

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
1 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАГРУЗОЧНОГО ОБОРУДОВАНИЯ
1.1 Сталкиватели слябов.
Назначение - сталкивание слябов с подъемных столов на загрузочный рольганг.
Количество - 2 (по одному во втором и третьем пролетах блюминга).
Тип - реечный, двухштанговый.
Максимальное усилие сталкивания одной штангой - 39.2 кн.
Рабочий ход штанги - 3020 мм.
Дополнительный обратный ход при загрузке на стол пачки слябов 500 мм.
Скорость рабочего хода - 0.4 м/сек.
Скорость обратного хода - 0.8 м/сек.
Привод от электродвигателя типа Д806, мощностью 22 квт с частотой вращения 65 об/мин через редуктор с передаточным числом 26.38.
1.2 Загрузочные столы.
Назначение - приемка пачки слябов и подъем их для сталкивания по одному.
Количество столов - 2 (по одному во втором и третьем пролетах адъюстажа блюминга).
Размеры пачки слябов.
Высота, мм - 1000.
Ширина, мм - 600-1500.
Длина, мм - 1500-2500.
Грузоподъемность - 588 кн.
Рабочий ход - 1000 мм.
Максимальная скорость подъема стола - 52 мм/сек.
Привод от двигателя типа Д818 мощностью 185 кВт с частотой вращения 450 об/мин.
Передаточное число червячной пары 13.33.
1.3 Транспортный (загрузочный) рольганг к печам.
Назначение - транспортировка слябов к печам.
Длина рольганга - 97500 мм.
Количество секций - 9.
Диаметр бочки ролика - 450 мм.
Длина бочки ролика - 1700 мм.
Шаг роликов - 700 мм.
Скорость рольганга - 1.72 м/сек.
Привод каждой секции от двигателя типа 4 МТН 280 S10, мощностью 45 квт с частотой вращения 565 об/мин.
Через силовой редуктор с передаточным числом 7.774.
1.3.1 Рольганговые тензометрические весы.
Назначение - взвешивание слябов перед посадом их в печи.
Установлены на загрузочном рольганге N 6-Г.
Наибольший предел взвешивания - 10000 кг.
|
|
Наименьший предел взвешивания - 1000 кг.
Пределы допускаемой погрешности при первичной проверке +/- 10 кг.
Пределы допускаемой погрешности при эксплуатации +/- 20 кг.
Дискретность показаний - 10 кг.
1.5 Толкатель у печи.
Назначение - загрузка слябов в печь, проталкивание их через печь, выдача.
Тип - сдвоенный реечный.
Количество у каждой печи - 2.
Усилие толкателя 117.2 кН на одну штангу.
Максимальный рабочий ход штанги - 2700 мм.
Скорость рабочего хода - 0.078 м/сек.
Скорость обратного хода - 0.208 м/сек.
Привод от двигателя 100 кВт, 49.875 рад/сек (475 об/мин.) через редуктор.
2 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ЧЕРНОВОЙ ЛИНИИ СТАНА.
2.1 Подводящий от печей рольганг.
Назначение - транспортировка слябов от печи через камеру гидросбива окалины к рабочей клети.
Рольганг передаточный предназначен для транспортировки слябов в III пролет блюминга.
Рольганг с групповым приводом состоит из двух секций по 7 роликов.
Диаметр бочки ролика - 400 мм.
Длина бочки ролика - 1700 мм.
Шаг роликов - 700 мм.
Скорость рольганга - 2 м/сек.
Ролики рольгангов соединены с валами распределительных редукторов быстросъемными муфтами.
Привод каждой секции от двигателя типа 4МТН280 810, мощностью 45кВт с частотой вращения 565 об/мин через соосный силовой и распределительный цилиндрические редукторы с передаточным числом 5.44.
На рольгангах с безредукторным приводом установлены индивидуальные электродвигатели типа Д 810, мощностью 17.5 кВт, с частотой вращения 165 об/мин.
2.2 Рабочий (поворотный) рольганг перед и за черновой клетью
Количество роликов - 10
Диаметр конического ролика - 410/250 мм
Длина бочки ролика - 4200 мм
Шаг роликов -350мм
Ролики цельнокованые, гладкие. Смежные ролики имеют противоположные конусности.
Окружная скорость роликов рольганга -0.5 -3 м/сек.
Привод рольганга индивидуальный от двигателя типа Д 810, мощностью 17.5 кВт с частотой вращения 165 об/мин.
2.3 Манипуляторы перед и за черновой клетью.
Назначение - центрирование раската при прокатке и измерение его ширины.
|
|
Количество штанг - 2 правые и 2 левые, расстояние между линейками - максимальное - 4200 мм; минимальное - 1500 мм;
скорость движения линеек - 0.4-0.8 м/с.
Наибольшие габариты подката при развороте на рольганге 2800х2800мм.
Привод гидравлический (давление 10 МПа) через систему реечных и цепных передач, связывающих правую и левую линейки через зубчатые рейки. Разведение линеек осуществляется с помощью гидроцилиндра. Для предотвращения ударов между гидроцилиндром и зубчатой рейкой установлен амортизатор.
Указатель раствора линеек выведен на монитор ПУ-3.
2.4 Станинные ролики.
Назначение - задача раската в валки.
Тип - с групповым приводом;
количество роликов - 6 по 3 с передней и задней стороны клети.
Ролики размещены в блоках, установленных на амортизаторах;
расстояние от оси валка до оси 1-го ролика - 950 мм;
диаметр ролика – 600/400 мм;
длина бочки по ребрам - 2080мм;
шаг роликов - 540 мм;
скорость – 0.5-3 м/с.
Привод от двигателя -П100/160 У3 через редуктор с передаточным числом-1 - 2шт.
2.5 Черновая клеть.
Назначение - разбивка ширины листа и подготовка раската к чистовой прокатке.
Тип – кварто реверсивная;
- станины - закрытого типа, стальные листосварные;
- скорость прокатки не более 3м/с;
- усилие прокатки наибольшее – 40000кН;
- момент прокатки наибольший – 3500кНм;
- диаметр бочки опорных валков новых/переточенных- 1650/1500мм;
- длина бочки опорных валков – 2800мм;
- диаметр бочки рабочих валков новых/переточенных – 1000/940мм;
- длина бочки рабочих валков – 3000мм;
Подшипники опорных валков:
- для восприятия осевого усилия-FAG 809208 -4 шт.;
- для восприятии радиального усилия – FAG 517369А -4шт;
Подшипники рабочих валков:
- для восприятия радиального и осевого усилия – FAG 802314М.Н122АА – 4шт;
Нажимное устройство:
- ход нажимного винта, ограничиваемый датчиком положения / конечным выключателем -350/485мм;
- скорость установки раствора валков – 27мм/сек;
- раствор валков не более – 350мм;
Цилиндр ГНУ
- количество – 2шт;
-диаметр поршня/штока – 1100/950мм;
- наибольший ход – 40мм;
- максимальное рабочее давление – 31,5МПа;
- упорный подшипник под нажимным винтом FAG809209 – 2шт;
Уравновешивание верхнего опорного валка:
- гидроцилиндр – 1шт;
- диаметр плунжера -450мм;
- ход плунжера рабочий/ наибольший – 485/525мм;
- рабочее давление – 10МПа;
|
|
Уравновешивание верхнего рабочего валка:
- гидроцилиндр – 2шт;
- диаметр плунжера -320мм;
- ход плунжера рабочий/ наибольший – 350/1100мм;
- давление в режиме уравновешивания– 10МПа;
Гидроцилиндр прижима нижнего рабочего валка:
- количество – 8шт;
- диаметр штока/поршня – 125/110мм;
- ход рабочий/наибольший – 30/70мм;
- давление в гидросистеме – 10МПа;
Гидроцилиндры подъема комплекта валков:
- количество цилиндров- 4шт;
- диаметр поршня – 360мм;
- наибольший ход – 350 мм;
- давление в гидросистеме – 10МПа;
Гидроцилиндры осевой фиксации опорных валков и балки уравновешивания:
- количество – 6шт;
- диаметр поршня/штока -90/50мм;
- наибольший ход – 60 мм;
- давление в гидросистеме – 10МПа;
Гидроцилиндры осевой фиксации рабочих валков:
- количество – 4шт;
- диаметр поршня/штока -80/50мм;
- наибольший ход – 85 мм;
- давление в гидросистеме – 10МПа;
Электродвигатели:
- электродвигатель привода валков – 2шт, двигатели постоянного тока с номинальной мощностью 2171.2кВт (2950 л.с) каждый с частотой вращения 0-2.62 – 630рад/с (0-25-60об/мин) с регулировкой по системе генератор-двигатель. Номинальный момент двух двигателей – 1656.2кНм (169тм).
Максимальный момент двух двигателей с учетом коэффициента перегрузки 2.5 и к.п.д. стана 0.9-372.4кНм (380тм);
ускорение – 2.10рад/с2 (20об/мин/с);
замедление – 4.20рад/с2 (40об/мин/с).
- электродвигатель механизма установки валков П400/1500УЗ – 2шт, мощностью 400кВт с частотой вращения 850 об/мин;
- электродвигатель привода станинных роликов П100/160УЗ – 2шт, мощностью 100кВт с частотой вращения 160 об/мин;
2.6 Промежуточный рольганг между чистовой и черновой клетью.
Назначение – передача раската от черновой клети к чистовой:
-длина рольганга – 10400мм;
-количество роликов – 14, привод индивидуальный от двигателей постоянного тока типа Д812 с характеристикой 35кВт, 270 об/мин;
-диаметр ролика – 400мм, ролики с гладкой бочкой;
-длина бочки – 2800мм;
2.7Участок контролируемого подстуживания раскатов.
Параметры передаваемых раскатов:
-толщина 25-80мм
-ширина 1500-2800мм
-длина до 9000мм
-масса до 7.5т
-температура подката на входе байпаса до +1000°С
-температура подката на выходе байпаса при контролируемой прокатке:
|
|
высокотемпературной 830-870°С
низкотемпературной 790-820°С
2.8 Передаточное устройство байпаса:
Передаточное устройство предназначено для передачи горячих раскатов с основной технологической линии на холодильник и далее через обводной рольганг и холодильник в основную линию стана.
Передаточное устройство состоит из дисковых валов, расположенных под роликами рольганга. Диск имеет срез в виде сегмента для обеспечения свободного прохождения раската по рольгангам и служит для передачи раскатов.
скорость передачи - 0.43м/с
диаметр дисков на передаточном устройстве - 1200мм
привод вращения дисковых валов электромеханический - 1шт
2.9Холодильник байпаса:
скорость движения раскатов 0.03-0.747м/с
диаметр дисков 750мм
привод вращения дисковых валов одной секции 2шт
количество рядов дисковых валов на один привод 6шт.
Холодильник состоит из двух независимых секций. Секция холодильника представляет:
-наибольшая масса раската 7.5т
-количество роликов 24шт
-диаметр бочки ролика (ребристый) 400/300мм
-длина бочки ролика 3000мм
-шаг роликов 800мм
-окружная скорость роликов до 0.747м/с.
3 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЧИСТОВОЙ ЛИНИИ СТАНА.
3.1 Рабочий рольганг перед и за клетью:
-назначение - подача раската в валки;
-ролики - ребристые;
-длина рольганга - 8000 мм;
-диаметр ролика - 400 мм;
-длина бочки - 2800 мм;
-скорость рольганга - 1.5-4 м/с;
-привод от двигателя - 150 кВт, 49.875 рад/с (475 об/мин) через редуктор.
3.2 Раскатной рольганг перед и за клетью:
-длина рольганга - 8000 мм;
-ролики с гладкой бочкой;
-диаметр роликов - 400 мм;
-шаг роликов - 800 мм;
-длина бочки - 2800 мм;
-скорость рольганга - 3 м/с.
Привод роликов индивидуальный от двигателей типа Д810, мощностью 17.5 кВт с частотой вращения 165 об/мин.
Перед и за клетью установлены по одному блоку станинных роликов, в каждом блоке по три ролика:
- диаметр бочки - 600/400мм
- шаг роликов - 540мм
- привод станинных роликов – групповой, от электродвигателя, через отдельно стоящий редуктор и зубчатые шпинделя:
- электродвигатель – П100/160УЗ -2шт
- мощность - 100кВт
- частота вращения - 160 об/мин
3.3 Манипуляторы перед и за клетью:
Назначение - центрирование раската перед задачей его в чистовую клеть, приемка раската из валков и удержание его на оси прокатки с нормированным усилием.
Расстояние между линейками:
-минимальное - 1300 мм
-максимальное - 2950 мм
-скорость перемещения линеек - 0.4-0.8 м/с
-усилие на линейках
-при разведении - 45 кН
-при сведении - 52.5 кН
-при удержании раската - 48-250 кН
-привод гидравлический (давление 10 мПа) через систему реечных передач, связывающих левые и правые штанги.
3.4 Чистовая клеть:
-тип "Кварто" - реверсивная;
|
|
-станины закрытого типа, стальные листосварные;
Предназначена для получения из подкатов после черновой клети «Кварто» методом обычной горячей, а также методом контролируемой термомеханической продольной реверсивной прокатки с использованием ГНУ и противоизгиба рабочих валков, раската с требуемыми параметрами по геометрическим размерам (толщине, продольной и поперечной разнотолщинности) и по механическим свойствам.
Подкаты:
- толщина - 20-80мм
- ширина - 1600-2800мм
- длина - 2300-9000мм
- наибольшая масса - 7500кг
- температура прокатки - +1090…+730°С
Готовые раскаты:
- толщина - 6-50мм
- ширина - 1600-2800мм
- длина - 7000-26000мм
- температура - +850…+720 °С.
- скорость прокатки - не более 5м/с
- наибольшее усилие прокатки - 45000кН
- наибольший момент прокатки - 3000кНм
- диаметр бочки опорных валков новых/переточенных - 1650/1500мм
- длина бочки опорных валков - 2800мм
- диаметр бочки рабочих валков новых/переточенных - 900/840мм
- длина бочки рабочих валков - 3000мм
- усилие противоизгиба (на одну шейку) - до 200т
Подшипники опорных валов:
- для восприятия осевого усилия - FAG 809208 - 4шт
- для восприятия радиального усилия – FAG 517369А - 4шт
Подшипники рабочих валков:
- для восприятия осевого усилия – FAG 292/530Е.МВ - 2шт
- для восприятия радиального усилия – FAG 802202М.Н122АА - 4шт
- раствор валков - не более 150мм
Нажимное устройство:
- ход нажимного винта наибольший, ограничиваемый датчиком положения/конечным выключателем - 285/505мм
Цилиндры ГНУ:
- количество - 2шт
- диаметр поршня/штока - 1100/950мм
- наибольший ход - 40мм
- максимальное рабочее давление - 31.5МПа
- упорный подшипник под нажимным винтом – FAG 809209 - 2шт
Уравновешивание верхнего опорного валка:
- количество цилиндров - 1шт
- диаметр плунжера - 450мм
- рабочий ход - 335мм
- рабочее давление - 10МПа
Уравновешивание противоизгиба верхнего рабочего валка:
- количество цилиндров - 8шт
- диаметр штока/поршня - 140/160мм
- наибольший ход - 200мм
Давление в гидросистеме:
- в поршневых полостях в режиме уравновешивания - 7-10МПа
- в поршневых полостях в режиме противоизгиба - 30МПа
- в штоковых полостях - 7-10МПа
Гидроцилиндры прижима/противоизгиба нижнего рабочего валка:
- количество цилиндров - 8шт
- диаметр штока/поршня - 14-/160мм
- наибольший ход - 70мм
Давление в гидросистеме:
- в поршневых полостях в режиме уравновешивания - 7-10МПа
- в поршневых полостях в режиме противоизгиба - 30МПа
- в штоковых полостях - 7-10МПа
Гидроцилиндры подъема комплекта валков:
- количество цилиндров - 4шт
- диаметр поршня - 360мм
- наибольший ход - 350мм
- давление в гидросистеме - 10МПа
Гидроцилиндры осевой фиксации:
- количество цилиндров опорных валков и балки уравнове-
шивания - 6шт
- диаметр поршня/штока - 90/50мм
- наибольший ход - 60мм
- давление в гидросистеме - 10МПа
- количество цилиндров рабочих валков - 4шт
- диаметр поршня/штока - 80/50мм
- наибольший ход - 85мм
- давление в гидросистеме - 10МПа
Гидроцилиндры подъема проводок перед и за клетью:
- количество цилиндров - 4шт
- диаметр поршня/штока - 125/65мм
- рабочий ход - 1330мм
- давление в гидросистеме - до 10МПА
Электродвигатели механизма установки валков П400/1500 УЗ:
- количество - 2шт
- мощность - 400кВт
- частота вращения - 850об/мин
4. Техническая характеристика оборудования
участка ускоренного контролируемого охлаждения (УКО)
УКО установлено за линией чистовой клети на расстоянии 30м.
УКО предназначена для выполнения следующих операций:
- ускоренное контролируемое охлаждение раскатов толщиной от 6 до 20мм до заданной температуры при контролируемой прокатке с целью обеспечения требуемых механических свойств в установленном диапазоне скоростей охлаждения;
- ускоренное регулируемое охлаждение раскатов толщиной 6-50мм после прокатки до заданной температуры.
- максимальное рабочее давление воды - 0.4МПа
Размеры раскатов:
- толщина - 6-50мм
- ширина - 1500-2800мм
- длина - до 26м
Масса раскатов - до 7.5т
Скорость транспортировки под УКО - 0.2-0.6м/с
Параметры УКО:
- длина установки - 24м
- количество секций охлаждения сверху и снизу - 10(верх), 10(низ)
Способ охлаждения – спрейерное водяное охлаждение.
Тип форсунок – плоскофакельные фирмы «Lechler».
Диапазон скоростей охлаждения.
Максимальный расход воды – до 5200м/ч.
Управление расходом воды на каждую секцию охлаждения – регулирующие клапаны.
Управление подачей воды на каждую секцию охлаждения - отсечные быстродействующие клапаны.
Время срабатывания отсечных клапанов - 0.5-1.0 сек.
Ширина зон охлаждения регулируемая:
- минимальная - 1300мм
- максимальная - 2600мм
Установки гидросдува:
- рабочее давление воды в системе гидросдува - 1.0МПа
- общий расход воды на гидросдув - 100м³/час
Давление воздуха в системе управления - 0.4-0.63МПа
Расход сжатого воздуха на УКО - 0.72Н М3/лист
Листоправильная машина горячей правки N1
Процесс правки производится при температуре металла 400- 900°С
Параметры обрабатываемых раскатов:
- толщина 6.0-50.0мм
- ширина 1500-2800мм
- длина до 26000мм
Характеристика материала обрабатываемых раскатов в холодном состоянии:
- предел прочности до 1100МПа
- модуль упругости (2.0-2.2)·105
- скорость правки 0.2-0.6м/с
- транспортная скорость до 1.0м/с
- усилие правки до 32.0МН
Валки рабочие:
- диаметр 280мм
- длина бочки 3000мм
- количество 11 (6+5)шт.
- расстояние между осями рабочих валков (шаг) 300мм
- мощность электродвигателей главного привода 2х355кВт
Техническая характеристика стеллажа-холодильника N1
Транспортируемый раскат:
- толщина 6-50мм
- ширина 1500-2800мм
- длина 7-26м
- наибольшая масса 7.5т
- наибольшая масса металла на холодильнике до 200т
Устройства загрузочное и разгрузочное:
- скорость перемещения тележек 0.3-0.5м/с
- ход перемещения тележек 2550-3450мм
- скорость подъема тележек 0.04м/с
- высота подъема тележек 120мм
- шаг между тележками устройства загрузочного 800мм
Стеллаж:
- скорость передвижения балок стеллажа 0.3-0.5м/с
- ход передвижения балок стеллажа 750-1500мм
- шаг между балками стеллажа 800мм
- скорость подъема балок стеллажа 0.04м/с
- высота подъема балок 120мм
- количество секций стеллажа-холодильника 3шт
- ширина стеллажа-холодильника 34м
- ширина 1 и 2 секции по ходу прокатки 13м
- ширина 3 секции по ходу прокатки 8м
- количество позиций охлаждения на стеллаже 4-9
- зазор между раскатами минимальный 250мм
- время нахождения раската на холодильнике 5-9мин
- температура охлаждения раската в зависимости от толщины 100-400ºС
5 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ТРАНСПОРТНЫХ РОЛЬГАНГОВ И
ПЕРЕДАТОЧНЫХ ШЛЕППЕРОВ.
5.1 Рольганг УКО:
-наибольшая масса раската - 7.5т
-ролик рольганга - 30шт
-диаметр бочки - 400/55мм
-длина бочки - 2800мм
-шаг роликов - 800мм
-окружная скорость роликов на второй и третьей секциях - 0.2-2м/с
5.2Рольганг перед ЛПМ-1:
-наибольшая масса раската 7.5т
-ролик рольганга 11шт
-диаметр бочки 400/355мм
-длина бочки 2800мм
-шаг роликов 800мм
-окружная скорость роликов 0.2-1.0м/с
5.3 Рольганг, подводящий к холодильнику N 1 (за ЛПМ-1).
Назначение - транспортировка раскатов к загрузочному устройству холодильника N 1:
- количество секций - 2
- количество роликов - 45
- диаметр ролика - 300 мм
- длина бочки ролика - 2800 мм
- шаг роликов - 800 мм.
Привод роликов индивидуальный от двигателя типа АР-73-10 мощностью 5 кВт с частотой вращения 600 об/мин.
5.4 Рольганг, транспортный за холодильником:
- количество секций - 2;
- диаметр бочки - 300 мм;
- шаг роликов - 800;
- длина бочки - 2800 мм;
- скорость рольганга - 0.5-1.0 м/с;
Привод - индивидуальный от двигателей 5 кВт, 54.6 рад/с (520 об/мин) через редуктор.
Рольганг - холодильник перед холодильником №2:
- общая длина рольганга - 47200 мм;
- количество секций - 7;
- количество роликов - 7х10 =60 штук (ролики ребристые);
- диаметр бочки - 300 мм;
- длина бочки - 2800 мм;
- шаг роликов - 800 мм;
- скорость рольганга - 0.325-0.650 м/с.
Привод - индивидуальный от двигателя 5 кВт, 54.6 рад/с (520 об/мин) через редуктор.
5.7 Рольганг, подводящий к холодильнику – 2:
- общая длина рольганга - 54400 мм;
- количество секций - 5;
количество роликов - 10х3+14+16=600 штук (ролики с гладкой бочкой);
- диаметр бочки 300 мм;
- длина бочки - 2800 мм;
- шаг роликов - 800 мм;
- скорость рольганга - 0.325-0.650 м/с - для первой секции, 0.5-1.0 м/с - для следующих.
Привод - индивидуальный от двигателя 5 кВт, 54.6 рад/с (520
об/мин) через редуктор.
Шлеппер (холодильник) N 2.
Количество секций – 2:
- ширина секций - 22000 мм;
- длина секций (расстояние между осями рольгангов) - 15260 мм;
- количество цепей шлеппера - 2х8=16;
- допускаемое тяговое усилие цепи - 88.3 кН;
- привод от 4-х двигателей по 60 кВт, 60.585 рад/с (577 об/мин) через редукторы.
5.8 Рольганг, отводящий от холодильника N 2.
Общая длина рольганга - 45600 мм (4 секции):
- количество роликов - 3х14+16=58 (ролики с гладкой бочкой);
- диаметр бочки - 300 мм;
- длина бочки - 2800 мм;
- шаг роликов - 800 мм;
- скорость рольганга - 0.5-1.0 м/с.
Привод - индивидуальный от двигателя мощностью 5 кВт с частотой вращения 520 об/мин через редуктор.
5.9.Инспекторский сдвоенный стол.
5.9.1 Общая длина рольганга - 26000 мм:
- количество секций - 2;
- количество роликов - 11+7=1818 штук (ролики гладкие);
- диаметр бочки - 300 мм;
- длина бочки - 2800 мм;
- шаг роликов - 1200 мм;
- скорость рольганга - 0.5-1.0 м/с.
Привод - индивидуальный от двигателя мощностью 5 кВт, 54.6 рад/с (520 об/мин) через редуктор.
5.9.2 Кантователь листов.
Время кантовки одного листа - 10 сек.;
количество рычагов кантователя - 17 пар;
расстояние между соседними рычагами - 1200 мм.
Привод - два двигателя 60 кВт, 60.585 рад/с (577 об/мин.) через редуктор.
При кантовке листов менее 10000 мм и массой более 4000 кг, расположение листа - обязательно строго по середине кантователя.
5.9..3 Рольганг за инспекторским столом:
- общая длина рольганга - 26000 мм;
- количество секций - 1;
- диаметр бочки - 300 мм;
- длина бочки - 2800 мм;
- шаг роликов - 1200 мм;
- скорость рольганга - 0.5-1.0 м/с.
Привод - индивидуальный от двигателя мощностью 5 кВт с частотой вращения 54.6 рад/с (20 об/мин) через редуктор.
5.9..4 Передаточное устройство за инспекторским столом.
Назначение - для передачи раскатов с рольганга инспекторского стола на подводящий к ножницам:
- толщина листов - 6-50 мм;
- ширина листов - 1100-2650 мм;
- наибольшая длина листов - 21000 мм;
- максимальная масса листа - 7500 кг;
- вертикальный ход балок - 100 мм;
- горизонтальный ход тележек - 4760 мм;
- скорость перемещения тележек - 0.685 м/с.
Привод от двух двигателей мощностью 22 кВт с частотой вращения 740 об/мин.
6 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УЧАСТКА РЕЗКИ ЛИСТОВ.
6.1 Рольганг перед гильотинными ножницами N 1.
Общая длина рольганга - 54000 мм;
количество роликов - 11х4=44 (ролики гладкие);
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1 м/с;
привод - индивидуальный от двигателя 5 кВт, 54.6 рад/с (520
об/мин.) через редуктор.
6.2 Магнитные манипуляторы перед ножницами:
число тележек - 3;
горизонтальное усилие тележки - 14.7 кн.;
скорость перемещения тележки - 0.3 м;
ход подъемника электромагнита - 50 мм;
давление воздуха для подъемника - 0.29-0.58 МПа (3-6 ати);
подъем магнита над уровнем ролика - 20 мм;
подъемная сила магнита типа М-21 - 49 кн.
6.3 Гильотинные ножницы поперечной резки N 1:
разрезаемый материал: толщина - 4-50 мм;
ширина до 2600 мм, временное сопротивление разрыву до 785 н/мм2
(80 кг/мм2);
расстояние между станинами в свету - 3420 мм;
угол наклона верхнего ножа - 5о45";
максимальное усилие резания - 5886 кн.;
материал ножей - сталь СП28, СП33 - закаленная в масле и отпущен-
ная на оптимальную твердость по Роквеллу 58-62ед.;
число холостых ходов верхнего суппорта в минуту - 13;
ход верхнего суппорта - 360 мм;
привод от двигателя 220 кВт, 102.375 рад/с (975 об/мин.) через
редуктор (с маховиком);
прижимы, уравновешивание верхнего суппорта и включение фрикцион-
ной муфты рабочего хода и торможения - пневматические с рабочим давле-
нием сжатого воздуха - 0.19-0.58 МПа (2-6 ати).
6.4 Качающийся рольганг за ножницами:
скорость рольганга - 1.2 м/с;
длина роликов по крайним дискам - 2100 мм;
количество роликов - 8;
ролики ребристые;
ход рольганга (отвод от ножниц) - 420 мм;
привод роликов от двигателя 16 кВт, 73.5 рад/с (700 об/мин.) через редуктор;
отвод рольганга - двигатель 16 кВт;
71.925 рад/с (685 об/мин.) через редуктор.
6.5 Устройство для уборки обрези.
Конвейер уборки обрези;
скорость ленты конвейера - 0.6 м/с;
максимальная масса обрезки - 4.9 кН;
привод от двигателя 22 кВт; 76.915 рад/с (723 об/мин.) через редуктор.
Двухреечный сталкиватель:
усилие на линейке сталкивателя - 2.45 кн.;
рабочий ход штока - 1600 мм;
скорость движения линеек - 0.6 м/с;
привод от двигателя 3.5 кВт, 95.55 рад/с (910 об/мин.) через редуктор.
6.6 Рольганг за гильотинными ножницами N 1:
общая длина рольганга - 10800 мм;
количество секций - 1;
количество роликов 10 (ролики гладкие);
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
привод индивидуальный от двигателя 5 кВт, 54.6 рад/с (520
об/мин.) через редуктор.
6.7 Рольганг, подводящий к стеллажу N 1:
общая длина рольганга - 21600 мм;
количество секций - 2;
количество роликов - 2х10=20 штук (ролики гладкие);
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1 м/с;
привод индивидуальный от двигателя 5 кВт, 54.6 рад/с (520
об/мин.) через редуктор.
6.8 Стеллаж (шлеппер) N 1:
количество секций - 2;
допускаемое тяговое усилие цепи - 88.3 кн.;
число цепей шлеппера - 8+11=1919;
шаг цепи - 200 мм;
скорость движения шлеппера - 0.476 м/с;
расстояние между цепями - 1200/2400 мм;
привод от 4-х двигателей по 60 кВт, 60.585 рад/с (577 об/мин.)
через редукторы.
6.9 Рольганг перед дисковыми ножницами (правой и левой линии резки):
общая длина рольганга - 16800 мм;
количество секций - 1;
количество роликов - 15;
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1 м/с;
привод индивидуальный от двигателя 5 кВт, 54.6 рад/с (520 об/мин.) через редуктор.
6.10 Дисковые ножницы:
разрезаемый материал: толщина 6-30 мм, ширина - 1000-2600 мм;
при временном сопротивлении разрыву до 785 н/мм2;
максимальная ширина обрезаемой кромки - 150 мм;
скорость резания при номинальном диаметре ножей - 0.415 м/с;
номинальный диаметр ножей - 1000 мм;
материал ножей - сталь СП-28, СП-33, закаленная в масле и отпущенная на твердость 48-52 по Роквеллу;
допускаемая переточка ножей по диаметру - 80 мм;
минимальное расстояние между ножами - 1000 мм;
максимальное расстояние между ножами - 2900 мм;
ход подвижной станины - 1900 мм;
скорость передвижения подвижной станины - 0.6 м/мин.;
привод дисковых ножей от двигателя - 197 кВт, 52.5 рад/с (500 об/мин.) через редуктор и шестеренную пару;
передвижение станины от двигателя - 3.5 кВт, 91.875 рад/с (875 об/мин.).
6.11 Кромкокрошительные ножницы:
Кромкокрошительные ножницы барабанные левого и правого потоков расположены за дисковыми кромкообрезными ножницами и предназначены для порезки на скрап боковой обрези с характеристикой в холодном состоянии:
Для левого потока:
- толщина обрези - 6 -30мм;
- максимальный предел прочности - 800Н/мм²;
Для правого потока с температурой порезки 400 - 700ºС:
- толщина - 22-40мм;
-максимальный предел прочности листа - 300Н/мм²;
Для двух потоков:
- наибольшая ширина обрези - 150мм;
- скорость поступающей обрези на дробление - 0,415 м/сек;
- наибольшая длина скрапа после дробления - 544мм;
- максимальное усилие резания - 650 кН;
- максимальный крутящий момент, действующий на один барабан - 50 кН·м;
- диаметр траектории ножа - 603 мм;
- материал ножей – сталь марки 6ХВ2С
6.12 Устройство для уборки обрезков: обрезки от кромкокрошительных ножниц падают в короба (мульды), смена которых производится с помощью тележек грузоподъемностью 20 т, от двигателя 3.5 кВт, 91.35 рад/с (870 об/мин.) через реечную передачу.
6.13 Рольганг между дисковыми ножницами и ножницами поперечной резки N 2 (левая линия резки):
общая длина рольганга - 37200 мм;
количество секций - 2;
количество роликов - 16х2=32 шт. (ролики гладкие);
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1 м/с;
привод индивидуальный от двигателя 5 кВт, 54.6 рад/с (520 об/мин.) через редуктор.
6.14 Рольганг за правыми дисковыми ножницами предназначен для транспортировки раскатов и листов:
общая длина рольганга - 37200 мм;
количество секций - 3;
количество роликов - 31 шт.;
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
скорость рольганга - 1 м/с.
Рольганг перед ножницами N 3 предназначен для транспортировки раскатов и листов перед порезкой на ножницах поперечной резки:
количество роликов - 12 шт.;
диаметр бочки - 300 мм;
длина бочки - 2800 мм;
скорость рольганга - 1 м/с.
6.15 Ножницы поперечной резки N2, 3.
6.15.1 Направляющее устройство перед ножницами N 3 предназначено для установки раската параллельно оси рольганга перед порезкой его на мерные длины с целью обеспечения перпендикулярности линии реза к боковой кромке листов.
Количество роликовых толкателей - 4;
наибольший ход - 1680 мм;
скорость перемещения рабочего хода - 0.2-0.1 м/с;
скорость перемещения обратного хода - 0.4 м/с;
наибольшее усилие толкателя - 4.5 кН;
электродвигатель толкателя - 2.4 кВт;
частота вращения - 1230 об/мин.
6.15.2 Ножницы поперечной резки N2, 3 предназначены для обрезки переднего и заднего концов раската, для резки листов на мерные длины, вырезки планок для проб и порезки листа на сутунку.
Разрезаемый материал - толщина 4-50 мм;
ширина - до 2500 мм; при временном сопротивлении разрыву до 785 Н/мм2 (800 кгс/мм2);
максимальное усилие резания - 15200 кН (1549 т);
расстояние между станинами в свету - 2920 мм;
материал ножей - сталь 45Х3СНМВФА;
оптимальная твердость по Роквеллу - 58-62ед;
число холостых ходов верхнего суппорта в минуту - 20;
число резов в минуту - 6;
максимальное раскрытие ножей - 148 мм;
длина ножей - 2750 мм;
скорость регулировки зазора между ножами - 0.2 мм/с;
привод от 2-х двигателей по 560 кВт, 710 об/мин. через редуктор.
6.15.3 Основными узлами ножниц поперечной резки N 3 являются:
6.15.3.1 Мерительные ролики N 1 и N 2, предназначенные для измерения длины листов при порезке на мерные длины и отрезки планок для проб;
расстояние от режущих кромок до оси мерительного ролика - 400 мм;
привод подъема опускания - гидравлический;
рабочее давление - 0.6 МПа.
6.15.3.2 Качающийся трехроликовый стол служит для подвода раската к ножницам.
Диаметр поршня - 140 мм;
ход поршня - 100 мм;
рабочее давление - 10 МПа;
диаметр ролика - 300 мм;
скорость транспортировки листа - 0.4-1.2 м/с;
мощность электродвигателя - 1.5 кВт.
6.15.3.3 Качающийся рольганг за ножницами предназначен для транспортировки разрезаемых листов.
Диаметр бочки ролика - 350 мм;
длина бочки ролика - 2510 мм;
количество роликов - 8;
скорость вращения роликов - 0.5-1.2 м/с;
передвижение рольганга - гидравлическое;
количество гидроцилиндров - 2;
рабочее давление - 10 МПа (105 атм.);
мощность электродвигателя - 15 кВт.
6.15.3.4 Прижим.
Тип - гидравлический;
количество цилиндров - 2;
рабочее давление - 10 МПа.
6.15.3.5 Механизм регулировки горизонтального зазора между ножами.
Привод от двигателя мощностью 6 кВт с частотой вращения 1150 об/мин.
Перед порезкой листов в зависимости от их толщины резчик производит установку горизонтального зазора между ножами в соответствии с табл.1 ПТИ 229-ПГЛ-035-13-97. /рег. в УГМ/.
6.15.3.6 Механизм замены ножей.
Скорость движения каната - 68 мм/с;
диаметр канатного барабана - 300 мм;
привод от электродвигателя мощностью 1.4 кВт, 380 В.
6.15.3.7 Сталкиватели обрезков.
Тип - рычажный, гидравлический;
количество цилиндров - 2;
рабочее давление - 10 МПа.
6.15.3.8 Устройство уборки обрези и сутунок.
Транспортер:
скорость транспортировки - 0.6 м/с;
ширина несущего полотна - 700 мм;
шаг цепи - 250 мм;
электродвигатель - 60 кВт;
Рольганг
диаметр бочки ролика - 250 мм;
длина бочки - 730 мм;
окружная скорость роликов - 0.6 м/с;
мощность электродвигателя - 15 кВт.
Сбрасыватель N 1.
Цилиндр пневматический
диаметр поршня штока - 250/63 мм;
ход - 450 мм.
Сбрасыватель N 2.
Цилиндр гидравлический;
давление - 10 МПа;
скорость штока - 0.2 м/с;
диаметр поршня - 125 мм;
ход - 500 мм.
6.16 Рольганг за ножницами поперечной резки NN 2 и 3:
длина рольганга - 23600мм: и 16800мм соответственно;
количество секций - 2;
количество роликов - 19 и 14 соответственно;
диаметр бочки - 300 мм (бочка гладкая);
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1м/с;
привод индивидуальный от двигателя 5 кВт;
54.6 рад/c (520 об/мин) через редуктор.
6.17 Рольганг, подводящий к сталлажам (шлеппером) выдачи NN 2 и 3:
длина рольганга - 21600 мм;
количество секций - 2;
количество роликов - 9х2=18;
диаметр бочки - 300 мм (бочка гладкая);
длина бочки - 2800 мм;
шаг роликов - 1200 мм;
скорость рольганга - 1 м/с;
привод индивидуальный - 5 кВт, 54.6 рад/с (520 об/мин) через редуктор.
6.18 Клеймовочная машина:
тип - поршневая пневматическая;
давление воздуха - 0.39 - 0.58 МПа (4-6 атм).
7 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЛИСТОПРАВИЛЬНЫХ МАШИН.
7.1 Листоправильная машина №1.
7.1.1 Размеры листов, подлежащих правке:
7.1.2Толщина - 6-50мм;
7.1.3Ширина - 1500 –2800мм;
7.1.4 Длина - до 26000мм;
7.1.5 Характеристика материала в холодном состоянии, подлежащего правке:
- предел прочности - до 1100 МПа;
- модуль упругости - (2,0 –2,2)х10²;
7.1.6 Скорость правки - 0,2 - 0,6 м/сек
7.1.7 Транспортная скорость - до 1,0 м/сек;
7.1.8 Усилие правки - до 32,0 МН;
7.1.9 Валки рабочие:
- диаметр - 280мм;
- длина бочки - 3000мм;
- количество - 11(6+5) шт.;
- шаг валков - 300мм;
7.1.10 Мощность электродвигателей главного привода - 355кВт. Количество- 2шт.
7.2 Машины №№2, 3 однотипные и предназначены для правки листов в холодном и горячем состоянии из углеродистых, низколегированных и легированных сталей.
7.2.1 Размеры листов, подлежащих правке:
толщина 6-40 мм;
ширина до 2600 мм;
скорость правки 0,2 - 0,75м/сек;
7.2.2 Усилие правки до 10МН
7.2.3 Ролики рабочие:
- диаметр - 280 мм;
- длина бочки –2800мм;
- количество –9 (4+5)шт.;
7.2.4 Ролики направляющие:
- диаметр – 360мм;
- длина бочки – 2800мм;
- количество 2шт;
7.2.5 Ролики опорные:
- диаметр –295мм;
- количество- 22шт;
7.2.6 Устройство нажимное верхних роликов – электромеханическое;
7.2.7 Уравновешивающее устройство верхних роликов – пружинное.

Рис.1
7.4 Листоправильная машина №4.
Машина предназначена для правки листов в холодном состоянии из
углеродистых и низколегированных сталей.
7.14.1 Размеры листов, подлежащих правке в зависимости от предела текучести материала приведены на рисунке 2.
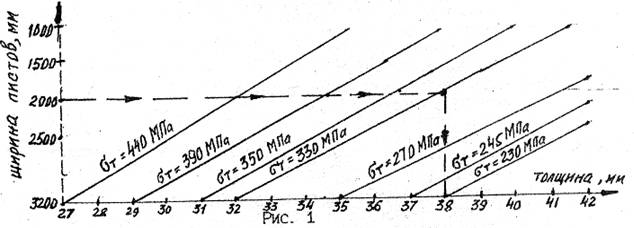 |
минимальная толщина листов при правке - 10 мм
максимальная толщина листов при правке в зависимости от ширины и предела текучести материала должна искаться по таблиц
|
|
|

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!