КУРС ЛЕКЦИИ
по дисциплине
«ПРОКАТКА И ВОЛОЧЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
И ИХ СПЛАВОВ»
для студентов специальности 5В070900- «Металлургия»

 Шымкент-2017г
Шымкент-2017г
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
ЮЖНО-КАЗАХСТАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Им. М.АУЕЗОВА
ВЫСШАЯ ШКОЛА «ХИМИЧЕСКАЯ ИНЖЕНЕРИЯ И БИОТЕХНОЛОГИЯ»
Кафедра «МЕТАЛЛУРГИЯ»
Есмурзаева Р.М.
КОНСПЕКТ ЛЕКЦИИ
по дисциплине
«ПРОКАТКА И ВОЛОЧЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
И ИХ СПЛАВОВ»
для студентов специальности 5В070900 - «Металлургия»
 Шымкент-2017г
Шымкент-2017г
УДК 621.77
Составитель: Есмурзаева Р.М.
Курс лекции по дисциплине «Прокатка и волочение цветных металлов и их сплавов» для студентов ЮКГУ им.М.Ауезовапо специальности – 5В070900 «Металлургия»
- Шымкент: ЮКГУ им.М.Ауезова; 2017г, 84 листов
Конспект лекции разработан в соответствии с требованиями ГОСО РК, квалификационной характеристики, рабочим учебным планам специальности 5В070900 – «Металлургия» и отражает основное содержание дисциплины, что призвано обеспечить выбор бакалаврам предмета и соответственно этому траекторию обучению.
Аннотация
В конспекте лекции излагаются теоретические основы работы прокатного и волочильного оборудования используемого в промышленности. Указано влияние технологии прокатки, прессования и волочения на работу станов и прессов. Даны рекомендации по выбору режимов прокатки, прессования, скорости нагрева слябов и блюмов, а также охлаждения проката. Показано влияние термической обработки на качество проката и поковки. Приведены примеры проектирование технологических процессов прокатки, прессования и волочения на оборудование разного вида. Указаны особенности листовой, сортовой, горячей и холодной прокатки.
Конспект лекции позволит активизировать познавательную и творческую деятельность студентов, организовать самостоятельную работу студентов в аудиторное и внеаудиторное время. Может быть использован студентами, магистрантами металлургических специальностей.
Рецензент:
Каратаева Г.Е. – к.т.н., доцент каф. «Металлургия», ЮКГУ им.М.Ауезова
Рассмотрено заседанием кафедры (протокол № 2, от 14.09.2017г.), рекомендовано комитетом по инновационным технологиям обучения и методическому обеспечению высшей школы «Химическая инженерия и биотехнология» (протокол № 2, от 29.09.2017г).
Рекомендовано к изданию Учебно-методическим советом ЮКГУ им. М.Ауезова, протокол № ___ от «____» __________ 201_ г.
 Южно-Казахстанский университет имени М.Ауезова
Южно-Казахстанский университет имени М.Ауезова
| Содержание
| стр.
|
| | |
| Введение
|
|
| Лекция №1. Классификация процессов обработки металла давлением.
Перспективы развития обработки металлов давлением
|
|
| Лекция №2. Прокатное производство. Продукция прокатного производства. Сортамент прокатных профилей
|
|
| Лекция 3. Листопрокатное производство. Калибровка валков.
Технологические схемы производства проката
|
|
| Лекция №4. Производство горячекатаной листовой стали.
Производство холоднокатаной листовой стали
|
|
| Лекция №5. Общие сведения и виды прессования. Прессование
на горизонтальных гидравлических прессах. Полунепрерывное и
непрерывное прессование
|
|
| Лекция 6. Производство профилей, прутков и труб. Технология
прессования профилей
|
|
| Лекция №7. Волочильное производство. Виды волочения. Сортамент
продукции
|
|
| Лекция №8. Волочение труб, прутков, проволоки. Оборудование
и инструмент. Технология волочения проволоки
|
|
| Лекция 9. Горячая прокатка бесшовных труб. Технологические схемы производства бесшовных труб. Прошивка.
|
|
| Лекция 10. Изготовление труб на агрегатах с автомат-станом.
Технологическая схема работы агрегата
|
|
| Лекция 11. Непрерывная прокатка труб на длинной оправке.
Трехвалковыйраскатной стан
|
|
| Лекция 12. Совмещенные процессы производства металлоизделий.
Общие сведения о совмещенных процессах обработки металлов и сплавов.
Перспективы развития
|
|
| Лекция 13. Классификация совмещенных процессов. Комбинирование
операций обработки металлов давлением. Способы и устройства для
совмещенной прокатки и прессования цветных металлов и сплавов
|
|
| Лекция 14. Совмещение процессов литья и обработки металлов давлением. Производство изделий методом совмещенного литья и прокатки,
литейно-прокатные агрегаты.
|
|
| Лекция 15. Методы непрерывного литья и прессования. Способы
совмещенного литья, прокатки и прессования (СЛИПП)
|
|
| Список использованной литературы
|
|
 Введение
Введение
Детали машин, сооружений и другие изделия современной техники изготовляются главным образом из металлов и их сплавов на металлургических и машиностроительных заводах.
Основными методами изготовления металлических деталей и их полуфабрикатов являются литье, обработка давлением и обработка резанием. Особое место занимает обработка металлов давлением (ОМД), заключающаяся в пластическом изменении формы металла посредством его деформирования, в том числе метод прокатки и волочения, на долю которых приходит более 60% всей изготовляемой обработкой давлением продукции.
Прокатка и волочение позволяет получать детали или их полуфабрикаты в виде заготовок, близких по форме к готовым деталям, с большой производительностью и малыми отходами. Металл подвергается пластической деформации как в холодном, так и в горячем состоянии. В процессе пластического деформирования изменяется структура металла и повышаются его механические свойства. Поэтому наиболее тяжелонагруженные детали машин изготовляются обработкой давлением.
Вследствие возможности формообразования металла с высокой производительностью и малыми отходами, а также возможности повышения его механических свойств значение процессов прокатки и волочения в современной промышленности огромно.
Экономия металла – одна из основных задач стоящих перед обработкой металлов давлением (ОМД). Для оценки экономических показателей используют численное отношение массы детали к массе израсходованного на него металла, называемое коэффициентом использования металла (КИМ) и выраженное в процентах. Самое большое значения КИМ иметь холодная объемная штамповка и прокатка (82 и 85 %).
Процессы металлообработки, и в частности ОМД, будут развиваться в направлении создания экономически более выгодных методов обработки, какими в первую очередь являются комбинированные и совмещенные процессы. При этом сокращение металлургических переделов связано с организацией непрерывных технологических схем производства. Это приведет к значительному снижению трудоемкости и энергоемкости процессов, к снижению отходов и увеличению выхода годного металла.
Лекция №1. Классификация процессов обработки металла давлением. Перспективы развития обработки металлов давлением
План лекции:
1 Сущность процесса ОМД
2 Классификация процесса
Детали машин, сооружений и другие изделия современной техники изготовляются главным образом из металлов и их сплавов на металлургических и машиностроительных заводах.
Основными методами изготовления металлических деталей и их полуфабрикатов являются литье, обработка давлением и обработка резанием. Особое место занимает обработка металлов давлением (ОМД), заключающаяся в пластическом изменении формы металла посредством его деформирования.
Обработка давлением позволяет получать детали или их полуфабрикаты в виде заготовок, близких по форме к готовым деталям, с большой производительностью и малыми отходами. Металл подвергается пластической деформации как в холодном, так и в горячем состоянии. В процессе пластического деформирования изменяется структура металла и повышаются его механические свойства. Поэтому наиболее тяжелонагруженные детали машин изготовляются обработкой давлением.
Пластическое деформирование осуществляется различными способами, к числу которых относятся прокатка, свободная ковка, объемная штамповка, прессование, волочение, листовая штамповка и специализированные виды ОМД (рисунок 1).
Вследствие возможности формообразования металла с высокой производительностью и малыми отходами, а также возможности повышения его механических свойств значение обработки давлением в современной промышленности огромно.
Обработка металлов давлением в целом является заготовительной базой машиностроения и металлургии. В конечном счете от ее качественного развития и совершенствования зависят создание мощных энергетических установок, новых летательных аппаратов, современных автомобилей и грузоподъемных машин, новейшей электронной и космической техники.
Экономия металла – одна из основных задач стоящих перед ОМД. Для оценки экономических показателей используют численное отношение массы детали к массе израсходованного на него металла, называемое коэффициентом использования металла (КИМ) и выраженное в процентах. Самое большое значения КИМ иметь холодная объемная штамповка и прокатка (82 и 85 %).
Процессы металлообработки, и в частности ОМД, будут развиваться в направлении создания экономически более выгодных методов обработки, какими в первую очередь являются комбинированные и совмещенные процессы. При этом сокращение металлургических переделов связано с организацией непрерывных технологических схем производства. Это приведет к значительному снижению трудоемкости и энергоемкости процессов, к снижению отходов и увеличению выхода годного металла.
В качестве исходного материала в обработке металлов давлением применяют стали всех марок, алюминиевые, магниевые, титановые сплавы, а также сплавы на основе меди и никеля в виде слитков, прутков, различных сортовых профилей и т. д. Для ковки, например, используют спокойную сталь, раскисляемую полностью до разливки. Кипящая сталь менее пригодна для ковки, т. к. в слитках из нее трудно обеспечить полную заварку пустот и пузырей в процессе деформации. После прокатки эту сталь используют для штамповки.

Рисунок 1. Классификация процессов ОМД
Для обеспечения необходимых пластических свойств металлы и сплавы деформируются как в холодном, так и (преимущественно) в горячем состоянии.
Стали, сплавы железа с углеродом (до 2,14 %) используются практически во всех отраслях промышленности, машиностроении, металлургии, строительстве, автомобилестроении и т.п. В зависимости от химического состава сталь бывает углеродистая (Ст3, 08кп) и легированная (3Х2В8Ф, 5ХНМ); от назначения – конструкционная и инструментальная; от способа получения – мартеновская, бессемеровская, томасовская; от способа раскисления – спокойная, полуспокойная и кипящая. Углеродистые стали подразделяют на низкоуглеродистые (до 0,25 % углерода), среднеуглеродистые (0,25–0,60 %) и высокоуглеродистые (свыше 0,6). Низко- и среднеуглеродистые стали являются конструкционными, а высокоуглеродистые – инструментальными. Они имеют большой запас пластичности и могут деформироваться со степенями деформации до 80 %. Стали высокоуглеродистые и высоколегированные допускают деформацию за один цикл обработки не более 60 %, поэтому их относят к материалам средней пластичности.
Для алюминиевых сплавов характерен малый удельный вес и высокие прочностные свойства. Их подразделяют на мягкие сплавы (АМц, АД31, АМГ), сплавы средней твердости (Д1, Д16, АК1) и высокой прочности (АК8, В95). Кроме того, различают термически упрочняемые и термически неупрочняемые сплавы. Алюминиевые сплавы обладают высокой пластичностью, что дает возможность прессованием на горизонтальных гидравлических прессах получать самые разнообразные профили очень сложных конфигураций и различных сечений. Такие свойства алюминиевых сплавов, как низкая плотность, высокая коррозионная стойкость, сравнительно высокие механические свойства, позволяют применять изделия из них в различных деталях машин, автомобилестроении, в строительных конструкциях и архитектурных сооружениях. Основными потребителями сплошных и полых профилей из алюминиевых сплавов является авиационная промышленность, судостроение, холодильная техника, электротехническая промышленность, радиолокация. В последние годы сортамент полых профилей из алюминиевых сплавов значительно увеличился благодаря их использованию в строительстве для изготовления отделочных и конструкционных строительных деталей (детали оконных витражей, перегородок, подвесных потолков, рам, внутренних карнизов, встроенной мебели и др.).
Медь и сплавы на ее основе широко используются во многих отраслях промышленности: электротехнической, строительной, теплоэнергетической. Медь обладает хорошей пластичностью, поэтому из нее изготавливают детали практически всеми способами ОМД. Выделяют две группы сплавов – бронзы и латуни. Латуни (сплавы меди с цинком), обрабатываемые давлением, подразделяются более чем на 8 марок. Для горячей обработки металлов давлением широко применяют латуни марок Л62 и Л68. Бронзы (сплавы меди с оловом, алюминием, марганцем, кремнием, бериллием и другими элементами, кроме цинка) подразделяют на 10 марок. Безоловянистые бронзы характеризуются хорошими антифрикционными и антикоррозионными свойствами, могут работать в соленой воде, масле, паре. Магниевые сплавы (МА2, МА5, ВМ 65-1) относятся к легким сплавам и обладают склонностью к повышенной коррозии, вследствие чего имеют ограниченное применение в машиностроении. В основном, их используют в авиационной промышленности в качестве конструкционных материалов. Область применения – ракето- и самолетостроение, автомобилестроение, электротехническая промышленность.
Титановые сплавы (ВТ1-1) обладают наибольшей удельной прочностью, высокой антикоррозионной стойкостью и жаропрочностью. Находят применение в авиастроении, химическом и транспортном машиностроении, их используют для изготовления поковок для ракет, самолетов (турбинные лопатки), обшивки для подводных лодок, кислотоупорных деталей.
Кроме перечисленных в различных отраслях народного хозяйства широко используются и другие металлы и сплавы. Например, для производства ювелирных изделий применяют такие известные металлы, как золото, платина, палладий, серебро и сплавы на их основе. Для электротехнической промышленности используют сплавы тугоплавких металлов, таких как вольфрам, молибден и др. Кроме того, в качестве декоративных сплавов используются медноникелелевые сплавы такие, например, как мельхиор (МН19), нейзильбер (НМЖМц26-2,5-1,5) и др.
В качестве перспектив развития металлообработки методами ОМД выделим следующие: всесторонняя механизация и автоматизация процессов обработки металлов давлением: создание новых непрерывных процессов совмещенной обработки черных и цветных металлов и их сплавов; увеличение мощностей производственного оборудования и их производительности; реализация малоотходных и безотходных технологий производства изделий методами ОМД; применение современных программных средств для проектирования и управления технологическими процессами ОМД; разработка новых материалов, видов оборудования и технологий для обработки труднодеформируемых и малопластичных сплавов; разработка систем автоматизированного проектирования (САПР) технологии и инструмента для процессов ОМД.
Контрольные вопросы:
1. В чем заключается сущность процесса обработки металлов давлением (ОМД)?
2. Какие способы относятся к процессу ОМД?
3. Сплавы содержащие в основе цветные металлы?
4. Расскажите про перспективы развития ОМД.
Лекция №2. Прокатное производство. Продукция прокатного производства. Сортамент прокатных профилей
План лекции:
1. Прокатное производство
2. Применение продукции прокатного производства
3. Профиль сортового металлопроката
Прокатное производство – это комплекс взаимосвязанных технологических переделов, определяющих качество прокатной продукции и технико-экономические показатели прокатного цеха. Развитие прокатного производства базируется на использовании нового, более совершенного нагревательного, прокатного и отделочного оборудования, характеризующегося поточностью ряда технологических процессов и операций, более высокими скоростями и интенсивным режимом работы. Решающим направлением технического прогресса в прокатном производстве является комплексная механизация и автоматизация производственных процессов, расширение сортамента продукции, повышение ее качества и экономии металла.
Выделяют производство проката из черных и цветных металлов, причем производство проката из сталей занимает превалирующее положение. При производстве проката из цветных металлов и сплавов большую долю в объеме занимает листопрокатное производство.
Прокатка металлов является таким видом пластической обработки, когда исходная заготовка обжимается вращающимися валками прокатного стана в целях уменьшения поперечного сечения заготовки и придания ей заданной формы. Существует три основных способа прокатки (рисунок 2): продольная (рисунок 2, а), поперечная (рисунок 2, б) и поперечно-винтовая (или косая) (рисунок 2, в).
При продольной прокатке деформирование заготовки 2 осуществляется между вращающимися в разные стороны валками 7 и 3. Из простейшей схемы поперечной прокатки видно, что оси прокатных валков 1 и 3 и обрабатываемой заготовки 2 параллельны (или пересекаются под небольшим углом). Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном.

а – продольная; б – поперечная; в – поперечно-винтовая: 1 – правый валок; 2 – заготовка; 3 – левый валок; 4 – гильза; 5 – оправка; 6 – штанга (стержень)
Рисунок 2. Схемы прокатки
В процессе поперечной прокатки обрабатываемая заготовка удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечиваются соответствующей профилировкой валков и изменением расстояния между ними. Данным способом производят изделия, представляющие собой тела вращения (шары, оси, шестерни и пр.).
Поперечно-винтовая, или косая прокатка, выполняется во вращающихся в одном направлении валках, установленных в прокатной клети под некоторым углом друг к другу (рисунок 2). Станы косой прокатки используют при производстве труб, главным образом, для прошивки слитка или заготовки в гильзу. В момент соприкосновения металла с вращающимися валками, имеющими наклон к оси обрабатываемой заготовки, возникают силы, направленные вдоль оси заготовки, и силы, направленные по касательной к ее поперечному сечению. Совместное действие этих сил обеспечивает вращение, втягивание обрабатываемой заготовки в суживающую щель и деформирование.
Различают листовую и сортовую прокатку. При сортовой прокатке на бочке валков имеются ручьи, образующие при составлении двух и более валков калибр по форме и размерам получаемого полуфабриката. При листовой прокатке применяется гладкая бочка валков.
Наиболее распространенной является прокатка на станах «Дуо» и «Трио», клети которых содержат, соответственно, два и три рабочих валка. Для производства тонколистового проката и фольги используется многовалковая прокатка. В этом случае прокатка осуществляется в клетях с четырьмя (Кварто), шестью, двенадцатью и двадцатью валками. Универсальные клети содержат, как правило, два вертикальных и два горизонтальных валка, образующих закрытый калибр по форме и размерам готового проката.
Продукция прокатного производства имеет очень широкое применение во всех отраслях народного хозяйства. Она используется в виде заготовок различного профиля для изготовления деталей машин, станков, тракторов, автомобилей, паровозов, вагонов, железнодорожных путей; для строительства зданий, мостов и других сооружений. Указанные машины и сооружения изготовляются из прокатных черных и цветных металлов и их сплавов
Сортамент прокатных профилей. Профилем проката называется форма его поперечного сечения, сортаментом – совокупность профилей с различными размерами, получаемых прокаткой на одном стане или на группе станов. Сортамент прокатываемых профилей весьма разнообразен. Его разделяют на пять основных групп: 1) сортовой прокат; 2) листовой прокат; 3) трубы; 4) специальные виды проката (колеса, бандажи, кольца и др.); 5) периодический прокат.
Профиль сортового металла разделяют на две группы: простой геометрической формы (квадратная, круглая и полосовая сталь) и сложной – фасонной формы (двутавровые балки, швеллеры, зетовая сталь, рельсы и др.).
Листовой прокат (сталь) разделяют на толстолистовую сталь (толщиной более 4 мм), тонколистовую (толщиной менее 4 мм) и широкополосную, или универсальную сталь. Листы толщиной от 3 до 8 мм часто называют листами средней толщины. Толстолистовая сталь имеет ширину от 600 до 5000 мм при толщине от 4 до 160 мм и длине от 4 до 12 м. Броневые плиты имеют ширину до 4500 мм и толщину до 550 мм.
Тонколистовая сталь имеет ширину от 500 до 2500 мм, толщину от 0,20 до 3,75 мм и длину от 700 до 4000 мм. Листы (лента) толщиной меньше 0,20 мм носят название фольги. Листы должны быть с обрезанными кромками. Электротехническая и трансформаторная стали имеют ширину 750 и 1000 мм и толщину от 0,35 до 1,0 мм.
Широкополосная, или универсальная сталь, имеет ширину от 200 до 1500 мм при толщине от 4 до 60 мм. Тонкие стальные ленты изготовляются шириной от 20 до 2500 мм и длиной до 300 м в зависимости от толщины.
Трубы стальные подразделяются на две группы: бесшовные с диаметром от 25 до 600 мм и сварные – встык, внакладку и холоднопрофилированные – с диаметром от 10 до 1400 мм.
Периодический прокат представляет собой заготовку, поперечное сечение которой не остается одинаковым по форме и площади, а периодически изменяется.
Цветные металлы и их сплавы прокатываются преимущественно на простые профили – квадратный, круглый, полосовой (прямоугольный) в виде листов и лент различных размеров: по толщине от 0,2 до 25–30 мм, по ширине – листы до 3000 мм, ленты до 600 мм (и больше); по длине – листы до 6 м, ленты до 300 м и больше в зависимости от толщины.
В качестве технологических характеристик прокатки используют такие показатели, как производительность и скорость прокатки, степень деформации (обжатия) за один проход и вытяжка. В общем случае основным показателем степени деформации при прокатке является вытяжка λ = F о/ F 1, которая определяется как отношение площади поперечного сечения заготовки F 0 к площади поперечного сечения готового изделия F 1. В частном случае, например при листовой прокатке без уширения, вытяжку определяют как отношение длин заготовки и изделия. Величину Δ H = H 0− H 1 называют абсолютным обжатием, а величину εh = (Δ H / H 0)⋅100% – относительным обжатием (здесь H 0 и H 1 – соответственно, высота полуфабриката до и после деформации). Производительность прокатного стана, т/ч, можно рассчитать по формуле A = (3600/ t ц) G, где G – масса заготовки (слитка), т; t ц – время (цикл) прокатки, с.
Контрольные вопросы:
1. В чем различие продольной и поперечной прокатки?
2. Для каких целей применяется сортовая прокатка?
Лекция 3. Листопрокатное производство. Калибровка валков. Технологические схемы производства проката
План лекции:
1 Методы производства листового проката
2 Станы для проката листового и сортового проката
3 Расположение рабочих клетей стана
4 Калибровка валков
Производство листового проката (листов, лент) осуществляется методами горячей (толстолистовой материал) и холодной прокатки (тонколистовой материал, фольга). Горячую прокатку ведут на двух-, трех- или четырехвалковых станах листовой прокатки. Наиболее современным оборудованием являются непрерывные широкополосные станы. Исходным материалом являются слябы массой от 7,5 до 45 т, нагреваемые в методических печах. Холодную прокатку стали с минимальной толщиной 0,15 мм ведут на четырех-шестиклетьевых непрерывных станах или на станах «Кварто», оснащенных моталками (для рулонной прокатки). Для производства алюминиевой фольги применяют непрерывнолитую заготовку, которую прокатывают с толщины 6 мм на станах «Кварто» до микронных размеров.
Для производства листового и сортового проката в прокатных цехах устанавливают станы различного типа и назначения. Условно выделяют несколько групп.
1. Заготовочные станы: блюминги, слябинги, непрерывные заготовочные станы. Блюминги и слябинги – это крупные обжимные станы с диаметром валков 850–1500 мм, в которых прокатку ведут за 11–15 проходов в реверсивном режиме. Как правило, это одноклетьевые станы для производства заготовок больших размеров в виде прямоугольной заготовки (сляба) и квадратной заготовки (блюма). Непрерывные заготовочные станы устанавливаются непосредственно за блюмингом (слябингом) и имеют обычно две непрерывные группы по шесть клетей в каждой.
2. Станы для производства готового проката: сортовые, листовые, трубные и специальные. К сортовым станам относят крупносортные, рельсобалочные, средне- и мелкосортные. К листовым станам относят станы для прокатки толстолистовой и тонколистовой (рулонной) прокатки. К трубным станам относят прошивные, раскатные станы и станы холодной прокатки труб (ХПТ), а также станы для получения сварных труб. К специальным станам относят станы для прокатки периодических, гнутых профилей, шаропрокатные, колесопрокатные и другие станы.
За основной параметр у сортопрокатных станов принимают диаметр рабочих валков. Например, обозначение стан «Кварто 400» означает, что стан имеет 4 валка, из которых 2 опорных и 2 рабочих диаметром 400 мм. У листовых станов за основной параметр принята длина бочки валков, поэтому обозначение «стан 2000» означает, что у данного стана длина бочки валков составляет 2000 мм.
По расположению рабочих клетей выделяют следующие виды прокатных станов: одноклетьевые, линейные, многоклетьевые, последовательные, полунепрерывные и непрерывные.
Калибровкой валков называют последовательность калибров, расположенных на валках прокатного стана и обеспечивающих получение профиля заданных размеров. В каждом калибре в зависимости от типа стана металл прокатывают за один или несколько проходов, в результате чего заготовка превращается в раскат требуемого сечения. В понятие калибровки включают также определение формы и размеров калибров и размещение их на валках прокатного стана (т. е. процесс проектирования калибровки валков).
Калибры подразделяются на двухвалковые и многовалковые, причем некоторые калибры одинаковой формы могут быть образованы двумя и более валками. В практике прокатного производства нашли применение двухвалковые, трехвалковые и четырехвалковые калибры (рисунок 3).

а – вырезов 1; б – выступов 2; в – выреза 1 и выступа 2; г – вырезов 1 и выступа 2
Рисунок 3. Калибры, образованные ручьями в виде
Калибры классифицируются по форме, расположению на валках и назначению. По форме калибры подразделяют на две основные группы: простой формы (ящичные или прямоугольные, ромбические, шестиугольные, овальные, круглые, квадратные, шестигранные) и фасонные (балочные, швеллерные, уголковые, рельсовые, тавровые и др.).
По расположению в валках различают калибры открытые, закрытые, полузакрытые и диагональные. У открытых калибров горизонтальный зазор между буртами валков располагается приблизительно посередине высоты калибра, у закрытых – за пределами калибра, у полузакрытых – ближе к основанию или вершине калибра, у диагональных зазоры между буртами располагаются по диагонали (например, у левого бурта в нижней, а у правого – в верхней части калибра).
По назначению калибры подразделяют на обжимные, черновые, предчистовые и чистовые. Обжимные калибры предназначены для уменьшения площади поперечного сечения исходного слитка, блюма или заготовки с целью получения заготовки, из которой в дальнейшем будет формироваться требуемый профиль. В качестве обжимных обычно используют ящичные калибры. Эти калибры применяют при прокатке на блюмингах и заготовочных станах, а также в первых проходах на сортовых станах. Черновые калибры предназначены для постепенного формирования прокатываемого фасонного профиля (например, двутавровой балки, швеллера и т. д.). На сортовых станах черновые калибры располагаются после обжимных калибров. При прокатке простых сортовых профилей (круг, квадрат, шестигранник) к черновым относят калибры простой формы, в которых производится дальнейшее уменьшение площади поперечного сечения раската, причем эти калибры располагаются в такой последовательности, чтобы обеспечить максимальную вытяжку, т. е. используются как вытяжные. Черновые калибры применяются в черновых и промежуточных группах клетей стана (рисунок 4).
|
Рисунок 4. Калибровка трехвалковойрабочей клети
| |

Металлургический завод с полным металлургическим циклом, производящий металл в том или другом виде из исходных материалов, включает в свой состав следующие цехи, которые обеспечивают производство и обработку различных видов изделий: доменные (производство чугуна); мартеновские, конвертерные, электросталеплавильные (производство стали и других металлов); цехи горячей прокатки (горячекатаный прокат и трубы); цехи холодной прокатки (производство холоднокатаных листов, лент и труб, отличающихся высокой точностью размеров по толщине, высокой степенью отделки поверхности, а также дополнительными физико-механическими характеристиками); калибровочные цехи (производство калиброванного металла в прутках и бунтах с высоким качеством поверхности и высокими допусками по размерам); цехи антикоррозионных и других видов покрытий (лужение, оцинкование, алюминирование, хромирование и др.); цехи гнутых профилей (получение тонкостенных гнутых профилей широкого сортамента из листового проката); термические цехи и различные виды отделки металла. Поэтому доменные, сталеплавильные, прокатные и другие цехи при производстве металлов являются основными, ведущими цехами металлургического завода.
Если включить еще получение кокса, что обычно имеет место на металлургическом заводе полного цикла, то такое сочетание цехов является наиболее рациональным с точки зрения использования отходящих газов доменных и коксовых печей, теплоты жидкого чугуна при передаче его из доменного в сталеплавильные цехи и теплоты горячих слитков при передаче их из сталеплавильных в прокатные цехи и на отделку.
Длительное время получение готового проката выполнялось по технологической схеме слиток – готовый прокат (рисунок 5). В этих условиях получали слиток небольшой массы и выбирался он с таким расчетом, чтобы из него можно было получить необходимое изделие всего за один нагрев. Однако по мере развития машиностроения и металлургии, главным образом высокопроизводительных способов получения стали, возникла необходимость разливать сталь в слитки значительной массы – 6 – 10 т и более.
| Рисунок 5. Технологическая схема производства проката из обычного слитка
| |
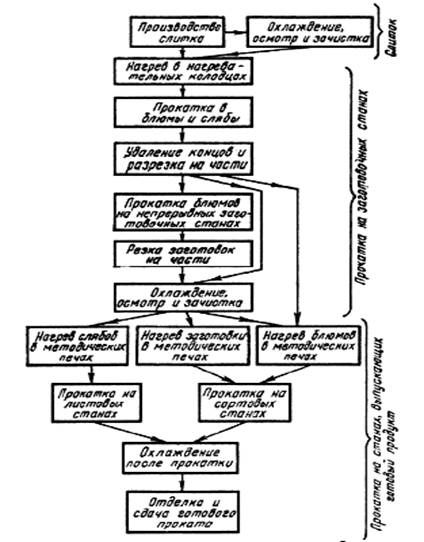
Получение готового проката из такого слитка за один нагрев не всегда представляется возможным. По этой причине начали строить обжимные станы, задача которых состояла в обработке слитка в заготовку. Данное обстоятельство привело к новой технологической схеме: слиток – полупродукт (заготовка) – готовый прокат.
Поэтому прокатные цехи, как правило, имеют в своем составе обжимные (блюминги, слябинги) и заготовочные станы, являющиеся основными агрегатами, связывающими сталеплавильные цехи и прокатные станы, выпускающие готовый прокат; сортовые станы (рельсобалочные, крупно, средне-, мелкосортные и проволочные); листопрокатные станы; трубные станы и др.
Наряду с такой широко распространенной технологической схемой наблюдается переход к схеме литая заготовка – готовый прокат (рисунок 6). Этому способствует успешное освоение разливки стали в заготовки квадратного и прямоугольного сечений, что имело распространение лишь в цветной металлургии. Непрерывное литье стальных заготовок длительное время не применялось из-за значительных трудностей выполнения технологического процесса самой разливки. Однако этот процесс обеспечивает получение химически более однородной плотной заготовки, что резко повышает выход годного. Например, на слябах спокойной углеродистой стали выход годного выше на 20 %, чем при разливке в изложницы. Вместе с тем исключается необходимость иметь отделение подготовки изложниц и поддонов.
| Рисунок 6. Технологическая схема производства проката из заготовок, полученных на МНЛЗ
| |

Применение непрерывной разливки стали снижает себестоимость металлургического передела, так как при этом устраняется необходимость в дорогостоящем оборудовании обжимных цехов, исключаются расходы на содержание обслуживающего и административного персонала. Установлено, что себестоимость проката в этих условиях снижается на 8–10 % при улучшении во многих случаях механических свойств и других характеристик стали. Кроме того, непрерывная разливка существенным образом меняет условия работы в сталеплавильных цехах, позволяет механизировать и автоматизировать все металлургическое производство: получение чугуна, стали, готового проката. Поэтому непрерывная разливка получает значительное развитие во всех странах.
Для производства труб и специальных профилей применяют подобные технологические схемы, отличие заключается в стадии получения заготовки и особенностей процесса формоизменения. Так, при производстве бесшовных труб горячей прокаткой применяют прошивку заготовки в гильзу и раскатку гильзы в трубу с помощью метода поперечно-винтовой прокатки (см. рисунок 2). Для холодной прокатки бесшовных труб применяют станы ХПТ с периодическим режимом работы клети, когда клеть с валками перемещается, а заготовка обжимается валками с переменным радиусом
В данных схемах прокатки труб в качестве инструмента применяют конические оправки. При производстве сварных труб используют прокатку ленты (штрипса) в формовочно-сварочном стане, где в клетях с чередующимися горизонтальными и вертикальными валками полоса постепенно сворачивается и сваривается по длине. Специальные виды проката, к которым относят шары, оси, периодические профили и др., получают на станах поперечно-винтовой прокатки, имеющих различное число, форму и расположение рабочих валков.
Контрольные вопросы:
1. В чем различие продольной и поперечной прокатки?
2. Для каких целей применяется сортовая прокатка?







