

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
А1.1 Распечатать Карту контрольных точек кузова представленного автомобиля.
А1.2 Выполнить диагностику геометрии кузова с помощью штанговой линейки.
А1.3 Записать результаты измерений в Карту контрольных точек
 Сообщить свои выводы экспертам
Сообщить свои выводы экспертам
Модуль А2 (Работа с электронной измерительной системой)
А2.1 Измерить геометрию кузова с помощью электронной измерительной системы.
А2.2 Сохранить результаты измерений под своим именем_фамилией.
А2.3 Сравнить результаты, сообщить свои выводы экспертам.
Сообщить свои выводы экспертам
| Модуль “В” | Имитация частичной замены структурного элемента |
Лимит времени на выполнение задания: 6 часов
Цель: Продемонстрировать навыки работы по частичной замене структурных элементов кузова при помощи сварочного полуавтомата
Описание объекта: структурный элемент (лонжерон).
Основное оборудование: полуавтоматический сварочный аппарат, стойка для закрепления кузовных элементов.
Описание задания: Из порога сделать аналог коробчатой конструкции структурного элемента (лонжерона) и выполнить имитацию его частичной замены при помощи поперечного стыкового шва, выполненного с одной стороны непрерывным сплошным швом, с другой – прерывистым сплошным швом.
| Важно, чтобы для имитации замены лонжерона на кузове автомобиля все операции по сварке и частичной замене выполнялись на неподвижно закрепленном элементе. |

Процедура выполнения работ
Модуль В1 (Подготовка детали)
В1.1 Отмерить на пороге среднюю линию реза «1» перпендикулярно нижнему краю порога (рисунок В1).
В1.2 Нанести крайние линии резов на расстоянии 600 мм от средней линии «1» перпендикулярно нижнему краю порога.
|
|
В1.3 Выполнить рез по отмеченным линиям.


Рисунок В1
В1.4 Совместить детали в короб. Зафиксировать обе детали струбцинами или зажимами. Отторцевать при помощи абразивного диска, чтобы торцы всех отбортовок идеально совпадали друг с другом.
В1.5 Выполнить разметку под отверстия для электрозаклепок на одной из половин короба согласно схеме (рисунок В2). Диаметр отверстий - 6 мм (±1 мм), расстояние между центрами отверстий - 30мм (±1мм). Центральная линия отверстий должна проходить по центру как верхней, так и нижней отбортовки. Отбортовки должны иметь отверстия по всей длине.
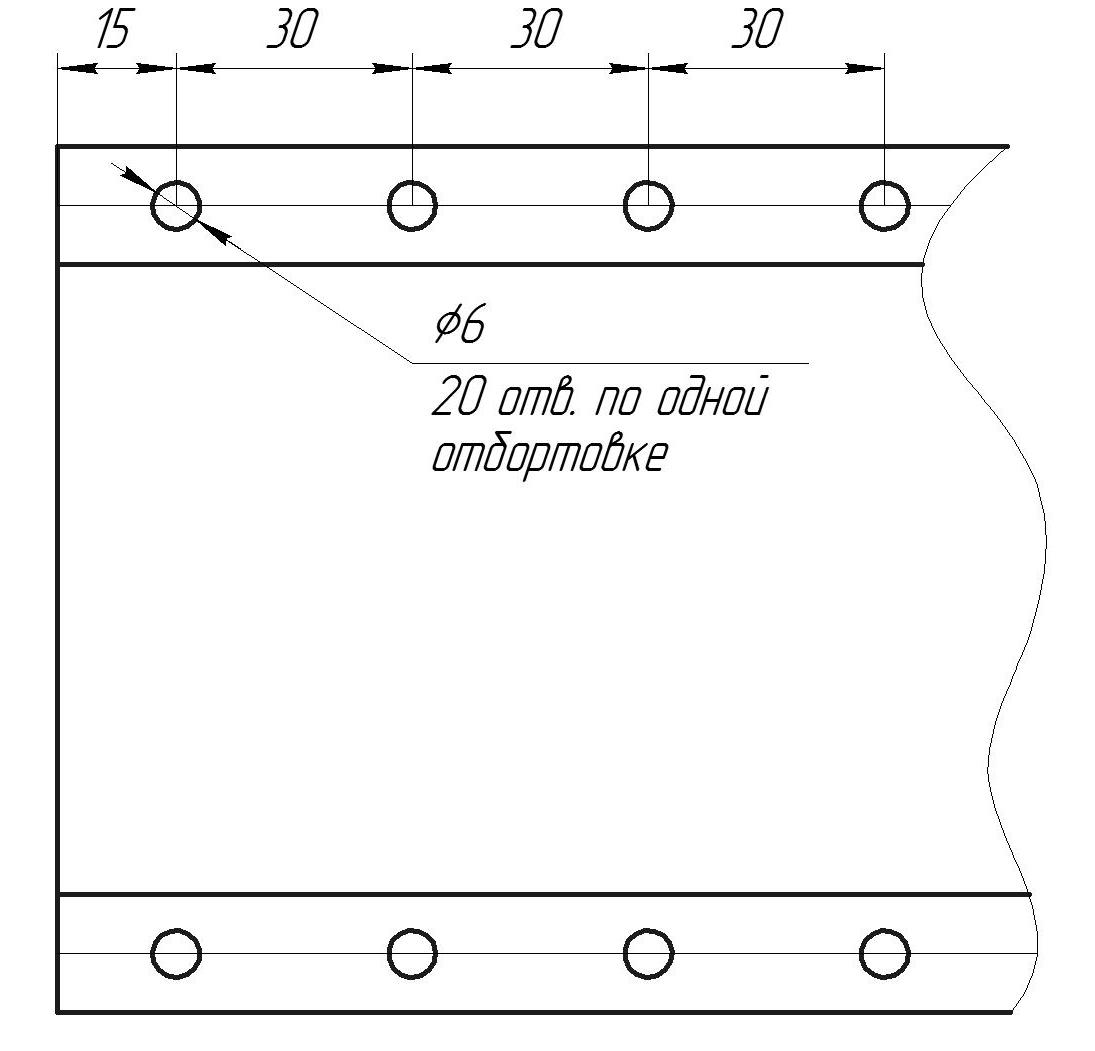
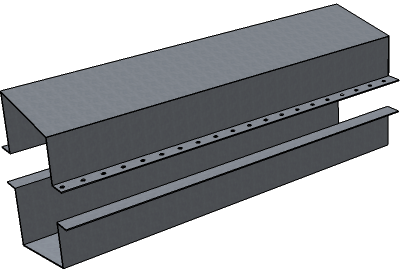
Рисунок В2
В1.6 Выполнить отверстия для электрозаклепок.
В1.7 Зачистить до металла отбортовки со всех сторон.
Остановить работу, позвать экспертов для оценки модуля В1
Модуль В2 (Нанесение цинк-праймера)
В2.1 Нанести цинк-праймер на зачищенные до металла места сварки.
|
| После нанесения допускается локальное удаление цинк-праймера в местах сварки на площади не более 1см2 для каждого места, где будут выполняться электрозаклепки |
|
|
|

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!