Характеристика метода протягивания
Протягивание— высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности. Протягивают многолезвийным режущим инструментом — протяжкой при ее поступательном движении относительно неподвижной заготовки (главное движение).

Принцип протягивания заключается в том, что размер каждого последующего зуба протяжки больше предыдущего, при этом каждый зуб срезает с обрабатываемой поверхности заготовки стружку небольшой толщины, вследствие чего обработанная поверхность имеет малую шероховатость. Несмотря на сравнительно низкую скорость резания при протягивании, этот метод является высокопроизводительным вследствие большой суммарной длины одновременно работающих режущих лезвий.
На рис. 1 а, б приведены схемы протягивания и прошивания отверстий. При протягивании заготовка 2 торцовой частью опирается на кронштейн станка 1. Силой Р протяжка 3 протягивается через обрабатываемое отверстие заготовки. При прошивании заготовка 2 опирается на стол пресса 5. Сила Р, приложенная к торцу прошивки 4, проталкивает ее через обрабатываемое отверстие заготовки, В отличие от протяжки, которая работает на растяжение прошивка работает на сжатие. Длина прошивки во избежание продольного изгиба не превышает 15 ее диаметров.
Режим резания
Скорость резания. При протягивании скоростью резания и является скорость поступательного движения протяжки относительно заготовки. Скорость резания лимитируется условиями получения обработанной поверхности высокого качества и ограничивается технологическими возможностями протяжных станков. Обычно и = 8-ь15 м/мин.
Подача. Движение подачи при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи sz, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т. е. разность размеров по высоте двух соседних зубьев протяжки; sz является одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01—0,2 мм/зуб. Оптимальные величины режима резания выбирают по справочным данным.
Протяжки
По характеру обрабатываемых поверхностей протяжки делят на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают различные замкнутые поверхности, а наружными — полузамкнутые и открытые поверхности различного профиля.
По форме различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими и уплотняющими. В первом случае зубья имеют острые режущие лезвия, во втором — округленные, работающие по методу пластического деформирования поверхности без снятия стружки. Различают также сборные протяжки со вставными ножами, оснащенными пластинками из твердого сплава.
На рис. 2, а показаны элементы круглой протяжки.
Элементы круглой протяжки. Замковая часть (хвостовик) 1Х служит для закрепления протяжки в патроне тянущего устройства станка; шейка /2 — для соединения замковой части с передней направляющей частью; передняя направляющая часть /3 вместе с направляющим конусом — для центрирования обрабатываемой заготовки в начале резания.
Режущая часть l4 состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя, и предназначена для срезания припуска.
Калибрующая часть 4 состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам последнего режущего зуба, и предназначена для придания обработанной поверхности окончательных размеров, необходимой точности и шероховатости.
Задняя направляющая часть /в служит для направления и поддержания протяжки от провисания в момент выхода последних зубьев калибрующей части из отверстия. Для облегчения образования стружки на режущих зубьях выполняют стружколомные канавки в шахматном порядке.
Геометрия зуба протяжки. Геометрия зубьев режущей и калибрующей частей показана на рис. 2, б. Передние и задние

углы протяжки измеряют в плоскости, перпендикулярной к главному режущему лезвию. Передний угол у (5—20°) выбирают в зависимости от свойств обрабатываемого материала, задний угол а (1—4°) в зависимости от класса точности обработки.
Калибрующие зубья имеют на задней поверхности фаску (ленточку) шириной / = 0,2-^0,3 мм, у которой задний угол ак= 0°. Фаска необходима для того, чтобы после переточки по передней поверхности зуба размеры протяжки не изменялись.
Шаг режущих зубьев tv протяжки определяют в зависимости от длины L протягиваемой поверхности, при этом исходят из того, чтобы в резании участвовало одновременно не менее трех зубьев. Шаг режущих зубьев tv = (1,25-*-1,5) VL мм; шаг калибрующих зубьев tK = (0,6-f-0,7) tv мм.
И прошивании
Схема резания при протягивании или прошивании определяется порядком, в котором режущие зубья протяжки или прошивки срезают припуск на обработку. В зависимости от формы, точности и размеров обрабатываемых поверхностей, состояния поверхностных слоев заготовки используют следующие схемы резания: профильную, генераторную и прогрессивную.
Профильная схема резания характеризуется тем, что профиль режущих кромок зубьев протяжки или прошивки соответствует (подобен) профилю обработанной поверхности, то есть каждый зуб срезает слой материала, параллельный обработанной поверхности. Например, при обработке квадратного отверстия (рис. 8, а) все зубья протяжки имеют форму квадрата, стороны которого для каждого зуба увеличены на 2sz.
Обеспечивая высокое качество обработанной поверхности, профильная схема резания вместе с тем имеет следующие недостатки: трудность изготовления и заточки фасонного профиля режущих кромок зубьев; возникновение в некоторых случаях большой силы резания, превышающей или предел прочности протяжки из-за большой ширины среза, равной периметру режущей кромки, или тяговую силу протяжного станка.
Генераторная схема резания является такой, при которой профиль режущих кромок зубьев протяжки или прошивки не соответствует (не подобен) профилю обработанной поверхности, а представляет собой прямые или дугообразные линии, расположенные по концентрическим окружностям вокруг оси протяжки или прошивки. Каждый зуб протяжки или прошивки при этой схеме резания формирует небольшую часть обработанной поверхности. Следовательно, обработанная поверхность получается только после участия в работе всех зубьев, то есть она образуется суммированием (генерированием) отдельных участков поверхности, обработанных соответствующим зубом. Это и определило название схемы резания.
На рис. 8, б показано, как обрабатывают квадратное отверстие по генераторной схеме резания. Каждый зуб протяжки имеет форму дуги. Радиус каждого последующего зуба возрастает на величину Sz.
Шероховатость обработанной поверхности при генераторной схеме резания большая, чем при профильной схеме резания, поскольку остаются следы между участками поверхности от обработки отдельными зубьями.

Прогрессивная схема резания представляет собой такую схему, при которой режущие кромки на зубьях протяжки или прошивки расположены не по всему периметру зуба, а на части его. Например, при протягивании отверстия (рис. 8, в) или плоскости (рис. 8, г) первый и второй зуб срезают материал толщиной sz не по всей длине зуба, а только определенные участки материала: первый зуб — участки, показанные на рис. 8, в, г темными, второй — светлыми. В результате последовательной работы двух зубьев удаляется слой материала толщиной sz. Далее в работу вступает третий зуб, который снимает в следующем слое лишь одни (темные) участки материала толщиной sZt а четвертый зуб— лишь другие (светлые). Таким образом, снимается второй слой толщиной sz и т. д., пока не будет срезан весь припуск.
Режущая часть протяжки при прогрессивной схеме резания разделена на несколько групп (секций) по два-четыре зуба в каждой группе с общим подъемом sz каждой следующей группы относительно предыдущей. Внутри группы зубья не имеют подъема относительно друг друга.
Такое разделение работы зубьев приводит к значительному снижению силы резания. Это позволяет каждому зубу протяжки срезать слой материала толщиной, в 3—10 раз большей, чем при профильной схеме резания, так как этот слой срезается не одним зубом, а несколькими зубьями, входящими в отдельные группы, внутри которых отсутствует подъем на зуб. Поэтому длина режущей части протяжки или прошивки при прогрессивной схеме резания почти такая же, как и при профильной схеме.
Прогрессивную схему резания применяют для обработки заготовок с твердой коркой (литье, поковка), а также для обработки внутренних поверхностей значительных размеров. Кроме того, при Прогрессивнойсхеме резания можно снимать значительно большие припуски, чем при профильной.
Для уменьшения ширины стружки и лучшего размещения ее во впадинах на режущих кромках делают специальные стружкоразделительные канавки, которые разполагают в шахматном порядке.
И прошивок
Износ зубьев протяжки или прошивки происходит по задней (% передней поверхностям, по ленточке калибрующих зубьев и по "толкам. Наиболее характерным и чаще всего ограничивающим актором является износ по задней поверхности зубьев h3 (рис. 9).

На рис. 9, а показан износ зубьев шпоночной протяжки без стружкоразделительных канавок. В этом случае наибольший размер площадки износа h3 наблюдается у уголков, то есть в местах.сопряжения главной и вспомогательной режущих кромок.
При наличии стружкоразделительных канавок наибольший размер площадки износа h3 имеется в местах сопряжения стружко-разделительной канавки с задней поверхностью зубьев. На рис. 52, б, в изображены схемы износа зубьев соответственно шпоночной протяжки и круглой прошивки со стружкоразделительными канавками.
Максимальный размер площадки износа в местах сопряжения режущих кромок и стружкор азделительных канавок с задней поверхностью зубьев объясняется тем, что на этих участках температура нагрева режущей кромки несколько выше, чем на всей остальной части зуба, из-за увеличения здесь сил трения ввиду образования радиусов скругления режущих кромок.
Протяжку и прошивку применяют в основном для чистовой обработки. Поэтому критерием износа их зубьев является технологический критерий, то есть ухудшение шероховатости, искажение геометрии или изменение размеров обработанной поверхности.
Применение смазывающе-охлаждающих жидкостей снижает интенсивность износа зубьев прошивки и протяжки. Поскольку протягивание или прошивание происходит при невысоких скоростях резания (0,5—14 м/мин), рационально применять смазывающе-охлаждающие жидкости, отличающиеся в большей степени смазывающими свойствами, чем охлаждающими. Например, можно использовать различные растительные масла, сульфофрезол, 20%-ную эмульсию и др.
Допустимый размер износа по задней поверхности зубьев протяжки или прошивки составляет 0,2—0,3 мм. При повышенных требованиях к шероховатости (в пределах Ra = 0,63-0,16 мкм) обработанной поверхности допустимый размер износа h3 не должен превышать 0,08—0,1 мм.
Стойкость протяжек и прошивок в зависимости от материала их режущей части, обрабатываемого материала и точности обработки изменяется в широких пределах. Поскольку протяжки и прошивки являются трудоемкими в изготовлении и дорогостоящими, необходимо более точно устанавливать экономически обоснованный период стойкости, который зависит от многих факторов.
Экономическую стойкость протяжки и прошивки можно определить по формуле
где Тэ — экономическая стойкость, мин; m — показатель относительной стойкости, равный 0,5—0,87; i — длина протягиваемой поверхности одной заготовки, мм; q — количество одновременно обрабатываемых заготовок; Lv — длина рабочего хода станка, мм; k = v/vx — коэффициент, учитывающий соотношение между скоростью рабочего хода и обратного (холостого), обычно & = 0,4-=-0,5; т - время простоя станка, связанное с заменой затупившегося инструмента, мин, обычно т = 3ч-5мин; Фд — действительный годовой фонд времени работы станка, ч; Сст — стоимость станка, руб.; Сзд - стоимость 1 м3 здания цеха, где находится станок, руб.; Си — стоимость инструмента, руб.; at - процент отчисления на текущий ремонт станка; а2, азд — проценты амортизации станка и здания цеха; Q - площадь здания цеха, занимаемая станком, м2; h - высота здания цеха над площадью Q, м; NQ - мощность электродвигателя станка, кВт; е - стоимость 1 кВт-ч электроэнергии, руб.; Зст - часовая заработная плата рабочего-станочника, руб.; РСТ - процент начисления на заработную плату рабочего-станочника; ft3 - максимально допустимый износ по задней поверхности зубьев, мм; Д - допуск на переточку, мм; у, а - соответственно передний и задний угол инструмента; d - длина спинки зуба, мм; Т3 - время, затрачиваемое на одну переточку, мин; 33 - часовая заработная плата заточника, руб.; Р3 - процент начисления на заработную плату заточника с учетом расходов на транспортировку инструмента в заточное отделение и обратно.
Можно рекомендовать следующие периоды стойкости протяжек и прошивок, изготовленных из быстрорежущей стали, для обработки стальных заготовок: шпоночные -120 мин; шлицевые -420 мин; цилиндрические -180 мин. При обработке чугунных заготовок период стойкости Т протяжек и прошивок примерно в 1,5 раза больше, чем при обработке стальных заготовок. Стойкость инструмента из легированных сталей (например, ХВГ) в 2—2,5 раза меньше стойкости протяжек и прошивок из быстрорежущей стали, а оснащенных пластинками из твердого сплава — больше в 12—18 раз.
Заточку протяжек и прошивок выполняют в основном только по передней поверхности зуба. Очень редко эти инструменты затачивают (шлифуют) по задней поверхности. Заточку производят тарельчатыми кругами, у которых радиус боковой конусной поверхности меньше радиуса кривизны передней поверхности зуба в сечении, нормальном к ней. Для заточки используют специальные заточные станки.
И прошивании
Процесс резания при протягивании и прошивании сопровождается теми же явлениями, что и при других видах обработки резанием, например при точении (упругие и пластические деформации срезаемого слоя материала, тепловыделение, наростообразование, трение и износ режущих элементов инструмента).
При обработке стальных заготовок образуется сильно деформированная сливная стружка, а при обработке чугунных — стружка надлома. Нормальная работа протяжки и прошивки зависит главным образом от формы и размеров стружки, поскольку впадины между зубьями должны быть таких размеров, чтобы в них свободно размещалась стружка. Избыток стружки во впадине заклинивает инструмент в отверстии и приводит к его разрыву или продольному изгибу.
В процессе резания на протяжку или прошивку действует сила сопротивления материалов резанию, которую в общем случае (при λ≠0 ) можно разложить на три составляющие: Рг, Ру и Рх. Сила Р2 действует вдоль оси движения инструмента и в сторону, противоположную главному движению; сила Ру перпендикулярна оси движения и плоскости, касательной к режущей кромке в рассматриваемой точке и расположенной параллельно оси движения,, и направлена в зуб; сила Рх перпендикулярна силам Р2 и Ру и действует в сторону задней поверхности зубьев протяжки или прошивки.
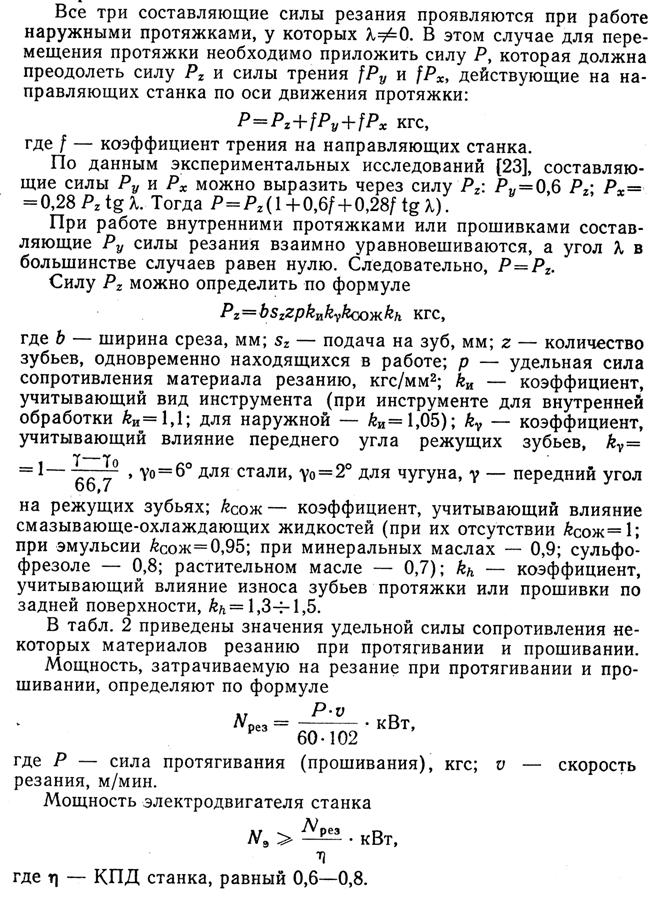




Протяжных работах

Список литературы
1.Методические указания по расчёту комбинированных протяжек / Сост.: И.А. Малышко, С.Е. Носенко. - Донецк: ДПИ, 1986. - 32с.
2.Методические указания к выполнению контрольных работ по курсу "Проектирование и производство металлорежущих инструментов"/ Сост.: И.А. Малышко, С.Л. Толстов. - Донецк: ДПИ, 1991. - 39с.
3.Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред.А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985.496 с.
Характеристика метода протягивания
Протягивание— высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности. Протягивают многолезвийным режущим инструментом — протяжкой при ее поступательном движении относительно неподвижной заготовки (главное движение).
Принцип протягивания заключается в том, что размер каждого последующего зуба протяжки больше предыдущего, при этом каждый зуб срезает с обрабатываемой поверхности заготовки стружку небольшой толщины, вследствие чего обработанная поверхность имеет малую шероховатость. Несмотря на сравнительно низкую скорость резания при протягивании, этот метод является высокопроизводительным вследствие большой суммарной длины одновременно работающих режущих лезвий.
На рис. 1 а, б приведены схемы протягивания и прошивания отверстий. При протягивании заготовка 2 торцовой частью опирается на кронштейн станка 1. Силой Р протяжка 3 протягивается через обрабатываемое отверстие заготовки. При прошивании заготовка 2 опирается на стол пресса 5. Сила Р, приложенная к торцу прошивки 4, проталкивает ее через обрабатываемое отверстие заготовки, В отличие от протяжки, которая работает на растяжение прошивка работает на сжатие. Длина прошивки во избежание продольного изгиба не превышает 15 ее диаметров.
Режим резания
Скорость резания. При протягивании скоростью резания и является скорость поступательного движения протяжки относительно заготовки. Скорость резания лимитируется условиями получения обработанной поверхности высокого качества и ограничивается технологическими возможностями протяжных станков. Обычно и = 8-ь15 м/мин.
Подача. Движение подачи при протягивании как самостоятельное движение инструмента или заготовки отсутствует. За величину подачи sz, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т. е. разность размеров по высоте двух соседних зубьев протяжки; sz является одновременно и глубиной резания. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0,01—0,2 мм/зуб. Оптимальные величины режима резания выбирают по справочным данным.
Протяжки
По характеру обрабатываемых поверхностей протяжки делят на две основные группы: внутренние и наружные. Внутренними протяжками обрабатывают различные замкнутые поверхности, а наружными — полузамкнутые и открытые поверхности различного профиля.
По форме различают круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими и уплотняющими. В первом случае зубья имеют острые режущие лезвия, во втором — округленные, работающие по методу пластического деформирования поверхности без снятия стружки. Различают также сборные протяжки со вставными ножами, оснащенными пластинками из твердого сплава.
На рис. 2, а показаны элементы круглой протяжки.
Элементы круглой протяжки. Замковая часть (хвостовик) 1Х служит для закрепления протяжки в патроне тянущего устройства станка; шейка /2 — для соединения замковой части с передней направляющей частью; передняя направляющая часть /3 вместе с направляющим конусом — для центрирования обрабатываемой заготовки в начале резания.
Режущая часть l4 состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя, и предназначена для срезания припуска.
Калибрующая часть 4 состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам последнего режущего зуба, и предназначена для придания обработанной поверхности окончательных размеров, необходимой точности и шероховатости.
Задняя направляющая часть /в служит для направления и поддержания протяжки от провисания в момент выхода последних зубьев калибрующей части из отверстия. Для облегчения образования стружки на режущих зубьях выполняют стружколомные канавки в шахматном порядке.
Геометрия зуба протяжки. Геометрия зубьев режущей и калибрующей частей показана на рис. 2, б. Передние и задние
углы протяжки измеряют в плоскости, перпендикулярной к главному режущему лезвию. Передний угол у (5—20°) выбирают в зависимости от свойств обрабатываемого материала, задний угол а (1—4°) в зависимости от класса точности обработки.
Калибрующие зубья имеют на задней поверхности фаску (ленточку) шириной / = 0,2-^0,3 мм, у которой задний угол ак= 0°. Фаска необходима для того, чтобы после переточки по передней поверхности зуба размеры протяжки не изменялись.
Шаг режущих зубьев tv протяжки определяют в зависимости от длины L протягиваемой поверхности, при этом исходят из того, чтобы в резании участвовало одновременно не менее трех зубьев. Шаг режущих зубьев tv = (1,25-*-1,5) VL мм; шаг калибрующих зубьев tK = (0,6-f-0,7) tv мм.





