В последние годы интерес российского бизнеса к улучшению организации производства заметно увеличился. Ряд крупных компаний в течение нескольких лет ведет работу по построению своих производственных систем. О наличии интереса среднего и крупного бизнеса к производственным системам свидетельствуют и результаты опроса руководителей промышленных предприятий, проведенного августе 2015 г. По результатам опроса, 32% промышленных предприятий внедряет отдельные инструменты, основанные на опыте японских предприятий, а 23% применяют собственные разработки с целью улучшения организации производства.

Рисунок 4 - Состояние производственных систем на российских предприятиях
Усилия предприятий, совершенствующих свои производственные системы, направлены, главным образом, на повышение качества продукции. По результатам опроса, около 70% предприятий, использующих японский опыт организации производства, заявили о применении элементов системы всеобщего управления качеством.

| TQM
| Всеобщий контроль качества
|
| 5S
| Визуализация рабочего места
|
| Kanban
| Снижение межоперационных запасов
|
| VSM
| Диагностика производственного процесса
|
| TPM
| Всеобщее обслуживание оборудования
|
| SMED
| Технология быстрой переналадки
|
Рисунок 5 – Инструменты модернизации ПС на предприятиях
Наиболее высокую активность по модернизации производственных систем проявляют крупные пре  дприятия, относящиеся к отраслям машиностроения или металлургии. Как представляется, это обусловлено возрастающей конкуренцией на внутреннем и международном рынках в этих отраслях.
дприятия, относящиеся к отраслям машиностроения или металлургии. Как представляется, это обусловлено возрастающей конкуренцией на внутреннем и международном рынках в этих отраслях.
Вместе с тем, модернизация производственных систем на российских промышленных предприятиях происходит неравномерно и в целом представляет собой все еще нечастое явление в российской бизнес-практике. Согласно опросу, систематическая и последовательная работа по улучшению организации производства ведется только на 5% предприятий, а 45% опрошенных не ставят перед собой задачу улучшения организации производства. Большинство предприятий, занимающихся построением производственных систем, находятся в самом начале пути к повышению производительности и качества до уровня передовых зарубежных компаний. Так, например, в российской автомобильной промышленности сохраняется существенное отставание от зарубежных конкурентов по производительности труда, управлению запасами, вовлеченности персонала в улучшение организации производства.
Таблица 2 - Организация производства в автомобильной промышленности Японии, США и России
| Показатели организации производства
| Ед. изм.
| Япония
| США
| Россия
|
| Занятость на 1000 собираемых легковых автомобилей
| чел.
|
|
|
|
| Стоимость складских запасов
| % выручки
| Менее 5%
| 8-9%
| 16%
|
| Рацпредложения на 1 сотрудника в год
| шт.
|
|
| 0,02
|
Вместе с тем, отдельные российские предприятия автомобильной промышленности – Ярославского з  авода дизельной аппаратуры (ОАО ЯЗДА) – был изучен ИКСИ на основе углубленных интервью с профильными специалистами на предприятии, а также анализа архивной производственной и финансово-экономической документации.
авода дизельной аппаратуры (ОАО ЯЗДА) – был изучен ИКСИ на основе углубленных интервью с профильными специалистами на предприятии, а также анализа архивной производственной и финансово-экономической документации.
Таблица 3 - Результаты модернизации производственной системы на оао «язда» (2014 г. По сравнению с уровнем 2012 г.)
| Показатель
| Сборочная линия 1 *
| Сборочная линия 2 **
|
| Производительность труда за смену
| +30%
| +17%
|
| Высвобождение производственной площади
| 70%
| 50%
|
| Длина потока на сборочной линии
| -68%
| -
|
| Стоимость обслуживания единицы оборудования
| -60%
| -70%
|
| Производственная себестоимость продукции
| +17%
| +28%
|
| Средняя заработная плата основных рабочих
| +25%
|
* линия по сборке топливных насосов ТНВД К-32 (потребитель – ММЗ)
** линия по сборке топливных насосов ТНВД V-образных (потребитель – ОАО «КамАЗ»)
В дальнейшем модернизация производственной системы предприятия была распространена на производственные участки, обеспечивавшие производство основных комплектующих для сборочных линий.
Одновременно с выстраиванием потока единичных изделий осуществлялась визуализация рабочих мест, заключающаяся в устранении всего лишнего с рабочего места, эргономичном размещении необходимых инструментов и деталей, наглядной организ  ации рабочего места в плане размещения необходимых предметов и стандартов проведения рабочих операций. Результатом этого становится повышение производительности труда. В конечном счете в связи с повышением качества продукции и снижения сопутствующих затрат, это выражается в увеличении заработной платы рабочих.
ации рабочего места в плане размещения необходимых предметов и стандартов проведения рабочих операций. Результатом этого становится повышение производительности труда. В конечном счете в связи с повышением качества продукции и снижения сопутствующих затрат, это выражается в увеличении заработной платы рабочих.
Влияние региональных программ повышения качества и производительности на распространение современных производственных систем можно отчасти продемонстрировать на примере регионов Южного федерального округа (ЮФО). В 2014 г. в среднем по ЮФО склонность предприятий к модернизации производственных систем отстает от среднероссийского уровня. Если в среднем по России модернизацию производственных систем проводят 32% предприятий, то в ЮФО аналогичный показатель составляет 26%. Однако в Краснодарском крае, где в последние годы действует краевая целевая программа «Качество Кубани», количество предприятий, занимающихся модернизацией своих производственных систем, превышает среднероссийский уровень. На втором месте по распространенности современных методов управления производством в Южном ФО находится Волгоградская область, где также действует программа повышения конкурентоспособности предприятий и организаций области. В этих двух регионах-лидерах сосредоточены, согласно опросу, около 50% предприятий ЮФО, занимающ  ихся модернизацией производственных систем.
ихся модернизацией производственных систем.
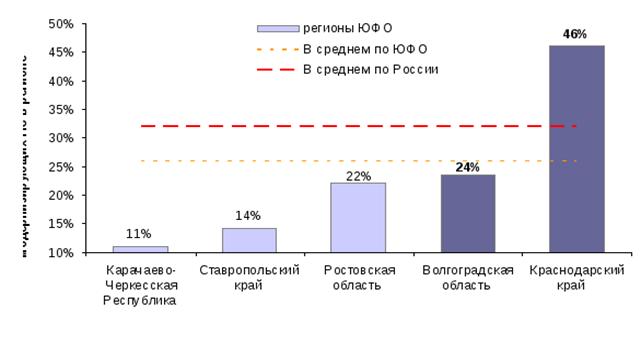
Рисунок 6 – Распространенность модернизации ПС в регионах Южного федерального округа
Сдерживающими факторами для распространения современных производственных систем в России сейчас являются дефицит информации о потенциальном эффекте изменений в организации производства, а также нехватка квалифицированных кадров среднего звена, имеющих знания и навыки построения современных производственных систем. Возможными направлениями решения этих проблем являются развитие обмена опытом между предприятиями, а также подготовка управленческих, инженерных и рабочих кадров в области организации производства. Возможности по реализации такой политики имеются в настоящее время как на федеральном, так и на региональном уровнях.
Практическая часть
Этап реинжиниринга: «Выбор процессов реинжиниринга и их анализ»
Таблица 4 - Перечень работ:
| Работа
| Содержание работы этапа
| Продолжительность (в неделях)
| Предшествующие работы
|
| A
| Идентификация производственных процессов
|
| -
|
| B
| Определение приоритетных производственных ПС(производственная структура) исходя из факторов успеха
|
| A
|
| C
| Ранжирование производственных процессов
|
| A
|
| D
| Определение узких мест производственного ПС
|
| B
|
| E
| Окончательное определение наиболее проблемных процессов
|
| C, D
|

Рисунок 7 – Модель сетевого графика
L1=A+C+E=6+7+3=16(недель)
Lкр.=A+B+D+E=6+4+5+3=18(недель)
1) Находим ранний срок события tp(j), j - это ранний срок, необходимый для выполнения всех работ, предшествующих данн  ому событию:
ому событию:
tp(j)= max(tp(j)+ tp(i,j)); (2.3.1)
tp(1)=0;
tp(2)= tp(1)+ tp(1,2)=0+6=6;
tp(3)= tp(2)+ tp(2,3)=6+4=10;
tp(4)= max{(tp(2)+ tp(2,4)), (tp(3)+ tp(3,4))}= max{(6+ 7), (10+ 5)}= max(13;15) = =15;
tp(5)= tp(4)+ tp(4,5)=15+3=18.
2) Находим поздний срок свершения события tn(i), i - называется самый поздний момент времени, после которого остается столько времени до критического срока, сколько необходимо для завершения всех работ, следующих за этим событием:
tn(i)= min(tp(i)+ tp(i,j)); (2.3.2)
tn(5)=18;
tn(4)= tn(5)+ tn(4,5)=18-3=15;
tn(3)= tn(4)+ tn(3,4)=15-5=10;
tn(2)= min{(tn(3)- tn(2,3)), (tn(4)- tn(2,4))}= min{(10-4), (15- 7)}= min(6;8)= =6;
tn(1)= tn(2)+ tn(1,2)=6-6=0.
3) Определение резервов времени событий в сетевом графике:
R(i)=tn(i)- tp(i) (2.3.3)
R(1)=tn(1)- tp(1)=0-0=0;
R(2)=tn(2)- tp(2)=6-6=0;
R(3)=tn(3)- tp(3)=10-10=0;
R(4)=tn(4)- tp(4)=15-15=0;
R(5)=tn(5)- tp(5)=18-18=0.
4) Резервы времени работы (j,i) по  дразделяются на полный Rn(j,i) и свободный Rc(j,i).
дразделяются на полный Rn(j,i) и свободный Rc(j,i).
Полный резерв времени работы - это максимальное количество времени, на которое можно задержать начало работы или увеличить ее продолжительность, не изменяя длительности критического срока:
Rn(i,j)=tn(j)-tp(i)-t(i;j); (2.3.4)
Rn(1,2)=tn(2)-tp(1)-t(1;2)=6-0-6=0;
Rn(2,3)=tn(3)-tp(2)-t(2;3)=10-6-4=0;
Rn(2,4)=tn(4)-tp(2)-t(2;4)=15-6-7=2;
Rn(3,4)=tn(4)-tp(3)-t(3;4)=15-10-5=0;
Rn(4,5)=tn(5)-tp(4)-t(4;5)=18-15-3=0.
Свободный резерв времени работы – это максимальное количество времени, на которое можно увеличить продолжительность данной работы, не изменяя при этом ранних сроков начала последующих работ при условии, что непосредственно предшествующее событие наступило в свой ранний срок:
Rc(I,j)=tp(j)-tp(i)-t(I;j); (2.3.5)
Rc(1,2)=tp(2)-tp(1)-t(1;2)=6-0-6=0;
Rc(2,3)=tp(3)-tp(2)-t(2;3)=10-6-4=0;
Rc(2,4)=tp(4)-tp(2)-t(2;4)=15-6-7=2;
Rc(3,4)=tp(4)-tp(3)-t(3;4)=15-10-5=0;
Rc(4,5)=tp(5)-tp(4)-t(4;5)=18-15-3=0.
Таблица 5 – Результаты расчётов резервов времени событий и работ
| №
| i
| j
| Dij
| tn(i)
| tp(j)
| R
| Rn
| Rc
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗАКЛЮЧЕНИЕ
В процессе практической работы мы раскрыли теоретические вопросы по основам технологии в процессе принятия управленческих решений и анализе развития организационных развитий в России, узнали о понятиях инновации, инновационной деятельности, инновационных процессах и технологиях нововведений. Так же из практической работы мы узнали основные виды технологий нововведения, такие как, консалтинг, реинжиниринг и сетевое планирование как один из современных методов планирования.
В задании из практической работы, мы проработали технологию реинжиниринга и провели анализ, таким образом сформировав перечень работы в виде модели сетевого графика, с последующим нахождением оптимизированного планирования.