Для высокопроизводительного изготовления сварных балок в непрерывных автоматических линиях большое значение приобретает применение сварки токами высокой частоты, обеспечивающей скорость сварки 10-60 м/мин, т.е. на порядок выше, чем при сварке под флюсом.
В 60-х годах в США были выпущены агрегаты для производства сварных двутавров из рулонного проката или обычных полос и листов с использованием сварки ТВЧ. Рулонные заготовки для стенки и полок двутавра подают к сварочному агрегату из трех разматывателей 1 (рис.18). Гибочное устройство 4 обеспечивает подачу полок в зону сварки под углом 4-7° к кромкам стенки. Скользящие контакты подводят ток к одной из полок и отводят от другой, что обеспечивает протекание сварочного тока вдоль поверхности стыкуемых элементов и через место их контакта под обжимными роликами. При непосредственной приварке полки к стенке сварное соединение приобретает неблагоприятную форму. Холодная высадка кромки стенки с увеличением ее толщины с зачисткой соединения после сварки в горячем состоянии позволяет обеспечить плавный переход от стенки к полке. В соответствии с этим в рассматриваемом агрегате (рис.4), кромки проходят предварительную осадку в машине 3 и свариваются с полками в сварочной установке 5. Затем балка проходит огневую зачистку 6, зону охлаждения 7, правку 8, дефектоскопию 9 и на отводящем роликовом конвейере разрезается летучей пилой 10. В случае значительной толщины полок их жесткие заготовки подают не из рулонов, а из питателей 2 поштучно. В процессе сварки эти заготовки проходят сварочный агрегат плотно прижатые торцами друг к другу.

Рис.18 Схема агрегата для изготовления двутавровых профилей сваркой ТВЧ
Элементы промышленных зданий
Широкополочные прокатные двутавры и тавры рекомендуется широко использовать при изготовлении подкрановых балок, колонн и других элементов строительных конструкций (рис. 19). Между собой подкрановые балки соединяют болтами, пропущенными через торцовые ребра жесткости, выступы этих ребер опирают на колонны.

Рис.19 Каркас несущего здания.
Колонны могут быть постоянного и переменного сечения, сплошные и решетчатые. Их сечения обычно выполняют составными с использованием широкополочных прокатных профилей (рис.20). К изготовлению колонн условия монтажа предъявляют следующие требования: перпендикулярность оси колонны к опорной плоскости плиты башмака и соблюдение расстояния между колоннами, правильность расположения монтажных отверстий.

Рис.20. Основные типы стальных колонн:
а-постоянного сечения; б…д-переменного сечения; е-раздельного типа
Мостовые краны
Для конструкций крановых мостов малой и средней грузоподъемности характерны два типа. Мосты первого типа состоят из двух коробчатых пространственно-жестких балок объединенных по концам концевыми балками, в которых устанавливают ходовые колеса. В мостах второго типа каждая половина несущей конструкции представляет собой пространственную систему, составленную из двух вертикальных и двух горизонтальных ферм. Вертикальная ферма является главной, на ее верхнем поясе располагают рельс. Вспомогательная ферма соединяется с главной горизонтальными фермами. Все элементы половины моста приводятся к пространственно-жесткой системе при помощи раскосов. Схема движений мостового крана и тележки показана на рис.21.

Рис.21. Схема движений мостового крана
В настоящее время основной конструктивной формой главных балок считают коробчатое сечение с симметрично расположенным рельсом (рис.22). По сравнению с ферменной конструкцией она несколько тяжелее, но более технологична.

Рис.22. Рабочий чертеж главной балки кранового моста. Q=50/10т, L=22,5м
Стропильные фермы
Стропильные фермы изготовляют трех основных типов: с параллельными поясами (рис. 23,а, б), полигональные (рис.23,в) и треугольные (рис.23,г).
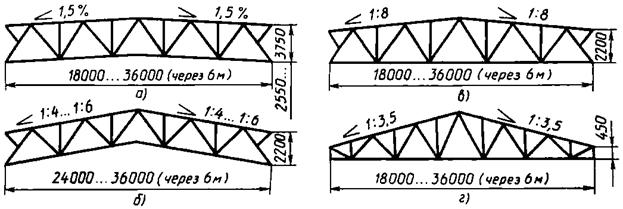
Рис.23. Схемы ферм
Крепление ферм к колоннам показано на рис. 24, а, б, в. Такие фермы можно применять для перекрытия любых пролетов. Унифицированные фермы имеют пролеты 18, 24, 30 и 36м.

Рис.24. Крепление ферм к колоннам.
Работают стропильные фермы при статической нагрузке. В качестве стержней используют главным образом прокатные и в меньшей степени гнутые замкнутые сварные профили и трубы. В общем объеме производства около 90% составляют фермы из парных прокатных уголков. Стержни в узлах соединяют или непосредственно, или с помощью вспомогательных элементов главным образом дуговой сваркой. Перспективным является применение точечной контактной сварки.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах (рис.25), предотвращающему появление изгибающих моментов, не учтенных расчетом. В случае составных элементов их совместная работа обеспечивается постановкой прокладок (рис.26) на расстоянии ℓ, равном 40 радиусам инерции сечения для сжатых стержней или 80 радиусам инерции для растянутых.
Конструкции стропильных ферм с поясами из широкополочных тавров по сравнению с типовыми фермами из уголков получаются легче при меньшей трудоемкости и стоимости. Снижение массы фермы достигается в основном благодаря существенному уменьшению размеров узловых косынок, а также из-за отсутствия косынок в узлах крепления стоек к верхним поясам и исключения прокладок в поясах ферм (рис.27, а). Иногда удается крепить решетку непосредственно к поясу без косынок (рис. 27, б). Вэтом узле элементы прикреплены к верхнему поясу эксцентрично. Такая расцентровка в данном случае допустима благодаря малым усилиям в примыкающих раскосах и недонапряжения мощного верхнего пояса этой панели. Трудоемкость при изготовлении фермы с поясами из тавров снижается вследствие уменьшения числа деталей и сокращения длины сварных швов.

Целесообразно, чтобы конструкция узлов стропильных ферм с поясами из тавров и решеткой из парных уголков позволяла полностью расчленить операции: сначала сборка, затем сварка. Концы уголков раскоса рекомендуется смещать для этой цели вдоль оси раскоса на расстояния а 1, а 2, а 3(рис.27, а) относительно парных им уголков, располагаемых с другой стороны косынки так, чтобы разделка стыкового шва, приваривающего узловую косынку к стенке поясного тавра, оказалась доступной для сварки после сборки. При этом подварку корня стыкового шва с противоположной стороны выполняют только на участках, свободных от уголков раскоса.
Уменьшить массу фермы позволяет использование трубчатых профилей. Однако для труб круглого сечения непосредственное соединение в узле получается весьма трудоемким (рис.28). Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах дуговой сваркой. Значительно проще оказывается соединение в узлах труб прямоугольного или квадратного сечения.
Изготовление ферм
На рис. 29 показана схема кондуктора, смонтированного на базе сборочной плиты. По разметке геометрической схемы фермы в соответствии с чертежом настройки кондуктора устанавливают и прихватывают фиксаторы 1, 7 опорного узла, опоры 2, 4 уголков, фиксаторы 3 поясов, фиксаторы 5, б косынок.

Рис.29. Сборка фермы в кондукторе
При использовании универсальных сборных сборочных приспособлений (УССП) кондуктор собирают на базе плиты с Т-образными пазами (рис.30), набранной из отдельных секций. Номера на схеме фермы соответствуют номерам под рисунками узлов приспособлений. Регулируемые опоры обеспечивают фиксацию деталей в горизонтальной плоскости; регулировка по высоте осуществляется при помощи резьбы, фиксация - через отверстия в детали при помощи пробки. Детали, не имеющие отверстий, устанавливают по упорам, уголки закрепляют зажимами. Сборка заключается в последовательной установке деталей фермы в кондуктор и соединении их прихватками. Поджимают детали перед прихваткой с помощью инвентарных сборочных приспособлений: эксцентриковых зажимов, струбцин, вилок или переносной пневмогидравлической струбциной.

Рис.30. Кондуктор для ферм с применением универсально-сборочных приспособлений
Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и ограниченное число изделий в серии, но и малая технологичность типовых конструктивных решений. Большое число деталей, составляющих ферму, усложняет сборочную операцию, приводит к необходимости выполнения множества дуговых швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке.
Эффективным способом, облегчающим создание автоматизированного производства по изготовлению решетчатых конструкций, является контактно-дуговая точечная сварка. Сквозное проплавление элементов суммарной толщиной 20-40мм без образования отверстия при этом способе обеспечивается предварительным их нагревом между электродами контактной машины. Это позволяет визуально контролировать качество выполненных соединений. Достоинством метода является также возможность резкого сокращения числа деталей путем выполнения бескосыночных соединений и исключение кантовки фермы, поскольку сварку производят с одной стороны.





