К сосудам со стенкой средней толщины (8-40мм) относятся: резервуары (рис.70), автоклавы (рис.71), аппараты химической промышленности (рис.72), кожухи теплообменных аппаратов (рис.73). Так же, как и у тонкостенных сосудов, здесь характерными являются продольные, кольцевые и круговые швы, однако приемы сборки, применяемое оборудование и методы сварки иные.

Рис.70. Горизонтальный цельносварной резервуар

Рис.71. Автоклав

Рис.72. Унифицированные конструкции химической аппаратуры

Рис.73. Кожухотрубчатый теплообменник с плавающим компенсатором
Цилиндрические сосуды обычно собирают из нескольких обечаек и двух полусферических или эллиптических днищ. Обечайки вальцуют из одиночного листа или из сварной карты при расположении швов вдоль образующей. Продольный стык обечайки собирают на прихватках с помощью простейших стяжных приспособлений.
Первый слой шва выполняют изнутри обечайки, второй слой сваривают снаружи с частичным переплавлением первого слоя. Сварочную головку для сварки наружного слоя закрепляют на подвижном портале или на консоли тележки велосипедного типа (рис.74).

Рис.74. Стенд для автоматической сварки кольцевых стыков
9.2.1.Сварка арматуры
Сосуды, работающие под давлением, имеют, как правило, большое число штуцеров и люков. К сварным соединениям этих элементов с корпусом предъявляются высокие требования с тем, чтобы они не вызывали снижения прочности сосуда. Примеры конструктивного оформления люков и штуцеров в аппаратах химического производства показаны на рис.75,а-г. В варианте по рис.75, а использовано дополнительное усиливающее кольцо 1, в варианте по рис. 75,6 -утолщенный патрубок 2, в варианте по рис.75, в - вытяжка горловины, в варианте по рис.75, г — вваренный в оболочку торовый воротник 3. Если штуцер, ввариваемый в корпус сосуда, имеет фланец для болтового соединения с трубопроводом, то этот фланец заранее приваривается к штуцеру.

Рис.75. Способы соединения люков и штуцеров с корпусами аппаратов
Схемы сборки под сварку штуцера с плоским фланцем и с буртовым фланцем показаны соответственно на рис. 76,а, б.


Рис.76 Соединение патрубка с фланцем
Соединение трубы со стенкой сосуда целесообразно выполнять также через штуцер, так как при этом улучшаются условия сварки угловых швов, их контроля и имеется возможность термообработки этих сварных соединений в печах одновременно с термообработкой корпуса сосуда. Варианты штуцерных соединений, применяемые в установках теплоэнергетики, показаны на рис.77, а-е. Соединения по типу рис.77, а используют в барабанах низкого и среднего давления, по типу рис. 77,6,в ,г преимущественно в системах высокого давления. Наиболее технологичным по условиям выполнения сварки и благоприятным по условиям работы шва является соединение типа рис. 77,д, его применяют в элементах, работающих в наиболее тяжелых условиях. Штуцерное соединение с пропуском через стенку трубы или сосуда (рис.77, е) применяют при большом диаметре штуцера и необходимости усиления отверстия. Из-за высокой жесткости соединения сварка и контроль требуют особой тщательности. Это соединение применимо лишь при возможности доступа к внутренней поверхности для вырубки и подварки корня шва. Качество сварного штуцерного соединения в значительной степени определяется полнотой проплавления и отсутствием дефектов в корне шва.

Рис.77 Типы штуцерных соединений
Качество сварного штуцерного соединения в значительной степени определяется полнотой про плавления и отсутствием дефектов в корне шва. Съемное формирующее кольцо (рис. 78, а, б) позволяет обеспечить центровку соединения при сборке и сварку с полным проплавлением.

Рис.78. Сварка штуцера с использованием подкладного кольца
Хорошие результаты позволяет получить вариант выполнения соединения штуцера с оболочкой, показанный на рис.79, а,б. В оболочке 2 сверлят отверстие d, которое обеспечивает центровку заготовки штуцера 1, выполненной с разделкой кромок под сварку. После сварки отверстие рассверливается до диаметра D, и соединение имеет вид, показанный на pиc.79, б.

Рис.79. Соединение штуцера с удалением корневой части шва
При наложении сварного шва изнутри сосуда иногда конец вставленного штуцера осаживается на меньший диаметр (рис.80, а), а после сварки отверстие подвергается механической обработке до требующегося диаметра D (рис. 80,6).


Рис.80. Приварка патрубка с предварительной завальцовкой
Отверстия под штуцеры обычно сверлятся на радиально-сверлильных станках, но могут быть и вырезаны кислородной или плазменной резкой.
Приспособление для автоматической сварки патрубков с торовыми воротниками показано на рис.81. Сварочная головка вращается относительно оси хвостовика 1, который центрируется по отбортовке отверстия с помощью основания 5, центрирующей втулки 2 и фигурной медной подкладки 3. Необходимый прижим свариваемых кромок создается затяжкой болта 4.

Рис.81. Приспособление для сборки и сварки патрубков
Толстостенные сосуды
При изготовлении толстостенных сосудов (свыше 40мм) широко используют электрошлаковую сварку, обеспечивающую проплавление всего сечения заодин проход. При этом продольные швы толстостенных обечаек в большинстве случаев выполняют электрошлаковой сваркой, тогда как кольцевые швы часто выполняют многослойной сваркой под флюсом. Разделка кромок при многослойной сварке показана на рис.82, а, б и 83, а, б.

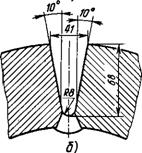
Рис.82. Разделка кромок продольного стыка под многослойную сварку


Рис.83. Разделка кромок кольцевого стыка под многослойную сварку
На рис.84 и 85 даны примеры сосудов с толщиной стенки 100-150мм. Отдельные обечайки изготовляют из листа путем горячей вальцовки или гибки на прессах. В зависимости от размеров сосудов листовую заготовку гнут в нагретом состоянии вдоль длинной или вдоль короткой стороны листа. Первый прием является предпочтительным, так как позволяет уменьшить число более трудоемких кольцевых швов.

Рис.84. Барабан котла высокого давления

Рис.85. Толстостенный сосуд высокого давления
Многослойные сосуды
Конструкция и технология изготовления толстостенных сосудов, работающих под давлением, непрерывно совершенствуются. Получили распространение толстостенные сосуды: а — цельнокованые, б — кованосварные, в — штампосварные, г, д, е — многослойные (различные варианты), ж — однослойные, усиленные навивкой профилированных лент.
Многослойные конструкции имеют ряд важных преимуществ перед сосудами с монолитной стенкой. Главные из них: большая надежность в эксплуатации и отсутствие ограничений по увеличению толщины стенки и диаметра.
Для соединения многослойных обечаек друг с другом кольцевым швом торцы их обрабатывают по форме разделки кромок, как показано на рис.86,а. После этого на специальной установке (рис.87) на торцы наплавляют слой металла толщиной 15-20мм и вторично производят механическую обработку. Пример подготовленного к сварке стыка многослойных обечаек показан на рис.86,б а стыка такой обечайки с монолитным фланцем или днищем — на рис.86,в.

Рис.86а,Подготовка кромок стыка многослойной обечайки б, Стык, подготовленный к сварке в, Стык многослойной обечайки с монолитным днищем.

Рис.87. Установка для наплавки торцов обечаек.
Сборка под сварку кольцевых стыков многослойных обечаек отличается повышенной трудоемкостью, что связано с большой массой и малой жесткостью обечаек, приводящей к появлению эллипсности поперечного сечения под действием собственной массы. Поэтому многослойные обечайки собирают с применением мощных гидравлических домкратов — распорок и технологических планок 1 (рис.88, а) большой жесткости, привариваемых угловыми швами больших сечений. Иногда вместо обычных сборочных планок применяют технологические клинья 1 (рис.88,6), которые при сборке приваривают к наружной стороне наплавленных торцов обечаек угловым швом. При выполнении первого прохода шва автоматической сваркой на роликовом стенде клинья удаляют кислородной резкой при подходе их к зоне сварки.

Рис.88. Сборка стыка многослойных обечаек с применением планок (а) или клиньев (б)
Изложенная технология производства многослойных сосудов из отдельных обечаек является основной, однако имеются и другие варианты. Технология, показанная на рис. 89, предусматривает изготовление сосуда последовательным наращиванием слоев и исключает сплошные кольцевые швы, проходящие через все сечение.
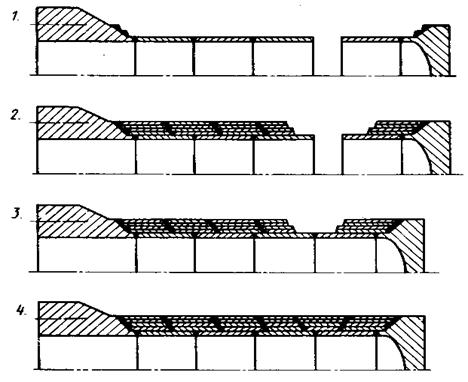
Рис.89. Технологическая последовательность (1-4) изготовления сосуда со смещенными сварными швами.
При изготовлении многослойных сосудов особую специфику имеет приварка патрубков и других деталей со сплошной стенкой. Иногда предлагается каждый слой сосуда приваривать к сплошной детали в отдельности (рис.90, а). Другая технология предусматривает выполнение предварительной наплавки металла на стенки сосуда и штуцера, X-образную подготовку кромок и последующую вварку штуцера в тело сосуда (рис.90, б).

Рис.90. Приварка штуцера к многослойной обечайке
КОРПУСНОЕ ОБОРУДОВАНИЕ АЭС
Оболочки реактора и парогенератора энергоблока (рис.91) атомной электростанции (АЭС) изготовляются с помощью сварки и являются примером особо ответственных конструкций, работающих в условиях высоких температур и давлений в течение длительного времени.

Рис.91. Схема энергоблока АЭС
Постоянно увеличиваются масса и размеры корпусов (рис. 92).

Рис.92.Эволюция размеров корпусов атомных реакторов
Корпус атомного реактора представляет собой толстостенную цилиндрическую обечайку со сферическими днищами и большим числом патрубков (рис.93). Расчленение корпуса на отдельные заготовки производят, исходя из возможностей технологического оборудования (рис.94). Поскольку в цилиндрической оболочке при наличии внутреннего давления продольный шов нагружен растягивающими напряжениями, вдвое превышающими напряжения в кольцевых швах, в России принята технология изготовления бесшовных обечаек, получаемых методом свободной ковки на прессе. Внутренняя поверхность обечаек для повышения коррозионной стойкости подвергается автоматической дуговой наплавке аустенитным ленточным электродом (рис.95).

Рис.93 Схема Российского водо-водяного реактора

Рис.94. Заготовки корпуса реактора

Рис.95. Наплавка ленточным электродом внутренней поверхности обечайки
Отдельные обечайки, имеющие толщину 300мм и более, соединяют многослойной автоматической сваркой под флюсом. Разделка кромок и сечение кольцевых сварных швов показаны на рис.96.

Рис.96 Разделка кромок (а) и сечение (б) кольцевых швов
Конструкция и технология изготовления парогенератора аналогичны, однако стенка имеет меньшую толщину и разделка кромок кольцевых стыков предусматривает одностороннюю многослойную сварку с подваркой корня шва изнутри (рис.97).


Рис.97. Корпус парогенератора
Вварка патрубков диаметром 250-500мм может производиться по двум схемам (рис. 98, а,б). Схема на рис.98, а, принятая в зарубежной практике реакторостроения, предусматривает применение вварных патрубков сложной формы с ручной дуговой сваркой криволинейного стыка.


Рис.98. Способы варки патрубков в корпус реактора
В России используют механизированную многослойную приварку приставных патрубков (рис.9 8,6). При этом исходное отверстие обечайки (рис.99, а) отбортовывают на прессе фигурным пуансоном (рис.99, б) и далее производят механическую обработку кромок, как показано на рис.9,в. Для исключения ручной подварки корня шва и предотвращения прожогов при первом проходе диаметр патрубка и отверстие в обечайке делаются меньше расчетного. После приварки патрубка отверстие растачивается до расчетного значения.

Рис.99 Подготовка патрубка к сварке
Существенно снизить трудоемкость позволяет применение способа электрошлаковой выплавки патрубков (рис.100). В просверленное отверстие заводят металлическую пробку 2, на которой начинают электрошлаковый процесс. Форму и размеры патрубку придают медным охлаждаемым кристаллизатором 1. После выплавки в патрубке сверлят и растачивают отверстие.

Рис.100. Электрошлаковая выплавка патрубка
За рубежом корпуса мощных реакторов изготовляют из поковок, соединяемых не только кольцевыми, но и продольными швами. Толстые заготовки металла для корпусов получают прокаткой или ковкой с последующей формовкой на прессе. Так, у корпуса реактора, показанного на рис.101 (ФРГ), элементы нижнего сферического пояса и нижнего днища сделаны из проката, фланцы, обечайка патрубковой зоны и другие обечайки -из поковок. Продольные швы выполняют в основном электрошлаковой сваркой с последующей закалкой и отпуском. Однако в связи с тем, что соединения при многослойной автоматической сварке под флюсом имеют более высокую прочность и пластичность, а также в связи с возросшей производительностью дуговой сварки ее применили для сварки продольных швов при толщине металла заготовок до 400мм.

Рис.101. Корпус реактора АЭС
Характерная форма разделки кромок и схема наложения слоев показаны на рис. 102, а. Такая технология требует частой кантовки изделия, чтобы чередовать заполнение разделки с внутренней и наружной стороны.

Рис.102 Разделка кромок продольных швов
Этих недостатков не имеет способ сварки под флюсом вертикальных швов в нижнем положении, называемый способом "сабверт". Разделка кромок приведена на рис. 12,6. Кромки свариваемого стыка располагают вертикально, как и при электрошлаковой сварке. Отдельные слои накладывают в разделке перпендикулярно к оси обечайки вдоль толщины ее стенки, начиная от нижнего края стыка. Первые два валика выполняют на подкладке. Сверку ведут по узкому зазору. В каждом слое накладывают два валика толщиной по 4 мм в направлении от оператора. Кольцевые швы выполняют автоматической сваркой под флюсом. Разделка кромок предусматривает или применение стальных подкладок (рис.103, а, б), или подварку корня шва (рис.103,в).

Рис.103. Разделка кромок кольцевых швов
При сварке сферической крышки с фланцем корпуса реактора (рис.104) толщина свариваемого металла составляет 670мм. Шов выполняют дуговой сваркой под флюсом в узкий зазор сварочным аппаратом, обеспечивающим раскладку в каждом слое по три валика. После сварки корень шва удаляют механической обработкой.

Рис.104. Конструкция соединения сферической крышки с фланцем корпуса реактора
11.ТРУБЫ
Спиральношовные трубы
Сборка и сварка труб из рулонной стали спиральным швом, позволяет получать трубы большого диапазона диаметров из полосы одной ширины. При использовании такого метода процесс изготовления идет непрерывно, обеспечивая требуемую точность размера и формы трубы без последующей калибровки. Непрерывность процесса сварки спирального шва при смене рулонов и стыковке их концов обеспечивается наличием компенсационной петли или летучей установки. Полоса из рулона с помощью валков подается в правильные вальцы и летучий агрегат, обеспечивающий механизацию обрезки, сборки и сварки концов полос после замены рулона без остановки процесса формовки и сварки трубы. Концы полос и последовательно проходят обрезку на ножницах и закрепляются прижимами калибровочных ножниц. После выполнения калибровочного реза обоих концов сразу передвижением суппорта до упора задний конец полосы устанавливается по оси канавки подкладки сварочной установки. Соответственно перемещением до упора гильотинных ножниц передний конец полосыподается в сварочную установку с обеспечением требуемого зазора в стыке, концы полос зажимаются, и производится сварка. При выполнении всех этих операций агрегат движется вместе с полосой, а затем отпускает ее и возвращается в исходное положение.
После обрезки продольных кромок дисковыми ножами полоса правится в вальцах и калибруется по ширине обкаткой роликами. Заталкивающие валкиподают полосу в формующее устройствос обоймами роликов, работающими по схеме трехвалковых гибочных вальцов, что обеспечивает правильную форму трубы и возможность ее сборки с плоской полосой практически без смещения кромок. Однако смещение отсутствует только в том случае, если кромки стыка собираются с зазором, обеспечивающим свободу перемещения каждой из них. Для качественного выполнения шва наличие зазора также желательно, но при условии жесткого допуска на его величину. Величина зазора фиксируется специальным датчиком в виде роликов, перекатывающихся по стыкуемым кромкам. В случае отклонения величины зазора от заданной автоматически включается механизм перемещения люнета, задающего поворот вокруг оси всего устройства, поддерживающего сформованную часть трубы. Датчик положения кромок одновременно используют для направления по шву сварочной головки, накладывающей технологический прихваточный шов. Рабочие швы выполняются при визуальной коррекции направления сварочных головок по стыку. В процессе выполнения спирального шва осуществляется непрерывный ультразвуковой контроль с автоматической маркировкой краской мест обнаружения дефектов.
Спиральный шов выполняется сваркой под флюсом тремя сварочными головками. Головки крепятся на штанге, вводимой внутрь трубы. Внутренний шов, приваривающий кромку полосы к сформованной трубе, имеет малое сечение и является технологическим. Его назначение устранить возможность взаимного перемещения кромок и предотвратить вытекание сварочной ванны при сварке наружного рабочего шва. Внутренний рабочий шов варит двухэлектродная головка, обеспечивая хорошее формирование и полный переплав технологического шва. Такая технология позволяет гарантировать отсутствие кристаллизационных трещин при сварке низколегированных сталей со скоростями около 110 м/ч.
Выходящая из стана непрерывная труба летучим устройством разрезается на трубы мерной длины.
Увеличение давления в магистральных трубопроводах требует увеличения толщины стенки. Так как толщина полос рулонной стали обычно не превышает 14мм, то возникла необходимость спиральношовные трубы диаметром 1420мм и более изготовлять или из рулонной стали в несколько слоев, или из отдельных листов требуемой толщины.
Каждая из двух последовательно расположенных линий подготовки полосовой рулонной стали аналогична рассмотренной выше линии и отличается только верхним у внутренней полосы и нижним у наружной полосы расположением скоса кромок под спиральные швы, а также технологией выполнения поперечных стыков полос из-за необходимости обеспечения плотного прилегания слоев друг к другу. В линии подготовки наружного слоя трубы необходимо удалять усиление шва, а провар всей толщины не обязателен. Напротив, в линии подготовки внутреннего слоя проплавление всей толщины необходимо, удалять усиление шва не требуется.
Также в отличие от стана, все операции по стыковке концов полосы при замене рулонов выполняются с остановкой ленты. Непрерывный процесс формовки трубы и сварки спиральных швов обеспечивается благодаря компенсационной петле, которая при размотке рулонов накапливается постепенно и к моменту окончания размотки достигает длины, достаточной для работы стана во время смены рулона и стыковки полос. После прохождения компенсационной петли обе полосы подающими валковыми устройствами заталкиваются совместно в формовочное устройство таким образом, чтобы спиральные стыки наружного и внутреннего слоев оказались сдвинуты на шаг, равный 100мм. Сварку трубы на стане осуществляют только технологическими прихваточными швами, выполняемыми в углекислом газе. Рабочие швы выполняют на отдельном рабочем месте после разрезки непрерывной трубы. Сварку ведут под флюсом двумя дугами с полным переплавом технологических швов. Концы двухслойных труб замоноличивают укладкой кольцевого шва, устраняющего зазор между слоями, после чего на торце делают разделку кромок под сварку стыковых швов на монтаже.






