Татьяна Александровна
Общие основы металлообработки на металлорежущих станках
Резание материала – это механическая обработка, заключающаяся в процессе снятия стружки путем внедрения в поверхностный слой обрабатываемой заготовки режущего клина инструмента, который двигается под действием сил привода станка.
Способ обработки материалов определяется видом энергии проводимой в зону обработки (механическая, электрическая).
Соответственно различают механическую, электроэрозионную, электрохимическую, лазерную и другие.
Механическую обработку подразделяют на лезвийную и абразивную.
· Лезвийная обработка осуществляется одним или несколькими режущими клиньями имеющих правильную геометрическую форму.
· Абразивная обработка осуществляется большим количеством абразивных зерен имеющих неправильную геометрическую форму.
В процессе обработки на заготовке различают следующие поверхности:

Станок приспособление инструмент деталь (СПИД)
Геометрия токарного резца
Геометрические параметры режущего инструмента
I. Головка пластина твердосплавная или быстрорежущая рабочая часть резца
II. Тело или стержень – предназначено для крепления резца

1 - передняя поверхность, поверхность по которой сходит стружка
2 – главная задняя поверхность;
3 – вспомогательная задняя поверхность;
4 – главная режущая кромка образуется пересечением передней и главной задней поверхностей;
5 – вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей;
6 – вершина резца образуется пересечением главной и вспомогательной режущих кромок
Опорная поверхность – служит для крепления резцов резцедержателей горизонтального положения
Передняя поверхность – служит для схода стружки
Главная режущая кромка – служит для резания материала
Вспомогательная режущая кромка – с пересечением главной режущей кромкой образуют вершину резца
Вершина резца – точка соприкосновения обрабатываемого материала и режущего инструмента
Главная линия инструмента – служит для поддержки пластины (головки резца). От угла главной задней поверхности зависит износостойкость резца.
Вспомогательная задняя поверхность – предназначена для свободного передвижения режущего инструмента по обрабатываемой поверхности.
Углы резца
Главный угол в плане φ – это угол между проекцией главной режущей кромки на основную плоскость и направлением подачи

Главный угол в плане φ определяет соотношение между толщиной и шириной срезаемого слоя. При уменьшении угла φ стружка
становится тоньше, улучшаются условия теплоотвода и тем самым повышается стойкость резца, но при этом возрастает радиальная составляющая силы резания
Передний угол γ – это угол между основной плоскостью и плоскостью, касательной к передней поверхностью.

Величина переднего угла γ оказывает влияние, на степень деформации металла при переходе в стружку, силовая и тепловая нагрузки на режущее лезвие и его прочность, условия отвода тепла из зоны резания.
Задний угол α – это угол между плоскостью резания и плоскостью, касательной к задней поверхности.
Задний угол α служит для уменьшения трения между задней поверхностью резца и деталью.
Он влияет на интенсивность износа резца и в сочетании с углом γ влияет на прочность режущего лезвия и условия отвода тепла из зоны резания.
Угол наклона главной режущей кромки λ – это угол между основной плоскостью, проведенной через вершину резца и режущей кромкой.

Угол наклона главной режущей кромки λ измеряется в плоскости резания и служит для предохранения вершины резца от выкрашивания, особенно при ударной нагрузке, а также для изменения направления сходящей стружки.
Угол заострения b – угол между передней и главной задней поверхностями
Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием.
α + b + δ = 90 градусов
Угол резания β – угол между передней поверхностью резца и плоскостью резания
Задача
Назначить режим резания и определить машинное время при следующих условиях обработки:
· Деталь – втулка
· Материал – чугун серый СЧ15 143-210 НВ
· Заготовка – отливка
· Оборудование – механический станок 16К20
· Заготовку устанавливают в 3-х кулачковом патроне
· Обработка без охлаждения
Обработку ведем в 2 перехода
I переход
Подрезать торец с ØD – 60 до d – 30. Припуск на обработку h = 1,5 мм, шероховатость обрабатываемой поверхности Ra = 3,2 мкм (чистовая обработка)
II переход
Подрезать торец с ØD – 60 до d – 56. Шероховатость обрабатываемой поверхности Ra = 12,5 мкм (черновая обработка), наружно-продольное точение с диаметром 60 до диаметра 56 мм, Шероховатость обрабатываемой Ra = 12,5 мм (черновая обработка)
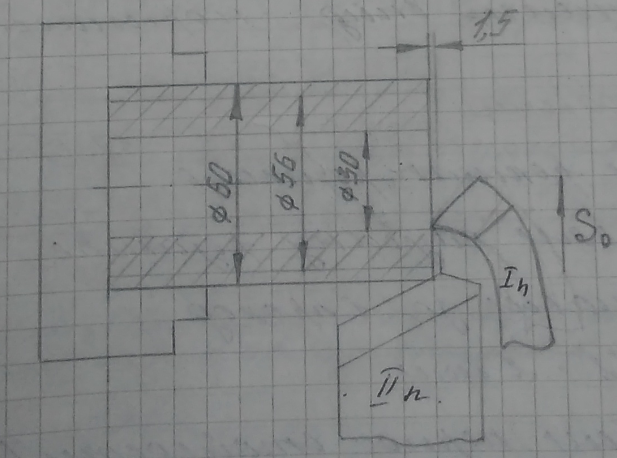
Эскиз обработки
Решение:
Содержание перехода:
· Подрезать торец с ØD – 60 до d – 30
· Припуск h - 1,5
· шероховатость обрабатываемой поверхности 3,2 мкм
Обработка с поперечной подачей
1. Выбираем резец и его геометрические параметры. Принимаем проходной отогнутый правый сборный токарный резец
1.1. Выбираем форму заточки. Принимаем форму заточки передней поверхности плоскую.
S ˂0,2 мм/об

1.2. Сечение державки:
· Материал державки Ст 45
· Размеры державки стандартные
- Высота 25 мм
- Ширина 16 мм
· Материалы режущей части резца
· Жесткость системы спид нормальная ВК6 Длина 1 резца 100 мм
2. Определяем режим резания
2.1. Определяем глубину резания. Припуск снимаем за проход t = (60-56)/2 = 2 мм
2.2. Назначаем период стойкости инструмента Tp = Tm * λ, где Tm - нормированная стойкость инструмента, λ = коэффициент времени резания. Tm = 60 мин.
Согласно примечанию по обработке Tm = 60*2 = 120 мин.
λ = Lр/ Lр.х. где Lр – путь резания, Lр.х. – длина рабочего хода
Lр = I
Lр.х. = I + у + Δ (мин)
у + Δ = величина перебега врезания
I = 100 мм – длина обрабатываемой поверхности
Lр = 100 мм
Угол в плане ϕ = 70-75°С у = 1 мм Δ = 3 мм
Lр.х. = 100 + 1 + 3 = 104 мм
λ = 100/104 = 0,96
λ ˃ 0,7 то принимаем λ = 1
2.3. Определяем допускаемую скорость резания V = Vтабл × K1 × K2 × K3 = 130 м/мин, где Vтабл – скорость резания по таблице м/мин. K1 - коэффициент, зависящий от отношения диаметра фрезы D к ширине обработки; K2 — коэффициент, зависящий от материалов фрезы и обрабатываемой детали; К3— коэффициент, учитывающий стойкость фрезы, изготовленной из различных материалов.
2.4. Определяем подачу и корректируем по паспорту станка
So табл = 0,25
По паспорту станка:
So пасп = 0,25 мм/об
Vтабл = 120 м/мин
K1 = 1,6
В системе ИСО ВК6 – К20
K2 = 0,75
K3 = 0,9
V = 120 × 1,6 × 0,75 × 0,9 = 130 м/мин
2.5. Определяем частоту вращения шпинделя и корректируем по паспорту станка
nр =  =
=  = 690 мин-1
= 690 мин-1
По паспорту станка принимается ближайшее меньшее
nпасп = 630 мин-1
2.6. Определяем действительную скорость резания
Vдейств =  =
=  118,7 м/мин
118,7 м/мин
2.7. Определяем мощность, необходимую на резание и сравниваем с мощностью на шпинделе станка
Nр =  (квт)
(квт)
Pz = Pzтабл × t
Pzтабл – главная составляющая силы резания по таблице кН
t – глубина резания, мм
Py /Pz = 0,75 – 0,85
Pz = 0,85 × 2 = 1,7 кН
Np =  = 3,36 кВт
= 3,36 кВт
Паспорт станка
Nшт = Nэл × n (кВт)
Nшт = 10 × 0,75 = 7,5 кВт
3. Определяем машинное время
Tm =  =
=  = 0,66 мин
= 0,66 мин
II переход
Содержание перехода:
- Наружное продольное точение с ØD – 60 до d – 56.
- Шероховатость обрабатываемой поверхности Ra = 12,5 мкм (черновая обработка)
1. Выбираем резец с его геометрическими параметрами. Принимаем прямой проходной сборный правый токарный резец.
· Материал режущей части ВК8
· Материал державки СТ45
· Сечение державки 20 × 25
· Ширина 20
· Высота 25
Длина резца L резца = 110 мм
Выбираем форму заточки плоскую
Татьяна Александровна
Общие основы металлообработки на металлорежущих станках
Резание материала – это механическая обработка, заключающаяся в процессе снятия стружки путем внедрения в поверхностный слой обрабатываемой заготовки режущего клина инструмента, который двигается под действием сил привода станка.
Способ обработки материалов определяется видом энергии проводимой в зону обработки (механическая, электрическая).
Соответственно различают механическую, электроэрозионную, электрохимическую, лазерную и другие.
Механическую обработку подразделяют на лезвийную и абразивную.
· Лезвийная обработка осуществляется одним или несколькими режущими клиньями имеющих правильную геометрическую форму.
· Абразивная обработка осуществляется большим количеством абразивных зерен имеющих неправильную геометрическую форму.
В процессе обработки на заготовке различают следующие поверхности:
Станок приспособление инструмент деталь (СПИД)






