Заготовками рабочих и спрямляющих лопаток компрессора являются:
· Штамповки грубые с припуском по перу (2 –3,5мм);
· Штамповки с малым припуском по перу (0,3 –0,5мм);
· Калиброванные штамповки без припуска по перу.
Заготовки для лопаток в виде грубых штамповок используют при малом масштабе производства.
При большом масштабе производства лопатки изготавливают из штамповок с малым припуском по перу или из калибровочных штамповок.
Штамповка с последующей калибровкой (чеканкой) является наиболее современным методом получения сложной пространственной формы пера лопатки. Процесс штамповки с последующей калибровкой наиболее освоен для лопаток из алюминиевых сплавов (ВД 17).
Калибровка обеспечивает получение заготовки с допуском на максимальную толщину пера в пределах 0,2 мм.
Прогрессивными методами получения заготовок лопаток компрессора и турбины являются способы получения заготовок с малыми припусками. К таким способам относятся следующие виды штамповок:
- изотермическая;
- сверхпластичная;
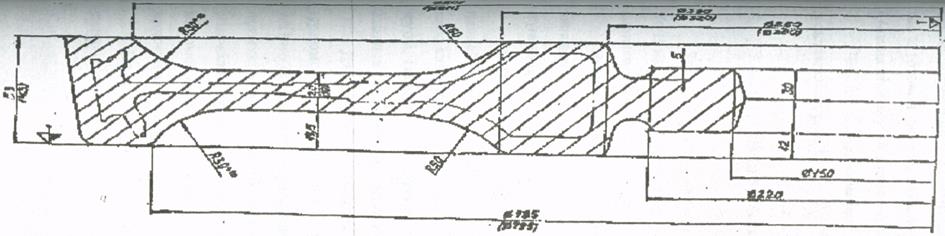
1. Штамповочный уклон 7°±1°. 10. Группа контроля 1 для заказчика
2. Неуказанные радиусы R5 мм. 2 для поставщика.
3. Условный пунктир и размеры в скобках 11. Маркировать – шифр, сплав, N плавки,
относятся к чистовой детали. клеймить клеймом БТК.
4. Допуски на размеры и радиусы брать 12. Чистовой вес детали 16,2 кг + 2 кг
по ТРосв 82 13-72. (образцы) = 18,9 кг.
5. Смещение до 3мм. 13. Расчетный вес штамповки 63 кг.
6. Коробление до 2,2 мм. 14. КИМ 0,3.
7. Недоштамповка от +10 до -3 мм. 15. Обрезка облоя и образцов автогеном.
8. – база разметки. 16. Категория точности 2.
9. Группа сложности 4.
Рис.6. Штамповка диска компрессора.
- высокоскоростная.
Эти способы позволяют обеспечить определённое расположение волокон и заданную степень деформации в заготовке. Они позволяют получить заготовки, наиболее приближённые к готовой детали, обеспечивают максимальный припуск на механическую обработку – 0,4 мм на сторону по толщине пера.
Чертёж изотермической штамповки лопатки компрессора из титанового сплава ВТ9 представлен на рис. 7.
Заготовки зубчатых колёс
Зубчатые колёса авиационных двигателей работают с нагрузкой, доходящей до 700 – 800 Н на 1 мм длины зуба. Зубчатые колёса авиационных двигателей в большинстве случаев изготавливают из цементируемых и азотируемых сталей.
Заготовки зубчатых колёс получают горячей объёмной штамповкой на молотах, горизонтально-ковочных машинах и на прессах. Исходным материалом для заготовок является круглый прутковый материал.
Вид заготовки и метод её изготовления определяется её формой, размерами и программой выпуска. Наиболее производительным методом изготовления заготовок зубчатых колёс является высадка на горизонтально-ковочной машине из нагретого конца длинного прутка. Наибольшая эффективность достигается тогда, когда отформованные заготовки отделяются от нагретого прутка высадкой сквозного отверстия.
Для сокращения механической обработки и увеличения прочности иногда заготовки крупномодульных зубчатых колёс делают с зубьями. Такие заготовки получают штамповкой или (что более выгодно) горячим накатыванием или прессованием через фильтры. Точность горячекатанных зубьев на уровне чернового зубофрезерования. Методом прессования на гидравлических прессах с помощью зубчатых фильтров можно получать дисковые и стержневые заготовки колёс. Полученные после прессования зубчатые стержни разрезают на отдельные заготовки зубчатых колёс.
На рис. 8 представлен чертёж поковки конической шестерни, полученной высокоскоростной штамповкой.

| 1. Штамповочный уклон 7°±1°30¢.
2. Неуказанные размеры R3мм.
3. Условный пунктир и размеры в скобках
относятся к детали.
4. Допуск на недоштамповку +1,8 до -0,8 мм.
5. Допуск на горизонтальные размеры и
незакоординированные радиусы по
ТРосв 82 – 13 – 72 для обычных штамповок.
6. Смещение по замкам 1,5 мм.
7. Маркировать ударным клеймом: шифр,
условный № плавки, клеймо ОТК.
8. Группа контроля – 2.
9. Группа сложности – 4.
10. Масса детали 0,72.
11. К. В. 7. 0,4.
12. F = 350 см.
13. Допустимый остаток облоя по замкам 2,0 мм;
по перу в радиусах сопряжения до 3,5 мм.
14. Профиль пера рассчитан на ЭВМ; обкатка по
профилю пера учета 1,5 мм.
15. Контроль профиля пера производится на спец.
приборе спец. шаблонами.
|
Рис.7. Изотермическая штамповка лопатки компрессора.

| 1. Штамповка 3 группы по ТУ01.1048.КИМ=0,7
2. НВ 255…292. Группа контроля 3.
3. Неуказанные радиусы R 0,5.
4. Базы для контроля и механической обработки Ø26 и торец “Т”
5. В штампе учесть усадку 1%.
6. Шифр горячего штампа 65500/4168.
7. Допускается толщина облоя на пов “К” не более 0,8мм.
8. После штамповки поверхность обдуть песком
(уточняется по результатам штамповки).
9. Профиль зуба штамповки обеспечить инструментом.
10. * Размеры для справок.
|
Рис.8 Высокоскоростная штамповка конической шестерни.
Список литературы
1. Бойцов В. В., Трофимов И. Д., Горячая объёмная штамповка – М.:Высш. Шк., 1988. – 264 с.: ил.
2. Шестаков Н. А., Шевченко А. А. Технология ротационной ковки и вальцовки. – М.:Высш. шк., 1988 – 167 с.: ил.
3. Афонькин М. Г., Магницкая М. В. Производство заготовок в машиностроении. – Л.:Машиностроение. Ленингр. отделение, 1987. – 256 с.: ил.
4. Раскинд В. Л. Справочник молодого кузнеца – штамповщика – М.:Высш. шк., 1985. – 256 с. ил.
5. Штамповка на кривошипных горячештамповочных прессах и горизонтально-ковочных машинах / А. А. Атрощенко, Е. П. Булат, В. Д. Спирин, В. И. Фёдоров. Под общ. ред. П. В. Камнева, А. П. Атрощенко. – Л.:Машиностроение, Ленингр. отделение, 1983. – 95 с. ил.
6. Штамповка на молотах, фрикционных и гидравлических прессах / А. П. Атрощенко, Е. П. Булат, Б. П. Рудаков и др. Под общ. ред. П. В. Камнева, А. П. Атрощенко. – Л.:Машиностроение. Ленингр. отделение, 1981. – 112 с., ил.
7. Ковка на молотах и гидравлических прессах / Л. Н. Петров, В. Ф. Касатонов, И. З. Этин. Под общ. ред. П. В. Камнева и А. П. Атрощенко – Л.:Машиностроение. Ленингр. отделение, 1980. – 128 с., ил.
8. Горячая вальцовка заготовок / В. К. Смирнов, К. И. Литвинов, С. В. Харитонов. – М.:Машиностроение, 1980. – 150 с., ил.
Оглавление
1. ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ.................... 2
1.1. Способы изготовления поковок....................................................................................................... 2
Высокоскоростная штамповка............................................................................................. 13
Ротационная ковка..................................................................................................................... 14
1.3 Типы поковок, получаемых методами горячего объемного деформирования............................ 15
2. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ПОКОВОК 19
2.1 Выбор плоскости разъема штампа................................................................................................. 20
2.2. Определение припусков на механическую обработку.......................................... 24
2.3. Определение допусков на горячую объемную штамповку................................. 25
2.4. Определение кузнечных напусков............................................................................. 28
2.6 Пример проектирования паковки.................................................................................... 40
3. выбор исходной заготовки для основных деталей авиадвигателей............................................... 42
3.1. Заготовки валов............................................................................................................... 43
3.2. Заготовки дисков.................................................................................................................... 44
3.3.Заготовки лопаток компрессора.................................................................................................... 47
3.4 Заготовки зубчатых колёс.................................................................................................. 51
Список литературы.................................................................................................................................. 54