом отношении;
ж) влияние допусков изготовления и установки инструментов на точность обработки поверхностей деталей;
з) отклонения профиля поверхностей деталей, возникающих в результате переточек и правок инструментов;
и) профили резцов и шлифовальных кругов для затылования и заточки зубьев инструментов (инструменты второго порядка).
Большая часть данных задач будет разобрана в представленном учебном пособии, остальные же предлагаются для самостоятельного изучения.
Решение каждой задачи представляется в виде набора зависимостей или уравнений, применимых к большой группе инструментов, легко программируемых и являющихся отдельными расчетными блоками. В зависимости от поставленной цели эти блоки могут объединяться в необходимой последовательности и количестве по заданному алгоритму в сквозные программы.
Следует помнить, что изучаемый метод применим только к поверхностям, допускающим движение "самих по себе" [8,12], а также к поверхностям, которые с достаточной точностью могут быть приведены к таким. В общей сложности указанным методом решается около 95 % задач по проектированию инструмента.
Основной червяк.
Основной червяк - это винтовая поверхность теоретически точно сопрягающаяся с профилем обрабатываемого изделия. Как и номинальная поверхность детали (рис.1.2.) он задается профилем торцового или осевого сечения в виде массива точек, каждая из которых также описывается четырьмя параметрами. Для отличия параметров точек основного червяка им присваивается индекс “o” (основной) - ro, do, xo, ro, а также общий винтовой параметр р0. Инструментами, имеющими винтовую производящую поверхность являются - червячные фрезы, шеверы и т.п.
Дисковый инструмент.
Дисковый инструмент соответствует основному червяку с рo = 0 и форму любого торцового сечения представляет окружность, поэтому он задается параметрами точек осевого профиля (рис.1.11.), которым присваивается индекс “U”- Ru, Zu, su, ru,где угол su соответствует углу xa.
 . (19)
. (19)
Если  , то и su > 0.
, то и su > 0.
Дисковый инструмент – это дисковые фрезы, шлифовальные круги, цилиндрические фрезы и т.п.
Реечный инструмент.
Реечный инструмент - представлен зуборезными рейками, всевозможными фасонными протяжками и т.д. В расчетах обычно используют не сам инструмент, а его производящую поверхность в виде основной рейки с прямолинейной направляющей и заданным в дискретной форме профилем поперечного сечения, параметрам точек которого присваивается индекс “P ” - Xp, Zp, ap, rp (рис.1.12.).
Ось Zp обычно совпадает с начальной прямой, по которой производится обкат - качение без скольжения (рис.1.12.) по начальному цилиндру формируемой детали.
Анализ уравнения касания.
Уравнение касания является трансцендентным (то есть неявным) относительно искомого параметра - t, но оно довольно просто решается с помощью ЭВМ любым методом последовательных приближений [8]. Допустим t не является решением уравнения. Подставив его в уравнение получимкакое-тозначение
 . (33)
. (33)
Изменяя t добиваемся, чтобы q(t) = 0.
В общем случае при m ¹ ¥ и e ¹ 0 значения параметра t могут находиться в пределах от —p до +p. Если графически изобразить функцию q(t), то решение уравнения касания будет представлено в виде пересечения графика функции с осью t, причем при решении уравнения возможно 3 варианта:
I. n2 > n1 (рис.2.4).
В этом случае уравнение имеет два решения в пределах от -p до 0 и от 0 до +p.
2. n2 < n1 (рис.2.5.)
В этом случае возможны 3 варианта:
а) уравнение имеет 4 корня в диапазонах интервалов -p...tМ1, tМ1...0, 0... tМ2, tМ2... +p,
где  ; (34)
; (34)
б) уравнение имеет 2 корня, которые равны tМ1,2 из (34);
в) уравнение не имеет корней - данный случай соответствует не выполнению I условия формообразования.
3. n2 = n1 (рис.2.6).
В этом случае наинтервале от - p до +p имеется всего 1 корень.
Указанные условия помогают формировать алгоритм поиска решений.
В процессе решения задач формообразования в виду наличия нескольких корней уравнения касания может существовать несколько решений. Определение действительного решения рекомендуется производить в следующей последовательности:
- первоначально по заданному профилю номинальной поверхности детали рассчитывается несколько вариантов профилей инструмента в соответствии с количеством решений уравнения касания;
- по полученным профилям инструмента рассчитывается соответствующее количество вариантов получаемых поверхностейдетали;
- сравнивая полученные результаты с исходными данными выбирают тот вариант, в котором эти данные совпадают.
2. Определение профиля номинальной поверхности детали по заданной производящей поверхности дискового инструмента (обратная задача).
В этом случае по заданному в дискретной форме профилю дискового инструмента с параметрами точек Ru, Zu, su и параметрам его установки m, e, y определяют профиль номинальной поверхности детали, полученной в процессе формообразования. Расчетные зависимости получаются путем преобразования зависимостей табл.1 относительно параметров Ru, Zu, su. Полученные зависимости сведены в табл.2
Таблица №2
| Даны постоянные параметры p, m, e, Y
|

| 
| 
|
| Для каждой точки профиля инструмента даны параметры Ru, Zu, su
|
| 

|
| | | | |
Вывод указанных зависимостей предлагается изучить самостоятельно [8].
Данные зависимости дают 4 варианта профиля детали, таккак возможны два различных значения Хu и два значения Yu. Действительный профиль определяется графически - путем прочерчивания и является наиболее широким, содержащимв себе все остальные профили.
При расчете профиля кольцевой канавки, обрабатываемой дисковым инструментом, или профиля дискового инструмента по заданному профилю кольцевой канавки, возможно воспользоваться зависимостями табл.2, табл.1, приняв р = 0. В случае кольцевой канавки при e = 0 квадратное уравнение преобразуется в зависимости
 (35)
(35)
и профиль производящей поверхности инструмента совпадает с профилем номинальной поверхности детали.

Исходные параметры для расчета шевера.
Исходными данными для проектирования шевера являются параметры обрабатываемых колес: mn, an, b1, b2, Z1, Z2, c1, c2, ha1*, ha2*, hf1*, hf2*, а также степень точности колес по ГОСТ1643-81. На основании этих данных по зависимостям п.п.5.1, 5.2. и 5.3. рассчитываются дополнительные параметры колеса mt, at, rf, re, r, rв, rL, sn, st для которого проектируется шевер.
После задания угла скрещивания j и определения угла наклона зубьев шевера bo на делительном диаметре по зависимости (101) переходят к определению числа зубьев шевера. Поскольку шевер, как правило, предназначен для обработки колес с большой разницей в числах зубьев, диаметр делительной окружности рекомендуется принимать максимальным, который допускается имеющимся шевинговальным станком. Из этого условия рекомендуется принимать ориентировочно делительные диаметры шеверов в зависимости от модуля [10]:
mn = 1…1,5 мм dо = 85 мм
mn = 1,25…6мм dо =180 мм
mn = 2…8 мм dо =240 мм.
В целях повышения точности работы шевера число его зубьев должно быть простым и не кратным числу зубьев колеса
zо =  . (102)
. (102)
Одновременно с этим для обеспечения уменьшения разницы скоростей резания при обработке впадины и вершины зуба колеса необходимо стремиться к уменьшению передаточного отношения Uoк между шевером и колесом
Uок =  , (103)
, (103)
где ro и r - соответственно значения радиусов делительных окружностей шевера и колеса.
Рекомендуется, чтобы величина Uок = 1.1...1.8 [11].
Так как чистовой операцией изготовления шеверов является шлифование боковой поверхности зубьев с использованием специальных высокоточных эвольвентных копиров, необходимо согласовать число зубьев шевера с диаметрами основных окружностей копиров, а также с числами зубьев высокоточных делительных дисков, придаваемых к станкам.
По полученным исходным данным mo (mn), a, zo, bo по зависимостям п.п.5.1...5.2. рассчитываются параметры торцового сечения шевера mto, ato, ro, rbo,
где ato - угол зацепления шевера в торцовой плоскости;
mto -модуль в торцовой плоскости;
ro - радиус делительной окружности шевера;
rbo - радиус основной окружности шевера.
Наибольшее распространение получили дисковые шеверы, работающие с осевой подачей. Из опыта работы рекомендуются следующие толщины В шеверов [2,11]:
dо = 85 мм Bo = 16 мм
dо = 180 мм Bo = 20 мм
dо = 240 мм Bo =25 мм.
Расчет нового шевера.
Основным требованием к шеверу является гарантированная обработка эвольвентного участка зуба колеса от точки А до точки L. Точка L профиля зуба колеса должна обрабатываться точкой, лежащей на окружности выступов шевера (рис.6.3.). Увеличение толщины зуба шевера, связанное с числом переточек, при необходимости обработки точки L колеса ведет к уменьшению толщины

головки зуба snao шевера (snao - толщина головки зуба в нормальном сечении). Беспредельно уменьшать snao невозможно, так как это снижает прочность зубчиков на вершине зуба.
Для образования режущих кромок на боковой поверхности зубьев шевера долбятся стружечные канавки. Для повышения качества обработки режущих кромок должно быть как можно больше. В настоящее время рекомендуются следующие размеры стружечных канавок, обеспечивающие достаточную их прочность (рис.6.4.): tЗ ³ 1.8 мм, sЗ = 0.9...1.2 мм, l = 0.6...1.5 мм. В процессе переточек глубина канавок уменьшается. Для обеспечения размещения стружек в сточенной канавке ее допускается стачивать на величину D £ (0.7...0.8) l.
Во избежание заострения зуба после переточек и ослабления режущих кромок на вершине зуба шевера рекомендуется оставлять в нормальном сечении площадку такой ширины, чтобы стружечные канавки не пересекались (рис.6.6.). Для расчетов удобнее знать допустимую ширину вершины зуба stao в торцовом сечении. Она зависит от того, как нарезают канавки - параллельно торцовой плоскости или нормально к поверхности зуба (рис.6.5.). В первом случае глубина канавки в торцовом сечении равна заданной
lt = l,
а во втором lt = l / cos bao, (104)
где bao - угол наклона зуба шевера на окружности выступов
tg bao =  . (105)
. (105)
В расчетах обычно используют значение глубины канавки (рис.6.6.) по дуге окружности выступов, которое равно
 . (106)
. (106)
Таким образом допускаемая ширина вершины зуба в торцевом сечении

 . (107)
. (107)
Задаваясь величиной коэффициента коррекции зуба нового шевера cнш по зависимостям (92)...(97) рассчитывают основные параметры зацепления нового шевера с обрабатываемым колесом. Задавшись радиусом точки L (конца эвольвентного профиля) колеса, по зависимостям (98)...(100) определяют радиус наружной окружности шевера rao. По (93) рассчитывают увеличение толщины зуба шевера Dno на делительном цилиндре в нормальном сечении. Перевод величины Dno в торцовое сечение позволяет определить в этом сечении толщину зуба по дуге делительной окружности
sto =  . (108)
. (108)
Рассчитав ai в торцовом сечении шевера для найденного rao по (79) и подставив полученное значение, а также sto из (108) в (79) находят угловую координату da (dy) крайних точек площадки на вершине зуба шевера. Ширина площадки на вершине зуба шевера при принятой величине коррекции определится как
stao = 2 rao da. (109)
Изменяя величину coн добиваются того, чтобы
stao = [stao]. (110)
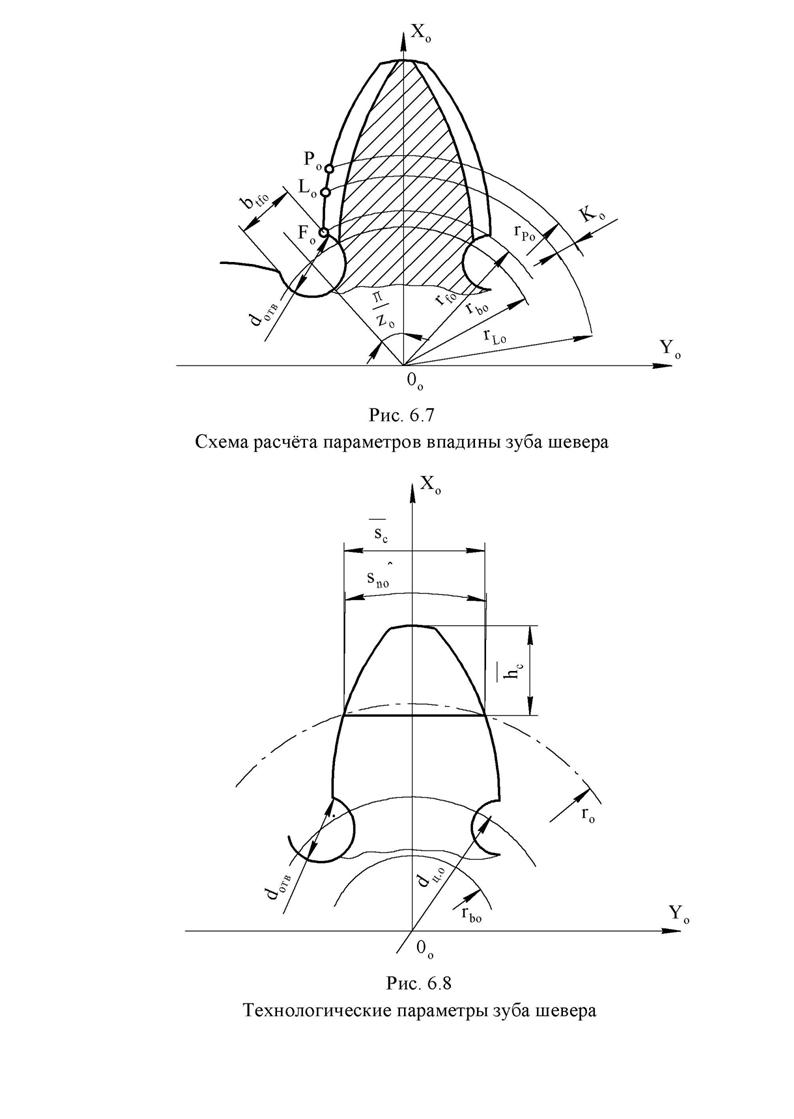
В процессе изготовления шевера для выхода гребенок при строгании стружечных канавок во впадинах зубьев сверлят отверстия, наклоненные под углом bfo к оси шевера, где bfo- угол подъема винтовых линий на диаметре окружности впадин шевера (рис.6.7.). Для прохода гребенки между зубьями по эксплуатационным данным [10] необходимо, чтобы расстояние между зубьями на цилиндре впадин в нормальной плоскости было бы не менее bnfo ³ 1.3...1.5мм, что дает ширину впадины в торцовой плоскости
 , где
, где  . (111)
. (111)
Задавшись величиной Dno и определив толщину зуба sto в торцовом сечении по дуге делительной окружности (108), по (79) можно определить координаты профиля зуба шевера dy и ay в торцовом сечении для любой точки с заданным радиусом расположения ry. Зная, что через центр впадины колеса проходит линия, соответствующая половине углового шага зубьев можно найти величину btfo как функцию от ry:
 . (112)
. (112)
Изменяя ry добиваются выполнения условия
 . (113)
. (113)
В этом случае точка профиля зуба шевера, находящаяся на радиусе rfo (рис. 6.11.), является конечной точкой его эвольвентного профиля (точка Lш). Точка Lo должна лежать выше точки Рo – нижней точки активного профиля зуба шевера (точки контакта вершины зуба колеса с боковой поверхностью зуба шевера), на расстояние K [10], где Ko - величина, компенсирующая неточность изготовления колеса и шевера:
 . (114)
. (114)
При определения величины rPo для принятой величине коррекции зуба нового шевера coн по зависимостям (92)...(97) рассчитывают основные параметры зацепления нового шевера с обрабатываемым колесом. Задавшись радиусом точки А (вершины зуба) колеса, по зависимостям (98)...(100) определяют радиус rPo точки контакта с боковой поверхностью зуба шевера. Ориентируясь на экспериментальные данные [11], величину Ko рекомендуется принимать в зависимости от модуля в следующих пределах
Таблица № 6.1.
| mn (мм)
| 1.5...2.4
| 2.5...2.75
| 3...3.5
| 3.75...6
| 6...9
| 10...12
|
| Ko (мм)
| 0.35
| 0.5
| 0.75
| 1.0
| 1.5
| 2.0
|
Во избежание работы участков эвольвенты зуба шевера, расположенных близко к основной окружности, рекомендуется выполнять условие
 . (115)
. (115)
В случае невыполнения двух последних условий рекомендуется повторить расчет в следующей последовательности:
- изменяя величину коэффициента коррекции coн добиваются выполнения условий (114) и (115);
- по найденному coн проводят проверку на заострение вершины зуба шевера.
Чтобы при обработке оставался гарантированный зазор между впадиной колеса rf и вершиной зуба шевера rao необходимо выполнение условия
с = aw - rao - rf = rw + rwo - rao - rf > 0.07 mn. (116)
Если указанные выше условия не выполняются, то для данного колеса следует уменьшить коэффициент перекрытия k или увеличить число зубьев шевера (zo), либо уменьшить радиус окружности впадин колеса (rf). Возможен вариант, когда для заданного колеса вообще невозможно спроектировать шевер представленной крнструкции.
Расчет сточенного шевера.
В процессе переточки происходит уменьшение толщины зуба, что соответствует уменьшению величины или даже получению отрицательных значений коэффициента коррекции шевера. Одновременно происходит уменьшение (перешлифовка) шевера по наружному диаметру, так как более тонкий зуб шевера входит глубже во впадину колеса. Вследствие этого точка зуба шевера (Lo), обрабатывающая точку А - вершины зуба колеса, смещается по эвольвенте ближе к основной окружности (rbo). Положение точки Lo и является ограничением допускаемого утонения зуба в результате переточек. Для сточенного шевера при определении положения точки Lo должны выполняться следующие условия:
1. Точка Lo должна находится выше основной окружности и не ниже окружности впадин (rfo), то есть должны выполняться условия (114) и (115). Величина предельного уменьшения толщины зуба шевера после переточек при расчетах D задается как исходная, ориентируясь на следующие рекомендации [11]:
Таблица № 6.2.
| mn (мм)
| D (мм)
|
| 2.0...2.75
| 0.50
|
| 3.0
| 0.60
|
| 3.5...6.0
| 0.80
|
| 6.5...8.0
| 0.90
|
| 8.5...12
| 1.10
|
Коэффициент коррекции профиля зуба сточенного шевера по отношению к номинальному (некоррегированному) профилю определится как
Dnoст = Dno - 2D
coст =  , (117)
, (117)
где Dno – изменение толщины зуба нового шевера по отношению к номинальной.
По зависимости (108), подставив вместо Dno величину Dnocт можно определить толщину зуба сточенного шевера в торцовом сечении. Задаваясь величиной коэффициента коррекции зуба сточенного шевера cnoст по зависимостям (92)...(97) рассчитывают основные параметры зацепления сточенного шевера с обрабатываемым колесом. Задавшись радиусом точки А (вершины зуба) колеса, по зависимостям (98)...(100) определяют радиус точка Po зуба сточенного шевера, обрабатывающей точку А колеса. При отсутствии выполнения условий (114), (115) или при превышении величины rLo над rfo, изменяют величины cocт и Dnocт, добиваясь выполнения данных условий как равенств. Учитывая то, что долбление канавок производится на новом шевере, при расчетах координат точки Fo берется коррегированный профиль нового шевера.
Дополнительно проверяют выполнение условия (116) и вносят необходимые коррективы в df или rao.
2. Допускаемое стачивание ( ) по боковой поверхности не должно превышать 0,7…0,8 глубины канавки l для обеспечения размещения стружки. В зависимости от направления долбления канавок проекция их толщины на торцовую плоскость выразится по зависимости (104). Таким образом снимаемый при переточках припуск не должен превышать по толщине в торцовой плоскости Dt = (0.7...0.8) lt. Это соответствует допускаемой величине уменьшения толщины зуба при переточках
) по боковой поверхности не должно превышать 0,7…0,8 глубины канавки l для обеспечения размещения стружки. В зависимости от направления долбления канавок проекция их толщины на торцовую плоскость выразится по зависимости (104). Таким образом снимаемый при переточках припуск не должен превышать по толщине в торцовой плоскости Dt = (0.7...0.8) lt. Это соответствует допускаемой величине уменьшения толщины зуба при переточках
Dnocт = 2  . (118)
. (118)
Из полученных по условиям 1 и 2 значений Dnocт при проектировании шевера принимается наибольшее.
Исходные параметры для расчета долбяка.
Исходными данными для проектирования долбяка являются параметры обрабатываемых колес: mn, a, b1, b2, z1, z2, c1, c2, ha1*, ha2*, hf1*, hf2*, а также степень точности колес по ГОСТ1643-81. При этом следует учитывать, что в рассматриваемом случае обработки прямозубых зубчатых колес b1 = b2 = 0. На основании исходных данных по зависимостям п.п.5.1, 5.2. и 5.3. рассчитываются дополнительные параметры колеса mti, ati, rfi, rai, ri, rbi, rLi, sti, для которого проектируется долбяк (i – номер зубчатого колеса 1 или 2).
Межосевой угол установки долбяка по отношению к оси обрабатываемого прямозубого колеса совпадает с углом установки рейки и также принимается равным нулю (Sw = 0).
Долбяки большого диаметра позволяют получить большую высоту эвольвентного участка профиля нарезаемого зуба колеса. При этом допускается большая коррекция профиля зуба долбяка, а, следовательно, увеличивается запас на его переточку. Кроме того, повышается точность профиля зуба колеса и снижается шероховатость обрабатываемой поверхности. Поэтому целесообразно принимать максимальный делительный диаметр долбяка, допускаемый зубодолбежным станком, на котором будет эксплуатироваться долбяк.
Рекомендуемые номинальные делительные диаметры долбяков даны в табл.7.1 [11].
Таблица № 7.1.
| mo (мм)
| 1...4.5
| 1...6.5
| 5...9
| 8...10
| 10...12
|
| do (мм)
|
|
|
|
|
|
По выбранному номинальному делительному диаметру предварительно определяется число зубьев долбяка:
 , (122)
, (122)
а затем полученное число зубьев zo (если оно дробное), округляется до ближайшего целого числа. При этом принятое число зубьев должно быть согласовано с наличием делительных дисков и основных окружностей эвольвентных копиров, придаваемых к станку для шлифования долбяков.
Учитывая то, что при нарезании колесо и долбяк приводятся во вращение за счет кинематики станка, передаточное отношение системы долбяк - колесо не имеет большого влияния на процесс обработки и поэтому не учитывается.
По выбранному числу зубьев zo рассчитывают постоянные параметры прямозубого долбяка
 , (123)
, (123)
rbo = ro cos a
Для обеспечения процесса резания рекомендуется задний угол по боковой поверхности зуба aб принимать 2...4°, а на вершине зуба aв - в пределах 6° при угле профиля зубьев a = 20°. Оба угла являются связанными между собой математическими зависимостями, поэтому предварительно рекомендуется задаться углом aв и по упрощенной формуле рассчитать величину aб в сечении плоскостью, касательной к делительному цилиндру

aб = arctg (tg aв tg a), (124)
а затем, рассчитав наружные диаметры нового и сточенного долбяков, уточнить значение угла aв.
Во избежание выдавлив






