Разработка, проектирование и изготовление сварочных приспособлений, как правило, являются наиболее трудоемкой частью процесса подготовки сварочного производства [1].
Конструкция приспособления должна отвечать ряду требований, которые необходимо учесть как при выборе отдельных элементов, так и при разработке его общей компоновки:
1) приспособление должно обеспечить получение заданной точности, что достигается выбором соответствующей конструкции и точности элементов, определяющих положение деталей в приспособлении, жесткостью корпуса и надежностью зажимов;
2) приспособление должно обеспечивать заданную производительность по технологическому процессу за счет применения механизированных зажимных механизмов и механизацией других рабочих приемов по обслуживанию приспособления;
3) приспособление должно обладать хорошей ремонтоспособностью, что следует обеспечить выбором соответствующих конструкций быстроизнашивающихся элементов и способом их крепления на приспособлении;
4) приспособление должно быть удобным в эксплуатации за счет обеспечения свободного подхода при установке деталей и снятии узла в целом и обеспечения требований эргономики к рабочему месту;
5) приспособление должно облегчать труд рабочего, что становится особенно важным, когда проектируется приспособление для тяжелых и монотонных работ, приводящих к быстрому утомлению;
6) приспособление должно обеспечить безопасность работы, что достигается применением зажимных механизмов с самотормозящимися звеньями, а также блокировочных устройств, обеспечивающих отключение оборудования при внезапном раскреплении узла, и защитных устройств на вращающихся элементах.
Последовательность традиционного проектирования сборочно-сварочных приспособлений обычно сводится к следующим этапам [1]:
1) определение рационального порядка установки деталей и наложения сварных швов;
2) выбор базовых элементов и поверхностей;
3) выбор типа опорных и зажимных элементов;
4) разработка компоновочной схемы приспособления (в упрощенном виде на стандартных проекциях);
5) проектирование приспособления по компоновочным схемам.
Важным при разработке приспособления является выбор базовых поверхностей и элементов (разработка схемы базирования). Базированием называют определение положения деталей в изделии относительно друг друга или изделия относительно приспособления, рабочего инструмента, технологического сварочного оборудования [5,6].
Требуемое положение деталей или изделия в приспособлении обеспечивают установочные элементы. Установка детали заключается в наложении на нее шести жестких двусторонних координатных связей, приложенных в опорных точках, согласно ГОСТ 21495-76. При этом деталь лишается шести степеней свободы (правило шести точек). При реализации схемы базирования в приспособлении деталь контактирует с установочными элементами в опорных точках. Неотрывный контакт базовых поверхностей детали с установочными элементами приспособления обеспечивается приложением сил прижима (зажима).
Различают два типа опор – основные и вспомогательные. Основными опорами называют элементы, лишающие деталь при установке в приспособлении всех или нескольких степеней свободы, т.е. они определяют положение детали в пространстве. Как правило, они неподвижны [5].
Вспомогательными опорами называют элементы или механизмы, предназначаемые лишь для придания детали дополнительной жесткости или устойчивости.
В качестве основных опор могут использоваться опорные штыри или опорные пластинки.
Опорные штыри (рис. 1.1), могут быть постоянными и регулируемыми, с плоской, сферической и насечной головками (ГОСТ 13440-68, 1344-68, 13442-68), на которые устанавливают детали небольших или средних размеров. Регулируемые винтовые опоры (рис. 1.1, д, е) могут применяться как основными, так и вспомогательными (ГОСТ 4084-68,4085-68,4086-68).
Рисунок.1.1. – Опорные штыри постоянные и регулируемые
Опорные пластинки по ГОСТ 4743-68 изготовляют двух типов с плоскими и косыми пазами (рис. 1.2). Крепятся пластинки к корпусу приспособления на болтах или винтах. Опорные пластинки применяют в приспособлениях для сборки крупных изделий с обработанными базовыми поверхностями. Пластины могут быть выполнены приварными к корпусу приспособления, но тогда их опорные поверхности обрабатывают с одного хода станка.

Рисунок 1.2. – Опорные пластинки: а) плоские; б) с косыми пазами.
Выбор типа и размеров опор зависит от размеров и состояния базовых поверхностей деталей. Детали с обработанными (чистовыми) базовыми плоскостями устанавливают на штыри с плоской головкой, чтобы не повредить их поверхность. Детали с черновой поверхностью (прокат, литье, поковка) устанавливают на штыри со сферической или насечной головками.
Упоры устанавливают в приспособлении для фиксирования деталей по боковым поверхностям [5]. По конструкции они крайне разнообразны и подразделяются по принципу крепления на постоянные, поворотные, откидные и электромагнитные (рис. 1.3). В качестве упоров, размещаемых по контуру монтируемой детали, могут использоваться прямоугольные планки, штыри, ребра. Опорная поверхность упора может быть плоской, сферической, рифленой. Постоянные упоры крепятся на корпусе приспособления сваркой или на болтах.

Рисунок 1.3. – Упоры: а) постоянный; б) поворотный; в) откидной; г) электромагнитный
Для деталей цилиндрической формы предпочтительно использовать в качестве установочных элементов призмы опорные ГОСТ 12195-66. Общий вид призмы приведен на рисунке 1.4. Согласно ГОСТ диаметр зажимаемых деталей, D, предусмотрен в диапазоне 5-150 мм. При этом габаритные размеры призм, B×H×L, составляют от 32×16×10 до 150×70×70 мм.
Рисунок 1.4 – Общий вид призмы опорной
Пример применения опорной призмы для фиксации цилиндрической детали приведен на рисунке 1.5.

Рисунок 1.5 – Пример использования опорной призмы
Важным составляющим элементом оснастки являются зажимные механизмы. Зажимными называют механизмы, устраняющие смещение детали относительно установочных элементов приспособления под действием собственного веса и сил, возникающих при сборке. К зажимным механизмам предъявляют ряд требований:
1. При зажиме не должно нарушаться положение детали, достигнутое базированием. Это удовлетворяется рациональным выбором направления и точки приложения сил зажима. Как правило, зажимы располагают над опорами или вблизи них. Они не должны создавать опрокидывающего момента.
2. Зажим не должен вызывать деформации закрепляемых деталей или порчи (смятия) их поверхностей.
3. Сила зажима должна быть минимально необходимой, но достаточной для обеспечения надежного положения детали относительно установочных элементов.
4. Зажим и открепление деталей необходимо производить с наименьшей затратой сил и времени рабочего. При использовании ручных зажимов усилие ручки не должно превышать 147 Н.
5. Зажимной механизм должен быть простым по конструкции, удобным и безопасным в работе.
Зажимные механизмы приспособлений делят на простые и комбинированные. К простым (элементарным) механизмам относят винтовые, клиновые, эксцентриковые, рычажные, байонетные, пружинные и магнитные. Комбинированные состоят из двух-трех сблокированных последовательно простых механизмов. По числу точек приложения силы зажима механизмы делят на единичные и многократные. Многократные механизмы зажимают одну деталь по нескольким точкам или несколько деталей одновременно и с равными силами.
По степени механизации зажимные механизмы делят на:
− ручные, требующие применения мускульной силы рабочего;
− механизированные, работающие от силового привода, управляемого вручную;
− автоматизированные, приводящиеся в действие перемещающимися частями основного оборудования или центробежными силами вращающихся масс, обеспечивающими зажим и раскрепление детали без участия рабочего.
Достоинства и недостатки различных зажимных механизмов, области их применения, подробно рассмотрены в работе [6].
Из зажимных механизмов с ручным приводом наибольшее распространение нашли винтовые, рычажные и эксцентриковые зажимы.
Винтовые зажимы, рисунок 1.6, широко используют в приспособлениях с ручным закреплением деталей и с механизированным приводом. Достоинством их является простота конструкции, невысокая стоимость и большая надежность в работе. Недостатки – низкая производительность.
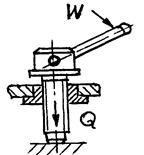
Рисунок 1.6 – Зажим винтовой.
Эксцентриковые зажимы являются самыми быстродействующими из всех ручных зажимных механизмов. К недостаткам эксцентриковых зажимов относят малую величину рабочего хода, повышенную утомляемость рабочего, ненадежность зажима при наличии ударных и вибрационных воздействий на детали из-за опасности самооткрывания.
В механизированных зажимах используют пневматические, гидравлические, пневмогидравлические, пневмошланговые, электрические, электромагнитные, магнитные и вакуумные приводы.
Наибольшее распространение получили зажимы пневматические, гидравлические и пневмогидравлические.
Исходной энергией в пневматических приводах является энергия сжатого воздуха. Пневмопривод широко используют в приспособлениях благодаря его быстродействию, простоте конструкции, легкости и простоте управления, надежности и стабильности в работе. Однако пнев-мопривод имеет существенные недостатки, к которым относят неплавное перемещение штока, относительно большие габаритные размеры силового агрегата из-за низкого давления воздуха, шум при выпуске отработанного воздуха.
Конструктивно и по принципу действия гидравлические приводы аналогичны пневматическим. В качестве рабочей среды используют обычно масло под давлением на порядок больше, чем сжатый воздух. Поэтому гидродвигатель при сравнимых размерах с пневмодвигателем развивает усилие больше в 10 и более раз. Гидропривод компактен, работает плавно и бесшумно, не требует смазки. Расчет гидроцилиндров аналогичен расчету пневмоцилиндров. Выбор гидроцилиндров производят по ГОСТ 6540-68.
Существенными недостатками гидроприводов являются высокая первоначальная стоимость из-за необходимости иметь в комплекте каждого приспособления дорогостоящую маслостанцию. При изготовлении гидропривода требуется более высокая точность обработки его деталей, потребление специальной аппаратуры, трубопроводов, гибких шлангов, выдерживающих высокие давления жидкости. Пневмогидравлические приводы, сочетающие в себе пневматический и гидравлический цилиндры с пневмогидравлическим мультипликатором, обеспечивают значительные усилия при небольших габаритах и быстродействии привода.
Контрольные вопросы
1. Каким основным требованиям должны удовлетворять приспособления сварочного производства?
2. Какие установочные элементы применяют в приспособлениях для плоских базовых поверхностей?
3. Какие установочные элементы применяют в приспособлениях для цилиндрических базовых поверхностей?
4. Укажите достоинства и недостатки винтовых, клиновых и эксцентриковых прижимов.
5. Укажите достоинства и недостатки пневмопривода, гидропривода и ручного привода зажимных механизмов.
2. Создание простых моделей и основные приемы манипулирования с ними
Краткое описание пакета NX
NX прошла довольно долгий и сложный путь развития. Корни её лежат в системе Unigraphics [2].
В 1976 г. в результате объединения с компанией United Computing была образована компания Unigraphics Solutions как дочернее предприятие корпорации McDonnell Douglas (сегодня Boeing). Наверное, именно там закладывались первые алгоритмы Unigraphics. В 1988 г. произошло объединение Unigraphics Solutions с компанией Shape Data Ltd, которая в те годы вела разработку математического ядра геометрического моделирования Parasolid. С этого момента вся математика Unigraphics базируется на ядре Parasolid.
В 1991 г. компанию приобретает фирма EDS и дает ей название EDS Unigraphics, и в этом же году состоялась первая поставка системы в Россию. В 1992 г. к компании приходит мировая известность – крупнейшими пользователями системы Unigraphics становятся корпорации General Electric, McDonnell Douglas, в этом году открывается представительство EDS Unigraphics в Москве.
В 1998 г. EDS Unigraphics становится дочерней компанией EDS, возвращает прежнее название – Unigraphics Solutions и присоединяет подразделение компании Intergraph, разрабатывающей систему твердотельного моделирования Solid Edge.
В 2001 г. компания была переименована в UGS. В 2007 году концерн Siemens AG приобрел компанию UGS. Программный пакет Unigraphics получил новое название NX.
За прошедшие годы официальными пользователями пакета NX в России стали сотни предприятий. Система успешно эксплуатируется в авиационной и автомобильной промышленности, в тяжелом машиностроении, в производстве товаров народного потребления. Фактически ядро Parasolid стало стандартом для систем трехмерного моделирования и инженерного анализа. Его лицензировали для построения своих систем многие разработчики, и даже некоторые российские системы используют платформу Parasolid.
С помощью пакета NX инженер создает модель изделия или его элементов такими, какими он их себе представляет. Пакет NX – это система трехмерного твердотельного моделирования, в которой инженеру предоставляется полный набор функций работы с твердым телом, поверхностью и каркасной моделью.
Полный набор операций с твердым телом и поверхностью основан на полностью ассоциативном, параметрическом дереве построения. Навигатор модели, наглядно показывающий элементы, из которых построена эта модель, и порядок построения, позволяет произвольно выбрать конструктивные элементы трехмерной модели и оперативно менять их и связи между ними. Историю построения модели можно просмотреть пошагово, а конструктивные элементы допускается копировать и затем вставлять в модель. Количество элементов, из которых строится модель, неограниченно, и это дает возможность построить особо сложную модель. С помощью методов геометрического конструирования можно вносить необходимые изменения в модель, а также преобразовывать поверхности и твердые тела в типовые элементы и заносить их в конструкторскую базу данных.
Круг решаемых системой задач можно разделить на уровни: начальный, средний, высокий. К высокому уровню относят комплексные системы, которые связывают воедино все процессы проектирования и изготовления изделия. Они помогают решать задачи, стоящие в ходе разработки больших сложных изделий – от эскизного проектирования до реализации проекта, – через этап расчетов и оптимизации изделия. В данной работе мы будем работать на начальном уровне – разработка достаточно простой трехмерной модели изделия и ее модификация.
Для решения каждой из задач разработан законченный пакет программ, который называют модулем, или приложением. Любое рабочее место в пакете NX формируется набором модулей, что позволяет составить оптимальный по функциональности инструмент для дизайнера, конструктора, исследователя, технолога и других специалистов.
Запуск программы
Возможны следующие варианты запуска. При наличии на рабочем столе т.н. «ярлыка» программы навести на него курсор, нажать левую кнопку манипулятора «мышь». Можно в меню Пуск навести курсор на Программы, в развернувшемся подменю навести курсор на NX и кликнуть левой кнопкой мыши. Можно найти ранее созданный требуемый файл (с расширением.prt), навести на него курсор и кликнуть левой кнопкой мыши. В этом случае программа запустится и сразу будет открыт требуемый файл
После запуска программы для того, чтобы начать работу, создаем новый файл. В главном меню программы (верхняя часть экрана) активируем кнопку Файл, в развернувшемся подменю – Новый. Разворачивается окно Новый, в котором в поле Фильтры должна быть выбрана Модель, в поле Единицы необходимо нажать Миллиметры и ввести имя файла в поле Новое имя файла в шаблон Имя латинскими буквами или цифрами, на вкладках, вверху, должна быть активна Модель и нажать кнопку ОК (рис. 2.1). Переключение шрифта русский/латинский производится одновременным нажатием клавиш Shift и Alt (Ctrl). Каталог можно выбрать любой, но в именах папок не должно быть русских букв. Так начинаются все варианты работы.

Рисунок 2.1 – Окно создания документа
Если есть необходимость продолжить работу с ранее созданным файлом то после запуска программы следует делать следующее: активируем кнопку Файл главного меню, в развернувшемся подменю – Открыть, в развернувшемся окне выбрать требуемый файл (или сначала найти папку с файлом, войти в нее и выбрать файл), навести курсор и нажать кнопку ОК.





