Цель занятий – практическое освоение методов определения промежуточных и общих припусков на обработку.
Варианты задания
1. Рассчитать припуски на обработку поверхности детали – стакан подшипника (рис. 4.1) по одному из следующих вариантов (табл. 4.1).

Рис. 4.1 Стакан подшипника, СЧ 15 ГОСТ 1412-79 (8-й класс размерной точности по ГОСТ 26645-85)
Таблица 4.1
Варианты задания по расчету припусков на обработку детали – стакан подшипника (к задаче 1)
| №
варианта
| Обрабатываемая
поверхность
| Способ
установки
| Технологический маршрут обработки
|
|
| Наружный диаметр
Æ260-0,52
| В самоцентрирующем патроне по
Æ300 и торцу «Б»
| Точение:
черновое
получистовое
|
|
| Отверстие Æ190+0,185
|
-//-
| Растачивание:
черновое
чистовое
|
|
| Наружный диаметр
Æ300-0,21
| На разжимной оправке по отверстию Æ190 и торцу «А»
| Точение:
черновое
получистовое
чистовое
|
|
| Отверстие Æ220+0,072
|
-//-
| Растачивание:
черновое
чистовое
тонкое
|
|
| Торец «Б»
в размер 145-0,063
|
-//-
| Точение:
черновое
получистовое
чистовое
|
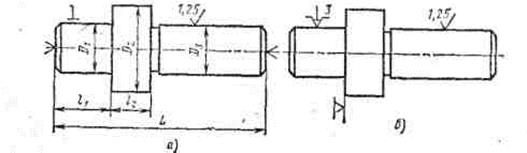
2. Рассчитать припуски на обработку наружной поверхности D детали – вал ступенчатый (рис.4.2) по одному из следующих вариантов (табл.4.2).
Способ установки при обработке – по центровым отверстиям.
Технологический процесс обработки поверхности D:
а) точение черновое; б) термообработка; в) шлифование черновое и чистовое.
На те же поверхности определить припуски опытно-статистическим (табличным) методом.

Рис.4.2. Вал ступенчатый: материал М1 или М2; заготовка ГКМ
Таблица 4.2
Варианты задания по расчету припусков на обработку детали - вала ступенчатого (к задаче 2)
| №
варианта
| D, мм
| Масса
поковки, кг
| Класс
точности
| Группа стали
| Степень
сложности
|
|
| 45-0,025
| 8,5
| Т4
| Ml
| С1
|
|
| 65-0,03
| 14,5
| Т5
| М2
| С2
|
|
| 85-0,035
| 20,5
| Т4
| Ml
| СЗ
|
|
| 125-0,04
| 30,5
| Т5
| М2
| С4
|
|
| 185-0,046
| 50,3
| Т4
| Ml
| С1
|
3. Четырехступенчатый вал (рис.4.3) изготовляют из штампованной заготовки II класса точности. Условия выполнения операций и маршрут обработки элементарных поверхностей для вариантов 1 – 10 (см. табл. 4.3, графа 1) следующие: маршрут обработки - черновое обтачивание, чистовое обтачивание, предварительное шлифование, окончательное шлифование. Все операции выполняются с установкой заготовки в центрах. Для вариантов 11 – 20 маршрут обработки поверхности тот же, что и для вариантов 1 – 10, но перед предварительным шлифованием предусматривается термообработка заготовки в печах. Допускаемую удельную кривизну после термообработки см. [6]. Рассчитать припуски и промежуточные размеры по переходам. Данные к задаче приведены в табл. 4.3.
Рис.4.3. Вал четырехступенчатый
Таблица 4.3
Размерная характеристика четырехступенчатого вала (к задачам 3 и 4)
| Варианты
| Диаметры шеек заготовки, мм
| Длина,
L, мм
| Длина ступеней, мм
| Масса заготовки G 3 кг
|
| 1,
D 4
| 2
| D 3
| 1
| l2
| 3
|
| 1; 11
|
|
| 
|
|
|
|
| 2,0
|
| 2; 12
|
|
| 
|
|
|
|
| 4,7
|
| 3; 13
|
|
| 
|
|
|
|
| 1,0
|
| 4; 14
|
|
| 
|
|
|
|
| 8,2
|
| 5; 15
|
|
| 
|
|
|
|
| 1,5
|
| 6; 16
|
|
| 
|
|
|
|
| 9,1
|
| 7; 17
|
|
| 
|
|
|
|
| 4,1
|
| 8; 18
|
|
| 
|
|
|
| т90
| 13,8
|
| 9; 19
|
|
| 
|
|
|
|
| 2,9
|
| 10; 20
|
|
| 
|
|
|
|
| 7,5
|
4. Четырехступенчатый вал (рис.4.3) изготовляют из стальной штампованной на молотах заготовки II класса точности (нормального). Параметр шероховатости шейки вала диаметром D 3 примем Rа =2,5 мкм. Условия выполнения операций и маршрут обработки элементарных поверхностей следующие: маршрут обработки - черновое обтачивание, чистовое обтачивание, предварительное шлифование, окончательное шлифование. Определить припуски на заготовку по таблицам [1, с..249, табл. 49] и расчетно-аналитическим методом. Рассчитать экономию материала за счет применения расчетно-аналитического метода определения припусков при годовом объеме выпуска деталей 20 тыс. шт. Данные к задаче приведены в табл. 4.3.
5. Трехступенчатый вал (рис.4.4) изготовляют из штампованной заготовки II класса точности из стали 45 на горизонтально-ковочной машине. При обработке возможны две схемы установки; в центрах и в трехкулачковом патроне с упором в торец. Определить наиболее эффективным вариант обработки шейки диаметром D 3 (с точки зрения экономии металла) при годовом объеме выпуска 10 тыс. шт. Данные к задаче приведены в табл. 4.4.
6. Трехступенчатый вал (рис. 4.4) изготовляют из горячекатаного стального проката нормальной точности или из стали 45 из штампованной заготовки 11 класса точности. Шейку диаметром D 3 обрабатывают при установке заготовки в центрах. Определить предпочтительный вариант изготовления заготовки (с точки зрения экономии материала). Припуски определить расчетно-аналитическим методом. Данные к задаче приведены в табл. 4.4.
Рис.4.4. Вал трехступенчатый
Таблица 4.4.
Размерная характеристика трехступенчатого вала (к задачам 5 и 6)
| Вариант
| Диаметры шеек заготовки, мм
| Длина заготовки, мм
| Масса заготовки D 3 кг
|
| D 1
| D 2
| D 3
| L
| l1
| l2
|
|
|
|
| 
|
|
|
| 2,02
|
|
|
|
| 
|
|
|
| 1,37
|
|
|
|
| 
|
|
|
| 1,02
|
|
|
|
| 
|
|
|
| 1,14
|
|
|
|
| 
|
|
|
| 4,05
|
|
|
|
| 
|
|
|
| 4,01
|
|
|
|
| 
|
|
|
| 0,63
|
|
|
|
| 
|
|
|
| 8,02
|
|
|
|
| 
|
|
|
| 14,33
|
|
|
|
| 
|
|
|
| 8,3
|
7. Диск с центральным отверстием (рис.4.5) изготовляют из углеродистой стали. Заготовка – поковка II класса (нормальной) точности, ее изготовляют на горизонтально-ковочной машине. Обработка поверхностей отверстия может осуществляться за два установа или за один установ. При обработке за два установа маршрут следующий: черновое растачивание отверстия с базированием по наружной необработанной поверхности D 1в патроне; черновое обтачивание наружной поверхности D 1с базированием по обработанному отверстию D2 на оправку; обработка отверстия в окончательный размер с базированием по поверхности D1. Во втором случае (при обработке за один установ) окончательная обработка отверстия производится с базированием по необработанной наружной поверхности D 1 в патроне. Рассчитать припуски на поверхность D 2 и определить, какой из маршрутов обработки наиболее эффективен (с точки зрения экономии металла). Данные к задаче приведены в табл. 4.5.

Рис.4.5. Диск с центральным отверстием
Таблица 4.5.
Размерная характеристика диска (к задаче 7)
|
| Варианты
| Размер диска, мм
| Шероховатость поверх-
ности D 3, Ra,мкм
| Масса заготовки D 3, кг
|
| D 1
| D 3
| L
|
|
|
|
|
| 80Н8
|
| 2,5
| 5,1
|
|
|
| 60Н8
|
| 1,25
| 2,1
|
|
|
| 100H18
|
| 2,5
| 5.8
|
|
|
| 40Н7
|
| 1,25
| 0.77
|
|
|
| I50H8
|
| 2,5
| 6,1
|
8. Чугунную втулку (рис.4.6) изготовляют центробежным литьем на машинах с вертикальной осью вращения. Отливка 3 класса точности. Обрабатывают поверхность D2(Ra=1,,25 мм). Черновую и получистовую обработку производят на токарном станке с установкой в трехкулачковом патроне. Чистовая обработка осуществляется шлифованием. Для повышения износостойкости перед шлифованием введена закалка поверхности отверстия ТВЧ. Как изменится величина припуска при шлифовании, если отсутствует закалка, и на сколько? Данные к задаче приведены в табл. 4.6.

Рис.4.6. Втулка
Таблица 4.6.
Размерная характеристика втулок (к задаче 8)
|
| Вариант
| Размеры втулок, мм
|
| D 1
| D 2
| D 3
| L
| l
|
|
|
|
| 40Н7
|
|
|
|
|
|
| 30Н7
|
|
|
|
|
|
| 60H8
|
|
|
|
|
|
| 50Н7
|
|
|
|
|
|
| 30Н7
|
|
|
9. Заготовка шестерни (рис.4.7) может быть получена из стали (штамповка II класса точности) или из чугуна (отливка 3 класса точности литьем в кокиль). Поверхность D2 отверстия имеет параметр шероховатости Rа =2,5 мкм. Черновая и чистовая обработки отверстия осуществляются с базированием по обработанной начисто наружной поверхности D 1. Рассчитать припуски на поверхность D 2 для двух вариантов получения заготовок. Определить наиболее экономичный вариант (с точки зрения экономии материала). Данные к задаче приведены в табл.4.7.

Рис.4.7. Заготовка шестерни
Таблица 4.7.
Размерная характеристика шестерни (к задаче 9)
|
| Варианты
| Размеры шестерни, мм
|
| D1
| D2
| L
|
|
|
| 220Н7
|
|
|
|
| 225Н8
|
|
|
|
| 335Н7
|
|
|
|
| 555Н7
|
|
|
|
| 665H9
|
|
10. У корпусной детали обрабатывают поверхности D 1и D2 отверстия с параметром шероховатости Rа = =2,5 мкм (рис.4.8). Заготовкой является чугунная отливка с наибольшим габаритным размером L max, выполненная по 2-му классу точности. При обработке отверстий используют две схемы установки: схема a – базирование по обработанной поверхности Б и двум отверстиям, обработанным с точностью по 7-му квалитету с параметром шероховатости Ra=2,5 мкм, и схема б – базирование по необработанной нижней поверхности Б. Установку заготовок в обоих случаях производят в приспособление с пневматическим приводом с прижимом к опорной поверхности. Погрешность установки в результате осадки заготовки (см. [6], с. 43, табл. 14). Произвести расчет промежуточных припусков и промежуточных размерен на поверхностях D1 и D2 и определить, в каком случае значение zmm при обработке отверстия будет больше и насколько. Данные к задаче приведены в табл. 4.8.
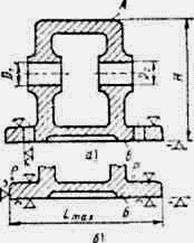
Рис.4.8. Корпусная деталь
Таблица 4.8.
Размерная характеристика корпусной детали (к задачам 10)
|
| Варианты
| Размеры детали, мм
| Размеры отверстия,
мм
|
|
| L max
| L×B
| H
| D 1= D 2,
|
|
|
| 200 × 120
|
| 40Н8
|
|
|
| 100 × 70
|
| 20 Н 7
|
|
|
| 650 × 290
|
| 60Н9
|
|
|
| 110 × 60
|
| 15Н7
|
|
|
| 920x600
|
| I00H9
|
Порядок выполнения заданий
1. В.расчетную таблицу (см. табл. 2.5.1) – уточниь, что это за таблица!!!) внести технологический маршрут обработки заданной поверхности.
2. Определить по соответствующим таблицам значения составляющих припуска, значения допусков по всем операциям (переходам) и рассчитать по формулам межоперационные значения припусков.
3. Определить величину расчетных и предельных размеров по операциям технологического процесса.
4. Рассчитать предельные значения припуска по всем операциям, а также его суммарное значение.
5. Произвести проверку правильности выполненных расчетов.(уюрать пункт)
6. Назначить по стандарту на обрабатываемые поверхности детали общие припуски на обработку.(убрать)
7. Построить схему графического расположения припусков и допусков.
8. Дать анализ полученных результатов.
9. Составить отчет.
Содержание отчета
1. Название работы.
2. Содержание задания.
3. Эскиз детали с необходимыми исходными данными.
4.Определение отдельных составляющих припуска и расчет его значений по соответствующим формулам по всем операциям технологического процесса.
5. Сводная таблица по расчету припусков на обработку заданной поверхности расчетно-аналитическим методом.
6. Таблица припусков и допусков на обрабатываемые поверхности детали табличным и расчетно-аналитическим методом.
7. Схема графического расположения припусков и допусков.
8. Выводы.
Контрольные вопросы
1. Назовите методы определения припусков на обработку. В чем преимущества и недостатки каждого из них?
2. Напишите формулу расчета Zmin на обработку круглых и плоских поверхностей.
3. От каких факторов зависят величины Rz и Т?
4. Как определяется величина r для различных видов заготовок и последующей механической обработки?
Литература
1. Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки. Заготовки и припуски в машиностроении: Справочник технолога. – М.: Машиностроение, 1976. – 224 с.: ил.
2. Маталин А. А. Технология машиностроения. – М.: Машиностроение, 1985. – 434 с.: ил.
3. Махаринский Е. И., Горохов В. А. Основы технологии машиностроения: Учебник. – Мн.: Высш. шк.. 1997. – 423 с.: ил.
4. Мосталыгин Г. П., Толмачевский Н.Н. Технология машиностроения: учебник для вузов по инженер. – экономич. специальностям. – М.: Машиностроение. – 288 с.: ил.
5. Расчет припусков и межпереходных размеров в машиностроении: Учеб. пособ. для машиностроит. спец. вузов/Я. М. Радкевич, В. А. Тимирязев, А. Г. Схиртладзе, М. С. Островский; под ред. В. А. Тимирязева. – М.: Высш. шк., 2004. – 272 с.: ил.
6. Справочник технолога-машиностроителя. В 2-х т. Т. 1/ Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с.: ил.