См билет №2(3)
Оборудование для листовой штамповки. Для выполнения операций листовой штамповки (а также обрезки заусенца после горячей штамповки) выпускаются кривошипные прессы, составляющие подавляющую часть оборудования цехов листовой штамповки, где могут применяться также электромагнитные, гидравлические, пневматические и винтовые прессы. В зависимости от числа ползунов кривошипные прессы могут быть: простого (один ползун), двойного (два ползуна), тройного (три ползуна) действия, по числу кривошипов, приводящих в действие ползун: одно-кривошипные, двух-криношипные, четырех-кривошипные.
Прессы могут быть наклоняемыми (рис. 3.56, а) и не наклоняемыми (рис. 3.56, б). Наклон пресса при работе на штампе с выталкивателем позволяет удалить изделие из штампа в тару скольжением по наклонной плоскости под действием веса. Стол не наклоняемых прессов можетбыть не передвижным и передвижным. Передвижной стол позволяет устанавливать на прессе штампы разной высоты без применения подкладных плит. У наклоняемых прессов столы не передвижные. У открытых прессов (рис.3.56, а)доступ в рабочую зону возможен с трех сторон (спереди, справа, слева), что создает удобства в эксплуатации и оснащении прессов средствами автоматизации и позволяет производить на них штамповку из рулонной, полосевой и штучной заготовок.
У закрытых прессов (рис.3.56, б) имеются боковые стойки, обеспечивающиеповышенную жесткость. У них доступ в рабочую зону возможен спереди и сзади. В боковых стойках часто выполняются окна 5 для работы с автоматической подачей ленты. У одностоечных прессов станина выполнена в виде единой стойки, у двустоечных между стойками имеется пространство, через которое могут удаляться изделия и отходы. Однокривошипные прессы имеют усилие до 25 МН (2500 тс) и применяются при штамповке некрупных деталей, когда не может возникнуть больших эксцентричных (по отношению к ползуну) нагрузок. Двухкривошипные прессы простого действия - двустоечные. Они могут быть открытыми (усилием до 2,5 МН - 250 тс) и закрытыми (усилием до 40 МН- 4000 тс), ненаклоняемыми и наклоняемыми, но всегда с непередвижным столом. Они применяются при штамповке средних по величине деталей для более равномерного распределения нагрузки во избежание возникновения больших опрокидывающих моментов. Четырехкривошипные прессы простого действия, ненаклоняемые, с непередвижным столом усилием до 63МН (6300 тс) применяются при штамповке крупногабаритных деталей.
Прессы закрытые двойного действия могут быть однокривошипными с усилием главного ползуна до 6,3 МН (630 тс), прижимного до 4,0 МН, двухкривошипными (с усилием 6,3 МН и 63 МН соответственно) и четырехкривошипными (усилием 10/6,3 МН) и применяется для глубокой вытяжки с прижимом.

Рис. 3. 56. Кривошипные прессы для холодной штамповки: I - стол, 2 - ползун, 3-планка выталкивателя. 4 — наклоняемая часть.
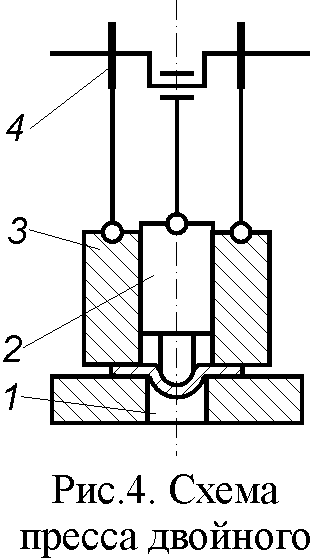
При работе этих прессов (рис. 3.57) под действием кулачков 4 сначала опускается наружный ползун 3, обеспечивая прижим заготовки, а затем внутренний ползун 2 осуществляет вытяжку колпачка. Прижим препятствует образованию складок при вытяжке изделий с тонкими стенками под действием сжимающих тангенциальных (направленных по окружностям) напряжений.
Прессы тройного действия позволяют получать сложные детали, требующие обратной вытяжки.
Кривошипные прессы для листовой штамповки имеют верхние выталкиватели, работающие от упоров (выталкивание от упоров). Выталкивание из нижней части штампа может производиться подушками (гидравлическими и пневматическими цилиндрами) или выталкивателями, предусмотренными конструкцией штампа. У некоторых крупных прессов для облегчения смены штампов подштамповая плита может быть выдвижной.
Заводы-изготовители могут поставлять оборудование в виде комплексов, позволяющих механизировать и автоматизировать процесс изготовления деталей. Большинство комплексов штамповки из рулонного материала (рис. 3.58, а) содержат устройства: разматывающее 1 и правильное 2, а также подачу в данном случае валковую, двустороннюю. Здесь материал подается за счет сил трения его о нижние приводные валки 7, связанные тягой 9. Приводные валки получают движение при ходе ползуна пресса вверх от кривошипного вала 5 через шатун 4 с регулировочной гайкой 3. Для предотвращения проскальзывания материал прижимается к приводным валкам верхними холостыми валками посредством регулируемых пружин 6. В момент штамповки материал освобождается от прижима устройством 8, действующим от ползуна пресса. При ходе ползуна пресса и шатуна 4 вниз обратное вращение валкам не передается благодаря встроенным в них обгонным муфтам. Выпускаемые валковые подачи ВП38... ВП40. ВГ1250/10А, ВП400/12А обеспечивают подачу ленты толщиной до 12 мм и шириной до 400 мм, с точностью от ± 0,25 до ± 0,65 мм.
Имеется также много других видов подач. Так, подача клещевая КП800 применяется в комплексах штамповки из ленты шириной 150…800 и толщиной 0,5…3 мм. Подача шаговая ПШ6 используется для подачи полос, нарезанных из листа в штамповочных мплексах совместно с полосе подавателем. Крючковые подачи (рис. 3. 58, б) перемещают материал б крючком 2 за перемычки, оставшиеся после вырубки. При ходе вверх ползун пресса 5, а рычаг 4 поворачивает рычаг 7 на кронштейне 1 и крючок 2 протягивает материал на шаг подачи влево. При рабочем ходе ползуна вниз крючок движется вправо и перетаскивает за следующую перемычку, преодолевая усилие пружины, имеются и другие виды подач.
При штамповки из ручной заготовки применяются подачи равных видов. Так, питатели шиберные ПШ1 и ПШ2 (рис7в) подают заготовки 1 под пуансон5 из магазина 2 шибером 5, приводимым пневмоцилиндром 4. наибольший ход шибера 100 и 250 мм соответственно.
Участки роботизированные (РТУ) на базе двух кривошипных прессов предназначены для двух-переходной листовой штамповки. Содержат прессы, манипулятор, магазин или питатель.
Комплексы для штамповки из полосы или листа обеспечивают подачу пакета полос в полосодаватель, подачу полосы с выданным шагом в рабочую зону пресса, резку отходов на части, удобные для утилизации, сбор отходов и изделий в тару. При наличии ЧПУ обеспечивается автоматическое позиционирование полоса при подаче по двум координатам в горизонтальной плоскости.
Автоматизированный комплекс обычно состоит из пресса; системы автоматической загрузки заготовок и удаления изделий; системы автоматизированной смены штампов с быстродействующими устройствами для их крепления; стеллажей для комплектования смены штампов и системы управления комплексом в частности, переналадка штампов может осуществляться сменой пакетов которые заранее монтируются на специальных плитах, вдвигаются в блок (вручную или механизмами), где фиксируются или закрепляются быстродействующими зажимами.
Автоматы листоштамповочные многопозиционные АА6124, АБ6140 (последний с номинальным усилием 10МН) предназначен для последовательной многопереходной штамповки изделий из металлической рулонной ленты с автоматическим переносом штампуемой детали с позиции на позицию. Производительность их от 12 (для крупных автоматов) до 150 шт./мин (для мелких).
Автоматы листоштамповочные с нижним приводом АВ6224. АГ6230 (последний с усилием 1МН) производят многопереходную штамповку деталей в ленте с отделением готового изделия на последней позиции штамповки. Их производительность от 80 до 800 шт/мин. Автоматы этих двух типов кривошипные.
Пресс-автоматы гидравлические (тройного действия) для чистовой вырубки А6826А…А6838А предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости контура детали Rа =1,25 и точностью размеров 7…11 квалитетов. Обычная вырубка дает 10…13 квалитет и Rz =80.
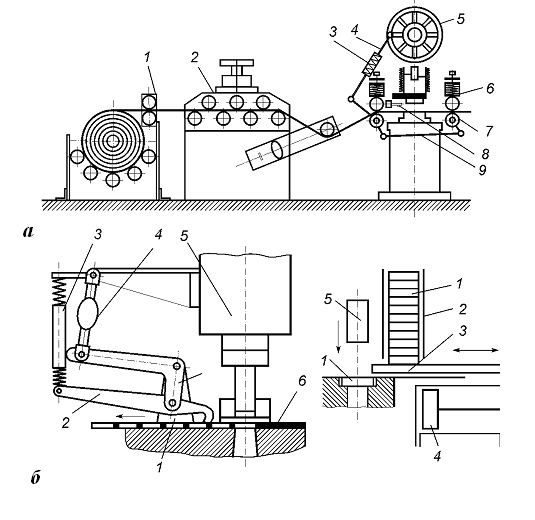
Рис. 3. 58 Автоматические подачи
В индивидуальном и серийном производстве деталей из листа применяется поэлементная штамповка, сущность которой такова контур детали расчленяется на элементы – прямые отрезки дуги 90 и 180, отверстия, пазы, колена и др., которые штампуются последовательно на универсальных штампах, установленных на закрепленных за ними прессах. Основной набор, включающий следующие штампы: для отрезки по прямой и вырезки угла; для округления дугой 90 с разными радиусами; тоже дугой 180 для пробивки отверстий; для пробивки пазов; универсальный гибочный. Набор при необходимости может быть дополнен другими штампами. Так, квадратная деталь со скругленными углами может быть получена резкой по прямой и последующей обрезкой прямых углов по дуге 90 за четыре хода пресса. Поэлементная штамповка проводится по типовым технологическим процессам и требует продуманной нормализации размеров элементов.
Для поэлементной штамповки созданы специальные прессы номинальным усилием 160кН моделей К0822, КА0822, КБ0822, КВ0822, оборудованные столами с регулируемыми упорами, держателями инструмента и быстросъемным инструментом, требующим в процессе эксплуатации замены только отдельных изношенных элементов.
Револьверные прессы имеют револьверную головку с 24-32 комплектами матриц и пуансонов для пробивки отверстий и пазов разных форм и размеров при изготовлении плоских деталей типа панелей и шасси радиоэлектронной аппаратуры в серийном и единичном производстве. Отсчет координат производится в ручную: при помощи микроскопов или по шаблону (модель КО 120), а также автоматически - при помощи системы ЧПУ (например, модель К012Ф4). Точность координат около 0,15 мм.
Вырезка деталей и отверстий сложного профиля в единичном и мелкосерийном производстве может производиться на лазерных установках, оснащенных штамповочной головкой, в которую из магазина автоматически устанавливаются сменные пакеты. Заготовка перемещается по программе.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №39