Какова основная цель легирования улучшаемых машиностроительных сталей?
Основные задачи: получение изделия с высокой твердостью, контактной выносливостью, высокой прокаливаемостью и закаливаемостью. Так же стали должны хорошо обрабатываться резанием. Сталь не должна быть склонна к внутреннему окислению, образованию избыточных карбидов (карбонитридов) при насыщении. После закалки слой должен иметь мартенситно-аустенитную структуру без продуктов перлитного и промежуточного превращений переохлажденного аустенита.
Что такое прокаливаемость?
Прокаливаемость – глубина проникновения закаленной зоны (зоны в которой образовался мартенсит). Для определения используют метод торцевой закалки. Циллиндрический образец нагревают и закаляют с торца, после срезают плоский участок для определения твердости, строят кривую прокаливаемости.

Почему охлаждение с температуры отпуска улучшаемых легированных сталей проводят ускоренно?
Скорость охлаждения после отпуска также оказывает большое влияние на остаточные напряжения. Чем медленнее охлаждение, тем меньше остаточные напряжения. Ускоренное охлаждение после отпуска при 550—650 С повышает предел выносливости за счет образования в поверхностном слое остаточных напряжений сжатия. Однако изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500—650 С во всех случаях следует охлаждать быстро.
Что такое цементация? Как её проводят?
Цементация (науглероживание) заключается в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде – карбюризаторе. В связи с гораздо более высокой растворимостью углерода в γ-Fe по сравнению с α-Fe цементацию проводят в аустенитной области при температурах выше точки Ас3 (930…950 °С).
Различают два вида цементации:
1) Твердая – детали запаковывают в ящик, наполненный карбюризатором – науглероживающим веществом (древесным углем с различными добавками). В ящике между промежутками угля имеется воздух кислород которого при температуре процесса соединяется с углеродом образуя СО (а не СО2 из за недостатка кислорода). При контакте с железной поверхностью разлагается Ств + О2 -> 2СО -> CO2+Cатом, атомарный углерод диффундирует в поверхность из газовой фазы.
2) Газовая – камера печи наполнена цементируемым газом который постоянно обновляется. Цементируемые газы – окись углерода и газообразные углеводороды, при разложении выделяющие атомарный углерод.
От каких факторов зависит свариваемость сталей?
Под свариваемостью понимается способность стали данного химического состава давать при сварке тем или иным способом высококачественное сварное соединение без трещин, пор и прочих дефектов. От химического состава стали зависит ее структура и физические свойства, которые могут изменяться под влиянием нагрева и охлаждения металла при сварке. На свариваемость стали влияет содержание в ней углерода и легирующих элементов. Для предварительного суждения о свариваемости стали известного химического состава можно подсчитывать эквивалентное содержание углерода.
Почему сталь для арматуры в железобетоне содержит мало углерода?
Чтобы металл не отслаивался
Количество углерода в стали весьма резко влияет на ее свойства. С увеличением содержания углерода прочность и твердость стали также увеличиваются, но она при этом, как правило, становится более хрупкой и хуже сваривается. К сталям, используемым в качестве арматуры
железобетонных конструкций, предъявляются следующие основные требования: прочность, пластичность и свариваемость.
Прочностью называют способность материала (в данном случае стали)
сопротивляться разрушению под действием различных внешних сил (нагрузок). Силы
могут действовать на материал по-разному: растягивать его, сжимать, изгибать,
скручивать, срезать. Соответственно характеру действующих сил различают
прочность материала на растяжение, сжатие, изгиб, кручение и срез.
Для арматурной стали наиболее характерна работа под действием растягивающих
нагрузок, поэтому наиболее важно знать прочность на растяжение. Прочность
арматурных сталей на растяжение характеризуется временным сопротивлением разрыву
и пределом текучести.
Пластичностью называется свойство материала изменять форму и сечение под
действием внешней нагрузки и сохранять их в измененном состоянии после снятия
этой нагрузки. Пластические свойства арматурной стали характеризуются
относительными удлинениями после разрыва, а также величиной угла загиба или
числом перегибов стали в холодном состоянии.
Повышение прочности
арматуры достигается путем подбора соответствующего химического состава стали
при ее изготовлении, а также в результате ее упрочнения (наклепа стали) в
холодном состоянии и термической обработки.
Опишите термическую обработку и микроструктуру подшипниковых сталей.
Обработка: сфероидизирующий смягчающий отжиг (для получения зернистого цементита (Fe, Cr)3C), мех. обработка, закалка в масле с 850 оС, (обработка холодом для уменьшения кол-ва остаточного аустенита и стабилизации размеров), низкий отпуск при 160 оС (для уменьшения закалочных напряжений)
В качестве примера показана микроструктура стали ШХ15 после закалки с температуры 830 °С и отпуска при температуре 160 °С в течение 2 ч. Это отпущенный мелкоигольчатый мартенсит и равномерно распределенные избыточные карбиды (рисунок). 
Опишите термическую обработку быстрорежущих сталей.
БР 18 сначала подвергается изотермическому ступенчатому отжигу для получения равномерного распределения карбидов ледебурита. После сталь подвергают закалке в масле высокой температуры (1270-1290). После сталь подвергают трехкратному отпуску (для того, чтобы весь остаточный аустенит превратился в мартенсит), во время которого наблюдается вторичное твердение.
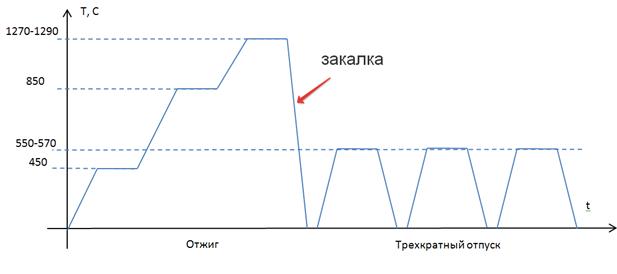
Почему отпуск быстрорежущих сталей проводится не один раз, а трижды?
q Отпуск – 3-хкратный для уменьшения кол-ва остаточного аустенита
q В ходе отпуска выделяются карбиды, уменьшается %С в М, повышается т-ра Мн, и
q мартенситное превращение идёт при охлаждении с температуры отпуска!
Какие требования предъявляют к штампуемым сталям?
• Равноосность зёрен, не должно быть волокнистой структуры, иначе анизотропия механических свойств
• Однородность размеров зёрен, разнозернистость приводит к неоднородности деформации при штамповке и образованию трещин
• Оптимальный размер зерна d =15-30 мкм.
При d >30 мкм возникает шероховатая «апельсиновая корка» – поверхностный рельеф из-за различия деформационного рельефа в разных зёрнах.
При d <15 мкм увеличивается жёсткость и упругость материала, он пружинит при штамповке и требует увеличения числа штамповочных переходов
XI. Цветные сплавы.





