10.1. Чистовая вырубка и пробивка на прессах тройного дейст
вия происходит при напряженно-деформированном состоянии объ
емного сжатия штампуемого материала в зоне резания, что обес
печивает высокую чистоту поверхности среза по всей толщине за
готовки без значительных следов скола.
10.2. Область применения и технологические возможности про
цесса приведены в справочном приложении 1.
10.3. Схема последовательности работы штампа для чистовой
штамповки на прессах тройного действия приведена на рис. 16:

а — положение основных частей штампа и заготовки перед
штамповкой;
б — стол пресса с закрепленной на нем нижней частью штампа движется к верхней части штампа, закрепленной на верхней плите пресса; в — клиновидное ребро прижима полностью вдавливается в
материал под действием усилия прижима Рг; г, д — под действием усилия вырубки Р\ с преодолением усилия
противодавления Р3 производится вырубка детали; е — начало обратного хода ползуна пресса, деталь остается в
матрице;
ж — размыкание штампа, вырубной пуансон и прижим возвращаются в исходное положение, выталкивание детали из матрицы;
з — верхний выталкиватель возвращается в исходное положение, удаление детали сжатым воздухом; и ■ — штамп и материал подготовлены для очередного цикла
штамповки.
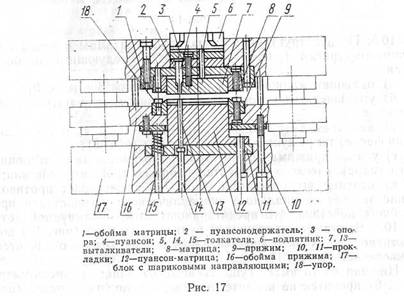
10.4. В зависимости от конфигурации и размеров штампуемых деталей применяются штампы:
а) с неподвижной пуансон-матрицей (пуансоном) и подвижным прижимом (рис. 17). Рекомендуется для чистовой штамповки деталей больших габаритных размеров, с большим количеством отверстий.
б) с подвижной пуансон-матрицей и неподвижным прижимом-(рис. 18). Рекомендуется для чистовой штамповки деталей неболь- га





 ших габаритных размеров, особенно когда высота пуансон-матрицы (поз. 9) превышает габаритные размеры детали в плане.
ших габаритных размеров, особенно когда высота пуансон-матрицы (поз. 9) превышает габаритные размеры детали в плане.

10.5. По конструктивному исполнению штампы с неподвижной
пуансон-матрицей (рис. 17) отличаются следующими особеннос
тями:
а) наличием клиновидного ребра на прижиме (поз. 9);
б) уменьшенным двусторонним зазором между матрицей и пу
ансоном;
в) наличием закругления на луансоне (поз. 4) и закругления
(или фаски) на режущей кромке матрицы (поз. 8);
г) усилие прижима при штамповке создается за счет специаль
ного гидравлического устройства в прессе тройного действия;
д) верхний выталкиватель (поз. 7) осуществляет противодав
ление за счет специального гидравлического устройства в прессе
тройного действия, что предотвращает изгиб штампуемой детали.
10.6. В штампе с подвижной пуансон-матрицей (рис. 18) конст
руктивное исполнение верхней части незначительно отличается от
приведенной на рис. 17.
Нижняя часть имеет существенные отличия: пуансон-матрица (поз. 9) крепится не к плите штампа, а к ползуну пресса (непосредственно или через хвостовик (поз. 12); ее направление осуществляется через отверстие в прижиме (поз. 14); усилие вырез-
ки передается через пуансон-матрицу на ползун пресса. Нижняя \ плита блока (поз. 17) воспринимает лишь усилие прижима.
10.7. Для штампов чистовой вырубки и пробивки применяются
блоки с шариковыми направляющими по ГОСТ 14672-69—
ГОСТ 14674-69. Блоки должны обладать повышенной жесткостью
за счет увеличения толщины плит. Толщину плит следует назна
чать по Ra Ю ГОСТ 6636—69.
10.8. Для изготовления основных деталей штампов рекоменду
ются материалы, указанные в табл. 11.
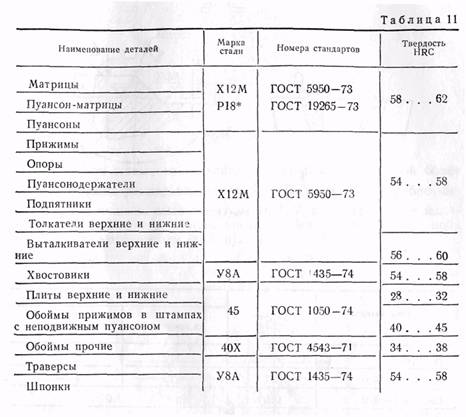
 *Для штамповки материалов с пределом прочности сзыше.500 МПа(50 кгс/мм2
*Для штамповки материалов с пределом прочности сзыше.500 МПа(50 кгс/мм2
10.9. Клиновидное ребро обеспечивает прижим штампуемого
материала и создание напряженного состояния объемного сжатия
в зоне резания.
Клиновидное ребро располагают на прижиме (поз. 9, рис. 17) — при штамповке материалов всех толщин, а на матрице (поз. 8, рис. 17) при штамповке материалов толщиной свыше 4 мм.
 /
/
10.10. Клиновидное ребро для деталей простой конфигурации
располагают на равноудаленном расстоянии от контура отверстия
под пуансон-матрицу в прижиме или контура рабочего отверстия
матрицы.
10.11. Конструкция клиновидного ребра и его размеры, в за
висимости от толщины штампуемого материала S, приведены на
рис. 19 и в табл. 12.
■:•■/.. >.,, ■


10.12. Участки контура сложной конфигурации (пазы, острые
углы, выступы, зубья и т. п.) клиновидное ребро должно огибать
плавно, как показано на рис. 20.

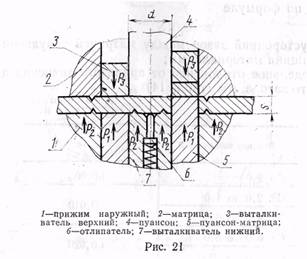
10.13. При штамповке деталей из материалов толщиной более
4 мм, имеющих размер отверстия ^~>5. клиновидное ребро вы
полняют на нижнем выталкивателе (поз. 7, рис. 21); для предот
вращения прилипания отхода после пробивки применяют под
пружиненные отлипатели (поз. 6).
 ■
■
10.14. Минимальные размеры перемычек при вырубке (рис. 22)
приведены в табл. 13.









,______________________________________..............................
ределяются по формуле
г=0,015+Дг, (44)
где z — двусторонний зазор между матрицей и пуансоном, мм;
5 — толщина материала, мм;
Az — предельное отклонение от принятого значения двустороннего зазора, мм (табл. 14)
Рг=Р\ —  при штамповке материалов с пределом прочности 30
при штамповке материалов с пределом прочности 30
10.16. Исполнительные размеры матриц и пуансонов следует
рассчитывать по формулам, приведенным в табл. 3.
10.17. Общее усилие пресса при чистовой штамповке Р опреде
ляют по формуле
(45)
где Р — общее усилие  пресса при чистовой штамповке, кн(тс);
пресса при чистовой штамповке, кн(тс);
р1__ усилие вырубки-пробивки, определяется по формуле (16),
кн(тс);
Р2 — усилие прижима, кн(тс);
/>2=0,5/)i— при штамповке материалов с пределом прочности ай<500 МПа (50 кгс/мм2); о6>500 МПа (50 кгс/мм2); рг _ усилие противодавления, кн (тс)
(46)
10.18. Матрицы штампов  для чистовой штамповки (рис. 23)
для чистовой штамповки (рис. 23)
должны отвечать следующим требованиям:
 31
31


 а) рабочие отверстия выполняют без уклона;
а) рабочие отверстия выполняют без уклона;
б) режущие кромки выполняют с закруглением R (исполне
ние 1) или фаской С (исполнение 2).
Размеры R или С принимают по табл. 15

в) составные матрицы запрессовывают в обойму, крепление
осуществляют винтами и штифтами, а секции, кроме того, фикси
руют шпонкой, цельные матрицы запрессовывают в плиты блоков,
крепление осуществляют винтами и штифтами;
г) посадочную часть матрицы выполняют конусной, указания
по установке в обоймы (плиты) приведены в справочном приложе
нии 2;
д)  основные размеры круглых матриц приведены в табл. 16.
основные размеры круглых матриц приведены в табл. 16.
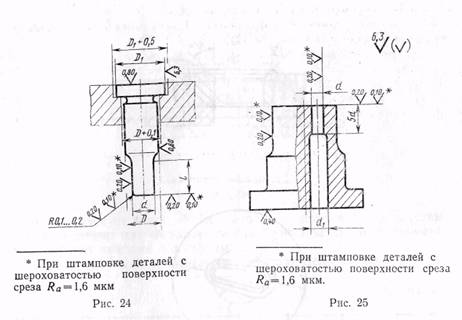
10.19. Режущие кромки пуансонов для пробивки отверстий вы
полняют скругленными и устанавливают в пуансонодержатель с
зазором (рис. 24).
10.20. В пуансон-матрице отверстия под выталкиватель прини
мают на 0,2 мм больше размера диаметра выталкивателя (рис.25).
 (47)
(47)
10.21. В нижней плите штампов с подвижным пуансоном
(рис. 18) пуансон-матрицу принимают в соответствии с рис. 26

10.22. Прижимы штампов для чистовой штамповки (рис. 27)
должны отвечать следующим требованиям:
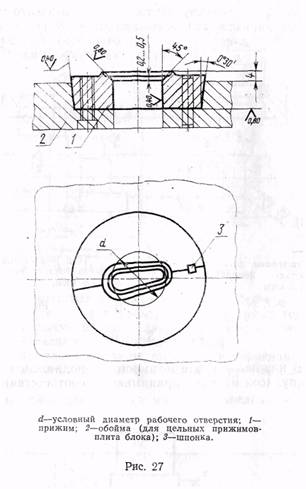
а) составные прижимы запрессовывают в обойму, крепление
осуществляют винтами и штифтами, а секции, кроме того, фикси
руют шпонкой; цельные прижимы запрессовывают в плиты блоков,
крепление осуществляют винтами и штифтами;
б) посадочную часть прижима выполняют конусной, указания
по установке в обоймы плиты приведены в справочном приложе
нии 2;
в) основные размеры круглых прижимов приведены в табл. 16;
г) отверстие в прижиме под пуансон-матрицу выполняют по
пуансон-матрице с двусторонним зазором не более 60% от дву
стороннего зазора между матрицей и пуансоном.
10.23. Обоймы для крепления матриц и прижимов (рис. 28) должны соответствовать следующим требованиям:

а) посадочную часть обойм выполняют конусной, запрессовы
вают в верхнюю или нижнюю плиты блоков штампов и дополни
тельно крепят винтами и штифтами;
б) рекомендуемые диаметры обойм приведены в табл. 17.

в) указания по установке обойм в плиты приведены в справоч
ном приложении 2.
10.24. Верхние выталкиватели штампов (рис. 29) должны СО' ответствовать следующим требованиям:
■
 35
35

 а) выталкиватели некруглой формы для упрощения обработки
а) выталкиватели некруглой формы для упрощения обработки
выполняют составными;
б) наружный контур и отверстие под пуансон выполняют по
размерам матрицы и пуансона с двусторонним зазором не более
0,006 мм;
в) по наружному контуру и в отверстиях под пуансон следует
ппелусматоивать  cbacKVС Стабл. 18).
cbacKVС Стабл. 18).
10.25. Нижние выталкиватели штампов (рис. 30) должны соответствовать следующим требованиям:

а) направляющую часть диаметром d на длине i выполняют по
размерам рабочего отверстия пуансон-матрицы с двусторонним за
зоромz=0,01S
(S — толщина штампуемого материала);
на длине ц направляющую часть выполняют по размерам рабочего отверстия пуансон-матрицы с двусторонним зазором не более 0,006 мм;
б) торцы цилиндрических выталкивателей выполняют сфери
ческими (рис. 31), а прямоугольных и фасонных выталкивате
лей— по дуге (рис. 32);
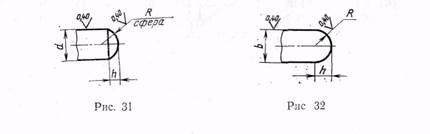
в) высоту сферической поверхности или дуги h, в зависимости от диаметра выталкивателя d или наибольшего размера Ь, принимают по табл. 1*5
10.26. Хвостовики  штампов с подвижным пуансоном (поз. 12,
штампов с подвижным пуансоном (поз. 12,
рис. 18) крепят на резьбе к нижнему ползуну пресса. Двусторон
ний зазор между отверстием нижней плиты блока и хвостовиком
не более 0,006 мм (рис. 33).

10.27. Особенности оборудования для чистовой штамповки
приведены в справочном приложении 3.


 ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 1






