

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
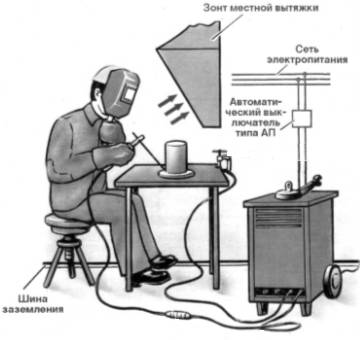
Сварочный пост для ручной дуговой сварки оснащается источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями.
|
Сварочные посты могут быть стационарными и передвижными. К стационарным относят посты, расположенные в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия небольших размеров. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводов, металлоконструкций, и т.д.) и ремонтных работах.
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и провода сварочного тока. Применяют электрододержатели пассатижного (пружинного), клинового (пластинчатого) и винтового типов (см. рис).

Согласно ГОСТ 14651-78 электрододержатели выпускаю трёх типов в зависимости от сил сварочного тока: 1 типа - для тока 125 А; 2-125-315 А; 3-315-500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода и токоподводящие зажимы (см. рис). Сечения проводов выбирают по установленным нормативам для электротехнических установок (5-7 А/мм2):
| Сварочный кабель марок ПРГ, ПРГД, КРПП, КРПГ | |||||
| Сварочный ток, А | |||||
| Сечение провода, мм2 |
| Токоподводящие зажимы | ||

| ||

| ||

| ||
| Ограждение сварочного поста | ||

|
К вспомогательным инструментам для ручной сварки относятся: стальные проволочные щётки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака, молоток-шлакоотделитель для удаления шлаковой корки, зубило, набор шаблонов для проверки размеров швов, стальное клеймо для клеймения швов, метр, стальная линейка, отвес, угольник, чертилка, мел, а также ящик для хранения и переноски инструмента.
|
|
Технология ручной дуговой сварки.
Выбор режима.
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода d э при сварке в нижнем положении шва составляет:
S, мм 1-2 3-5 4-10 12-24 30-60
dэ, мм 2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию.
При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм
Iд=(20+6dэ)dэ;
для электродов диаметром менее 3 мм
Iд=(30dэ);
где dэ - диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10 - 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах:16-30 В.
При сварке труб следует помнить, что качество всего сварного соединения в значительной степени зависит от качества наложения первого слоя шва. Для сварки первого слоя шва (корневого) должны применяться электроды меньшего, чем при наложении последующих слоёв диаметра. Обычно должны применяться электроды диаметром 2 мм. Полный провар основного металла достигается путем направления дуги непосредственно на кромки свариваемых труб при незначительных поперечных колебаниях электрода.
|
|
Рекомендуемые для каждой марки электродов режимы сварки приводятся, как правило, на наклеенных на пачках электродов этикетках.
Техника сварки.
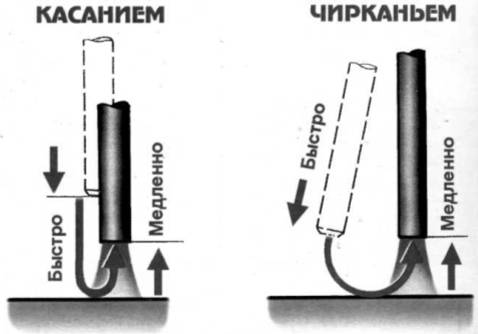
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или "чирканьем" электродом как спичкой. Второй способ удобнее. Но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определённую длину дуги, которая: зависит от марки и диаметра электрода. Ориентировочно нормальная длина, дуги должна быть в пределах
Lд =(0,5-1,1)dэ,
где Lд – длина дуги, мм; dэ – диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество, сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
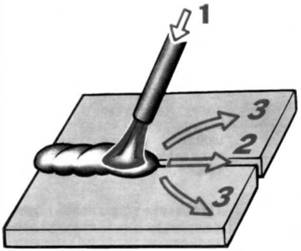
В процессе сварки электроду сообщается движение в трёх направлениях.
Первое движение - поступательное, по направлению вдоль оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги и скорость плавления электрода.
Второе движение – прямолинейное, перемещение электрода вдоль оси валика образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2-3 мм больший диаметра электрода, или узкий шов шириной e£l,5dэ.
Третье движение – колебательное, перемещение электрода поперёк шва для прогрева кромок. Этими движениями за один проход получают шов шириной до 4-х диаметров электрода, а без них – 1,5 диаметра. Поперечные движения можно исключить при сварке тонких листов или при прохождении первого (корневого) шва многослойной сварки.
|
|
Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Для широких швов, получаемых с поперечными колебаниями, e = (l,5-5)dэ.
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!