ВЫПУСКНАЯ ПИСЬМЕННАЯ
ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Технология сварки фидерного ввода
Студент Борисов Даниил Андреевич группа № 3551 3 курс
Профессия: Сварщик (электросварочные и газосварочные работы)
Руководитель
Преподаватель _____________ Ковалюк Геннадий Константинович
подпись расшифровка подписи
Письменная квалификационная работа
выполнена с оценкой ________________________
Дата сдачи «_______»__________ 2018 г.
Отзыв:
Санкт-Петербург
2018г.
Введение
Общие сведения о сварке
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. К ним могут быть отнесены сварка и резка металлов, которые во многих отраслях промышленности являются одними из основных факторов, определяющих темпы технического прогресса, и оказывают существенное влияние на эффективность общественного производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов.
Сварное исполнение многих видов металлоконструкций позволило наиболее эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физико-химическими свойствами. Сварные конструкции по сравнению с литыми, коваными, клепаными и т. п. являются более легкими и менее трудоемкими. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
Основоположниками электрической дуговой сварки металлов и сплавов являются русские ученые и изобретатели.
По уровню развития сварочного производства СССР являлся ведущей страной в мире. И впервые осуществил эксперимент по ручной сварке, резке, пайке и напылению металлов в открытом космосе.
Успешно ведутся работы в специализированном институте сварочного профиля – Институте электросварки им. Е. О. Патона АН Украины (ИЭС).
Рост технического прогресса – введение в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов и т. д. – повышает требования к уровню общеобразовательной и технической подготовки кадров рабочих-сварщиков.
История сварки
О возможности применения «электрических искр» для плавления метолов ещё в 1753г. говорил академик Российской академии наук Г.Р. Рихман при исследованиях атмосферного электричества. В 1802г. профессор. Санкт- Петербургской военно-хирургической академии В.В. Петров открыл явление электрической дуги и указал возможные области ее практического использования. Однако потребовалось многие годы совместных усилий ученых и инженеров, направленных создания источников энергии, необходимых для реализации процесса электрической сварки металлов. Возможную роль в создании этих источников сыграли открытия и изображения в области магнетизма и электричества.
В 1882г. российский ученый инженер Н.Н. Бенардос, работая над созданием аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер Н.Г. Славянов предложил проводить сварку плавящимся металлургическим электродам. С его именем связано развитие металлургических основ электрической дуговой сварки, разработка флюсов для воздействия на состав металла шва, создания первого электрического генератора
В середине 1920-х гг. интенсивные исследования процессов сварки были начаты во Владивостоке (В.П. Вологдин, Н.Н. Рыкалин), в Москве (Г.А. Николаев, К. К. Окерблом). Особую роль в развитии и становлении сварки в нашей стране сыграл академик Е.О. Патон, организовавший в 1992г. лабораторию, а затем институт электросварки (ИЭС).
В 1924г- 1934гг. В основном применяли ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководствами академика В.П. Вологдина были изготовлены первые отечественные котлы и корпуса нескольких судов. С 1935- 1939гг. начали применять толсто покрытые электроды, в которых стержни изготавливали из легированной стали, что обеспечило широкое использование сварки в промышленности и строительстве. В 1940-е гг. была разработана сварка под флюсом, которая позволила повысить производительность процесса и качество сварных изделий, механизировать производство сварных конструкций. В начале 1950-х гг. в институте электросварки им. Е.О. Патона создают электрошлаковую сварку для изготовления крупногабаритных деталей из литых и кованых заготовок, что снизило затраты при изготовлении оборудования тяжелого машиностроения.
С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом, механизированная и автоматическая сварка неплавящимися и плавящимися электродами. В 1950-1952г в ЦНИИТМаше при участии МГТУ им. Н.Э. Баумана и ИЭС имени Е.О Патона был разработан высокопроизводительный процесс сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа обеспечивающий высокое качество сварных соединений.
В последние десятилетие создания учеными новых источников энергий – концентрированных электронного и лазерного лучей – обусловило появление принципиально новых способов сварки плавлением, получивших название электронно-лучевой и лазерной сварки. Эти способы сварки успешно применяют в нашей промышленности.
Сварка потребовалась и в космосе. В 1969г. нашли космонавты В. Кубасов и Г. Шонин и в 1984г С. Савицкая и В. Джанибеков привели в космосе сварку, резку, и пайку различных металлов.
Газовая сварка, при которой для плавления металла используют теплоту горящей смеси газов, также относятся к способам сварки плавлением. Способ газовой сварки был разработан в конце ХIХ.., когда началось промышленное производства кислорода, водорода и ацетилена, и является основным способом сварки металлов.
В настоящее время сваривают детали толщиной от нескольких микрометров (микроэлектронике) до десятков сантиметров и даже метров (в тяжелом машиностроении). В условиях непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка – теоретическая и практическая – квалифицированных рабочих – сварщиков.
Описание конструкции
Сварка фидерного ввода - моя конструкция состоит:
Размер конструкции 204х280х230
деталь №1 приваривается к детали №2 швом (4)№1 ГОСТ 5264-80 С1, затем к детали №1 приваривается деталь №3
Деталь №3 приваривается швом №2 ГОСТ 5264-80 С1 25250
1)4- количество швов
2) ГОСТ 5264-80 С1- государственный стандарт на ручную дуговую сварку
3)С- вид соединения- стыковое
4) 1- номер шва по ГОСТу
5) - усиления шва снять
ГОСТ 5264-80 С1
1)1- количество швов
2) ГОСТ 5264-80 С1- государственный стандарт на ручную дуговую сварку
3)С- вид соединения- стыковое
4) 1- номер шва по ГОСТу
5) - усиления шва снять
Назначение конструкции
Фидерные кабельные вводы требуются для ввода кабеля внутрь помещения (контейнера) с предотвращением попадания воды, пыли и других мелких частиц.
Характеристика стали
| Марка:
| ВСт2пс
|
| Заменитель:
| ВСт2сп
|
| Классификация:
| Сталь конструкционная углеродистая обыкновенного качества
|
| Применение:
| неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах.
|
Химический состав в % материала ВСт2пс
| C
| Si
| Mn
| Ni
| S
| P
| Cr
| Cu
| As
|
| 0.09 - 0.15
| 0.05 - 0.17
| 0.25 - 0.5
| до 0.3
| до 0.05
| до 0.04
| до 0.3
| до 0.3
| до 0.08
|
Технология сварки
Подготовка поверхности металла под сварку.
При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
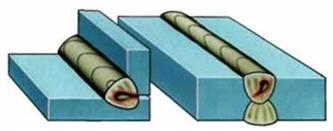
Подготовка кромок под сварку
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Выбор диаметра электрода
Диаметр электрода выбирается в зависимости от толщины свариваемого металла по таблице:
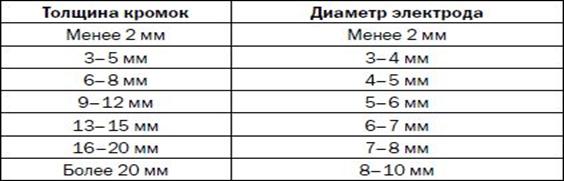
Так как толщина металла моей конструкции от 3 до 4 мм - диаметр электрода по таблице – 3 мм.
Расчет силы сварочного тока
Сила тока выбирается в зависимости от диаметра электрода и толщины металла, и вычисляется по формуле:
Iсв=dэлхК
| Диаметр мм
| 1-2
| 3-4
| 5-6
|
| К
| 25-30
| 30-45
| 45-60
|
Где: Iсв - сварочный ток; К = 30-45 (согласно таблице); dэл - диаметр электрода
Iсв = 3 х 30 = 90А
Iсв = 3 х 45 = 135А
Предел регулирования сварочного тока для сварки моей конструкции будет равен от 90 до 135 ампер.
Выбор источника питания
Требования к источникам питания
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить хорошее возбуждение и стабильное горение дуги.
Возбуждение сварочной дуги начинается с короткого замыкания сварочной цепи – контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения допредела, необходимого для поддержания устойчивого горения дуги. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыканиинапряжение падает донулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25...30 В.
Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи, которые могут вызвать, перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги.
Обоснование выбора
Вывод:Выбранный мной источник питания соответствует подобранным параметрам сварки: сварка производится на постоянном токе обратной полярности, сварку можно производить во всех пространственных положениях и тд.
Контроль качества
Трещины. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).

Подрезы. Подрезы - это углубления в месте перехода "основной металл-сварной шов". Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. Подрезы возникают из-за повышенной величины сварочного тока. Устраняют его наплавкой тонкого шва по линии подреза.

Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает- при недостаточном прогреве основного металла вследствие малого тока. Устраняются наплывы срезанием с проверкой наличия не провара в этом месте.

Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. Прожоги возникают из-за чрезмерно высокого сварочного тока. Исправляют дефект зачисткой и последующей заваркой.

Непровар. Непровары - это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.

Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. Кратеры надлежит вырезать до основного металла и заварить.

Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный - вырезка дефектного места и заварка.
Посторонние включения. Включения могут состоять из различных веществ - шлака, вольфрама, окислов металлов и пр. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.

Пористость. Пористость - это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор.

Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом - ударная вязкость. Перегрев устраняется термической обработкой изделия.

Брызгиметалла — дефекты в виде затвердевших капель на поверхности сварного шва или основного металла, образовавшихся во время сварки. Причинами возникновения этого дефекта являются: завышенный сварочный ток, некачественное покрытие электрода, отсутствие защитных покрытий, обеспечивающих легкое удаление брызг после сварки.

Безопасность труда
Общие требования
При производстве электросварочных и газопламенных работ необходимо выполнять требования настоящей главы, ППБ 01, утвержденных МВД России 14 декабря 1993 г. № 536, зарегистрированных Минюстом России 27.12.93 г., регистрационный № 445, а также государственных стандартов.
При выполнении сварочных работ на высоте необходимо обеспечить выполнение требований пп.4.10 и 4.14 настоящих норм и правил. Электросварщики должны иметь группу по электробезопасности не менее II.
Места производства электросварочных и газопламенных работ на данном, а также на нижерасположенных ярусах (при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и оборудования (газогенераторов, газовых баллонов и т.п.) – не менее 10 м.
. При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов.
Производить сварку, резку и нагрев открытым пламенем аппаратов, сосудов и трубопроводов, содержащих под давлением любые жидкости или газы, заполненных горючими или вредными веществами, или относящихся к электротехническим устройствам, не допускается без согласования с эксплуатирующей организацией мероприятий по обеспечению безопасности и без наряда-допуска.
Пайка, сварка емкостей из-под горючих и легковоспламеняющихся жидкостей без соответствующей обработки их до удаления следов этих жидкостей и контроля состояния воздушной среды в них запрещается.
Пайка и сварка таких емкостей должна производиться с наполнением и подпиткой их во время пайки или сварки нейтральными газами и обязательно при открытых пробках (крышках).
Электробезопасность
При сварочных работах электробезопасность обеспечивается выполнением требований должностных инструкций для сварщиков, инструкций по эксплуатации сварочного оборудования, требований соответствующих разделов правил устройства электроустановок, правил технической эксплуатации электроустановок потребителей, межотраслевых правил по охране труда при газопламенной обработке металлов.
Рассмотрим основные требования правил, от выполнения которых зависит электробезопасность сварщика и людей, находящихся в зоне влияния сварочной установки.
К сварочным работам должны допускаться сварщики, прошедшие специальную подготовку, имеющие удостоверение на право производства сварочных работ и удостоверение на группу по электробезопасности не ниже II.
Основной защитой от напряжения опасной величины, появляющегося на корпусах источников сварочного тока, является заземление (зануление) этих корпусов. Большинство электроприемников, в том числе и сварочные установки, получают электроэнергию от сетей 220/380 В с заземленной нейтралью трансформатора или генератора, и к этой нейтрали присоединяется четвертый провод сети, называемый нулевым, который присоединен к металлическим корпусам распределительных устройств и электрических аппаратов. К этому проводу нужно также присоединять корпуса источников сварочного тока. Для этого на корпусе источника сварочного тока должен быть специальный болт, к которому присоединяется четвертая жила кабеля, называемая нулевой. На другом конце кабеля, присоединяемом к сети, эта жила соединяется с корпусом выключателя, силовой сборки и т. п.
Запрещается применение проводов в изоляции или в оболочке из полимерных материалов, распространяющих горение.
Электросварочные установки с источниками постоянного или переменного сварочного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для работы в помещениях с повышенной опасностью и особо опасных, должны иметь устройства автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения.
При проведении сварочных работ в закрытом помещении должен быть предусмотрен отсос сварочных аэрозолей непосредственно вблизи сварочной дуги. Должны быть установлены фильтры в вентиляционных устройствах помещений для электросварочных работ, исключающие выброс вредных веществ в окружающую среду.
Пожарная безопасность
При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель.
Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
Техника безопасности при сварочных работах
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
Основные сварочные опасности и методы их профилактики
Электробезопасность при сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т.д.) Для этого:
Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т.д.
Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
Пользуйтесь спецодеждой – крагами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.
Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет». Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. - требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
Литература
Алексеев Е.К., Мельник В.И. - Сварка в промышленном строительстве - М.: Стройиздат 1977г.
Алешин Н.П., Щербинский В.Г. - Контроль качества сварочных работ. - М.: Высшая школа 1986г.
Безопасность производственных процессов под ред. Белова С.В. - М.: Машиностроение 1985г.
Блинов А.Н., Лелин К.В. - Организация и производство сварочно-монтажных работ - М.: Стройиздат 1988г.
Думов С.И. - Технология электрической сварки плавлением. - М.: Машиностроение 1987г.
Корольков П.М., Хаканетов М.В. - Современные методы термической обработки сварных соединений - М.: Высшая школа 1986г.
Маслов В.И. Сварочные работы - Издательский центр "Академия" 1998г.
Чернышов Г.Г. Сварочное дело - Издательский центр "Академия" 2003г.
Интернет
https://studfiles.net/preview/2792848/page:6/
http://www.domsvarki.ru/tehnika-vypolneniya-svarnyh-shvov-pokrytym-elektrodom
www.mrmz.ru/electro/svar/vypremit/univer/vdu-306.htm
http://taina-svarki.ru/sposoby-svarki/svarka-vertikalnyh-gorizontalnyh-i-potolochnyh-shvov.php
ВЫПУСКНАЯ ПИСЬМЕННАЯ
ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Технология сварки фидерного ввода
Студент Борисов Даниил Андреевич группа № 3551 3 курс
Профессия: Сварщик (электросварочные и газосварочные работы)
Руководитель
Преподаватель _____________ Ковалюк Геннадий Константинович
подпись расшифровка подписи
Письменная квалификационная работа
выполнена с оценкой ________________________
Дата сдачи «_______»__________ 2018 г.
Отзыв:
Санкт-Петербург
2018г.
Введение
Общие сведения о сварке
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. К ним могут быть отнесены сварка и резка металлов, которые во многих отраслях промышленности являются одними из основных факторов, определяющих темпы технического прогресса, и оказывают существенное влияние на эффективность общественного производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов.
Сварное исполнение многих видов металлоконструкций позволило наиболее эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физико-химическими свойствами. Сварные конструкции по сравнению с литыми, коваными, клепаными и т. п. являются более легкими и менее трудоемкими. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
Основоположниками электрической дуговой сварки металлов и сплавов являются русские ученые и изобретатели.
По уровню развития сварочного производства СССР являлся ведущей страной в мире. И впервые осуществил эксперимент по ручной сварке, резке, пайке и напылению металлов в открытом космосе.
Успешно ведутся работы в специализированном институте сварочного профиля – Институте электросварки им. Е. О. Патона АН Украины (ИЭС).
Рост технического прогресса – введение в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов и т. д. – повышает требования к уровню общеобразовательной и технической подготовки кадров рабочих-сварщиков.
История сварки
О возможности применения «электрических искр» для плавления метолов ещё в 1753г. говорил академик Российской академии наук Г.Р. Рихман при исследованиях атмосферного электричества. В 1802г. профессор. Санкт- Петербургской военно-хирургической академии В.В. Петров открыл явление электрической дуги и указал возможные области ее практического использования. Однако потребовалось многие годы совместных усилий ученых и инженеров, направленных создания источников энергии, необходимых для реализации процесса электрической сварки металлов. Возможную роль в создании этих источников сыграли открытия и изображения в области магнетизма и электричества.
В 1882г. российский ученый инженер Н.Н. Бенардос, работая над созданием аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер Н.Г. Славянов предложил проводить сварку плавящимся металлургическим электродам. С его именем связано развитие металлургических основ электрической дуговой сварки, разработка флюсов для воздействия на состав металла шва, создания первого электрического генератора
В середине 1920-х гг. интенсивные исследования процессов сварки были начаты во Владивостоке (В.П. Вологдин, Н.Н. Рыкалин), в Москве (Г.А. Николаев, К. К. Окерблом). Особую роль в развитии и становлении сварки в нашей стране сыграл академик Е.О. Патон, организовавший в 1992г. лабораторию, а затем институт электросварки (ИЭС).
В 1924г- 1934гг. В основном применяли ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководствами академика В.П. Вологдина были изготовлены первые отечественные котлы и корпуса нескольких судов. С 1935- 1939гг. начали применять толсто покрытые электроды, в которых стержни изготавливали из легированной стали, что обеспечило широкое использование сварки в промышленности и строительстве. В 1940-е гг. была разработана сварка под флюсом, которая позволила повысить производительность процесса и качество сварных изделий, механизировать производство сварных конструкций. В начале 1950-х гг. в институте электросварки им. Е.О. Патона создают электрошлаковую сварку для изготовления крупногабаритных деталей из литых и кованых заготовок, что снизило затраты при изготовлении оборудования тяжелого машиностроения.
С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом, механизированная и автоматическая сварка неплавящимися и плавящимися электродами. В 1950-1952г в ЦНИИТМаше при участии МГТУ им. Н.Э. Баумана и ИЭС имени Е.О Патона был разработан высокопроизводительный процесс сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа обеспечивающий высокое качество сварных соединений.
В последние десятилетие создания учеными новых источников энергий – концентрированных электронного и лазерного лучей – обусловило появление принципиально новых способов сварки плавлением, получивших название электронно-лучевой и лазерной сварки. Эти способы сварки успешно применяют в нашей промышленности.
Сварка потребовалась и в космосе. В 1969г. нашли космонавты В. Кубасов и Г. Шонин и в 1984г С. Савицкая и В. Джанибеков привели в космосе сварку, резку, и пайку различных металлов.
Газовая сварка, при которой для плавления металла используют теплоту горящей смеси газов, также относятся к способам сварки плавлением. Способ газовой сварки был разработан в конце ХIХ.., когда началось промышленное производства кислорода, водорода и ацетилена, и является основным способом сварки металлов.
В настоящее время сваривают детали толщиной от нескольких микрометров (микроэлектронике) до десятков сантиметров и даже метров (в тяжелом машиностроении). В условиях непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка – теоретическая и практическая – квалифицированных рабочих – сварщиков.
Пост для ручной дуговой сварки
Специально оборудованное рабочее место для сварки называют сварочным постом.
Сварочный пост состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном - передвижным.

Сварочный пост для ручной дуговой сварки
1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 - печь для прокалки электродов
Пост дуговой сварки постоянного тока включает:
- источник питания постоянного тока;
- балластный реостат;
- амперметр и вольтметр постоянного тока;
- сварочные провода;
- комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов.
Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов.
Сварщику необходим набор инструментов и принадлежностей, и он должен быть обеспечен средствами личной защиты и спецодеждой.
Инструменты и принадлежности.
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией.
К принадлежностям сварщика относятся:
- стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки;
- молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма;
- зубило для вырубки дефектных мест сварного шва.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 - 10 тыс. зажимов, быть легкими, также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
- огнестойкость и термостойкость наружной поверхности;
- внутренняя поверхность должна быть влагопоглощающей.
Коллективные защитные средства:
- металлические перегородки, щиты, ширмы, выкрашенные матовыми небликующими красками;
- брез<






