Источник питания должен соответствовать четырем самым важным параметрам:
1. Так как сварка моей конструкции выполняется ручной дуговой сваркой, внешняя вольтамперная характеристика источника питания должна быть падающей.
2. Предел регулирования сварочного тока для сварки моей конструкции, по расчетам, произведенным выше, составляет от 90 до 120А.
3. Сварочный электрод, выбранный мной, для сварки стали ВСт2-2сп, должен работать на постоянном токе обратной полярности.
4. ПН источника питания на номинальной силе сварочного тока должна быть не менее 60%, что соответствует нормам для ручной дуговой сварки.
Всем этим параметрам соответствует сварочный выпрямитель ВДУ-306МТ(марка).
Сварочный выпрямитель ВДУ-306МТ служит для питания одного сварочного поста при ручной дуговой сварке, наплавке и резке металлов постоянным током, при механизированной сварке в среде защитных газов, либо с использованием самозащитной проволоки. Выпрямитель имеет плавное в том числе дистанционное регулирование сварочного тока. Для полуавтоматической сварки комплектуется подающим механизмом.
Температура эксплуатации от -40 до +40 оС
| Технические характеристики
|
| Номинальный сварочный ток А
|
|
| Номинальное напряжение В
| 22-32
|
| Пределы сварочного тока А
| 30-350
|
| Напряжение холостого хода
|
|
| Напряжение питающей цепи В
|
|
| Потребляемая мощность кВА
|
|
| Габаритные размеры мм ДхШхВ
| 710х670х750
|
| Масса кг
|
|

Обоснование выбора
Вывод:Выбранный мной источник питания соответствует подобранным параметрам сварки: сварка производится на постоянном токе обратной полярности, сварку можно производить во всех пространственных положениях и тд.
Контроль качества
Трещины. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).

Подрезы. Подрезы - это углубления в месте перехода "основной металл-сварной шов". Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. Подрезы возникают из-за повышенной величины сварочного тока. Устраняют его наплавкой тонкого шва по линии подреза.

Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает- при недостаточном прогреве основного металла вследствие малого тока. Устраняются наплывы срезанием с проверкой наличия не провара в этом месте.

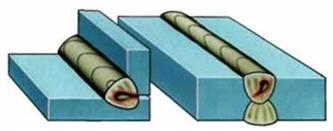
Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. Прожоги возникают из-за чрезмерно высокого сварочного тока. Исправляют дефект зачисткой и последующей заваркой.

Непровар. Непровары - это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.

Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. Кратеры надлежит вырезать до основного металла и заварить.

Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный - вырезка дефектного места и заварка.
Посторонние включения. Включения могут состоять из различных веществ - шлака, вольфрама, окислов металлов и пр. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.

Пористость. Пористость - это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор.

Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом - ударная вязкость. Перегрев устраняется термической обработкой изделия.

Брызгиметалла — дефекты в виде затвердевших капель на поверхности сварного шва или основного металла, образовавшихся во время сварки. Причинами возникновения этого дефекта являются: завышенный сварочный ток, некачественное покрытие электрода, отсутствие защитных покрытий, обеспечивающих легкое удаление брызг после сварки.







