

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Назначение и конструктивные особенности. Координатно-расточные станки предназначены для обработки отверстий (например, гильз блоков цилиндров) с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На них производят практически все операции, выполняемые на расточных станках. Кроме того, на них можно производить разметочные операции. Для точного измерения координатных перемещений станки снабжены различными механическими, оптико-механическими, индуктивными и электронными устройствами отсчета.
По компоновке станки выполняют одностоечными и двухстоеч-ными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения: в одностоечных станках — продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали; в двухстоечныхстанках — продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой. Точность линейных перемещений 2—8 мкм, а угловых — до 5'. Станки необходимо устанавливать на специальных виброизолирующих фундаментах в термоконстантных помещениях с температурой воздуха 20 ± 0,2 "С. Для достижения высокой точности обработки к основным элементам станков предъявляют высокие требования к конструкции, качеству изготовления, монтажу и сборке, точности систем отсчета координат. В качестве примера на рис. 134 показана оптическая система отсчета продольного положения стола. Со столом жёстко соединена точная стеклянная линейка 2 со шкалой. Шкала подсвечивается осветителем /. Ее изображение через объектив 3,
|
|

Рис. 134. Оптическая система отсчета
призму 4, плоскопараллельную пластину 5 и линзу 6 проецируется с увеличением на матовый экран 8. Для оценки сотых долей миллиметра в плоскости экрана имеется шкала // со 100 делениями, для отсчета тысячных долей миллиметра — шкала 12, которую можно смещать маховичком 9. В устройстве имеется также коррекционная линейка 7 и маховичок 10 приведения системы отсчета к нулю перемещением призмы 4. Для надежной фиксации стола применяют зажим через промежуточный элемент — стальную закаленную ленту (см. рис. 26, б). Отклонение стола при зажиме менее 0,002 мм.
Фрезерные станки. На фрезерных станках обрабатывают наружные и внутренние плоские, фасонные поверхности, уступы, пазы, прямые и винтовые канавки, шлицы валов, зубья колес и т. п. В зависимости от характера выполняемых работ, размеров и формы детали станки делят на консольные (горизонтальные и вертикальные), широкоуниверсальные, вертикальные бесконсольные, непрерывного действия, продольно-фрезерные одностоечные и двухстоечные, копировальные и гравировальные. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подач выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом детали к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы и механизмы станков унифицированы. В консольно-фрезерных станках стол устанавливают на салазках консоли, перемещающейся вертикально по направляющим станины.
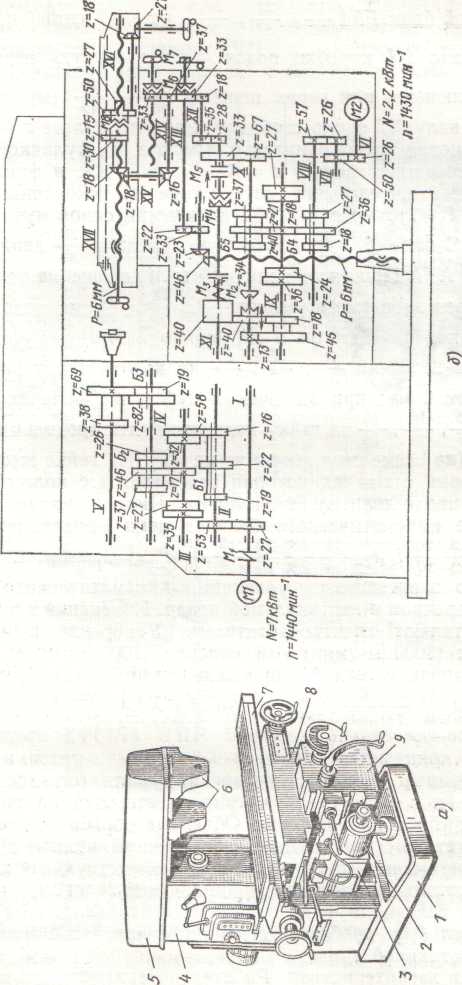
Горизонтально-фрезерный станок 6Р82Г. Особенностью станка является горизонтальное расположение шпинделя и возможность перемещения стола в трех взаимно перпендикулярных направлениях (рис. 137, а). На фундаментной плите / жестко установлена станина 4 с вертикальными направляющими, по которым перемещается консоль 9 с коробкой подач 3 и механизмом ее переключения 2. На поперечных направляющих консоли установлены салазки 8, по продольным направляющим которых перемещается стол 7 В верхней части станины на направляющих установлен хобот 5, на котором размещают кронштейны 6 (подвижный и неподвижный) дополнительной опоры шпиндельной оправки.
|
|
Техническая характеристика. Рабочая поверхность стола 1250 XХ320 мм; наибольшие перемещения стола: продольное 800, поперечное 250, вертикальное 380 мм; пределы частот вращения шпинделя 31,5—1600 мин"1; пределы подач: продольные и поперечные 25—1250, вертикальные 8,3—416 мм/мин; размеры станка 2305Х1950Х 1680 мм, масса 2830 кг.
|
Рис. 137. Горизонтально-фрезерный станок 6Р82Г (а) и его кинематическая схема (б)


| Рис. 148. Резьбофрезерный полуавтомат 5Б63Г |
Рнс. 138. Вертикально-фрезерный станок с ЧПУ 6Р13ФЗ (а) н ereкинематическая схема (б)
Резьбофрезерные станки. Резьбовые соединения широко применяют для неподвижных и подвижных соединений. Резьбу на деталях нарезают на токарных станках резьбонарезными инструментами (метчиками, плашками, резьбонарезными головками и др.).на токарно-винторезных — резьбовыми резцами, на специальных станках — дисковыми гребенчатыми резьбовыми фрезами, накатыванием роликами или плоскими плашками и др.

|
Рис. 147, Фрезерование резьб дисковой (а) и гребенчатой фрезой (б)
Строгальные и протяжные станки. Это станки, имеющие прямолинейное движение резания независимо от того, работают ли они резцами (строгальные и долбежные станки) или протяжками и прошивками (протяжные станки). В протяжных станках движение подачи заложено в конструкции протяжки, в которой каждый последующий режущий зуб выступает над предыдущим. В строгальных и долбежных станках движение подачи имеет заготовка или резец. Станки этой группы служат для обработки разнообразных линейчатых поверхностей, описанных прямой, перемещающейся по направляющей линии (рис. 158). Относительное перемещение заготовки и инструмента по направляющей линии обеспечивается движением подачи, а по образующей — движением резания. Движение резания долбежных станков всегда вертикальное, поперечно- и продольно-строгальных — всегда горизонтальное, а протяжных — вертикальное или горизонтальное.
|
|
Поперечно-строгальные и долбежные станки применяют в единичном и серийном производстве для обработки небольших по размерам заготовок. Продольно-строгальные станки позволяют обрабатывать станины станков, корпусные детали и т. п. Протяжные станки используют в массовом и крупносерийном производстве для обработки внутренних и наружных поверхностей различного профиля.
Поперечно-строгальный станок 7307Д. Основные узлы станка (рис. 159): основание /, станина 2, поперечина 3 в вертикальных направляющих станины, стол 4 в горизонтальных направляющих поперечины, стойка 5, ползун 9 с суппортом 8 и держателем 7 резца 6, гидроцилиндра 10 привода ползуна. Суппорт имеет возможность разворота относительно ползуна вокруг горизонтальной оси.

Рис. 158. Виды работ, выполняемых на строгальных (а) и протяжных (б) станках
|
|
|

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!