

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Ассортимент товаров народного потребления, выпускаемых резиновой промышленностью, разрабатывается под влиянием моды, спроса, достижений науки и техники в тесной связи с потребностям ми населения, запросами торговли. Выпускаемые товары народного потребления можно условно разделить на три группы:
Ø спортивно-туристические (изделия для подводного плавания: гидрокостюмы, ласты, маски, купальные шапочки;
Ø резинометаллические изделия: гантели, штанги, диски; теннисные мячи, ракетки настольного тенниса, спортивные мячи, матрацы', резиновые лодки и др.);
Ø изделия культурно-бытового назначения (игрушки, надувные изделия, стирательная резинка, туалетная губка и др.);
Ø изделия хозяйственного обихода (крышки для консервирования, коврики, хозяйственные перчатки, линолеум и плитки для пола, вантузы, пробки и др.).
Полые резиновые изделия
Традиционным способом производства полых изделий (например, игрушек, детских мячей) является метод формования из листовой резиновой смеси: резиновые смеси каландруют, заготовки выполняют с замкнутой полостью (пустотелые), в которую помещают газообразующие вещества (вздуватели). Для вулканизации заготовки вкладывают в формы. В процессе вулканизации под действием давления, создаваемого в полости заготовки образующимся газом, происходит оформление полости изделия и его внешнего вида.
Изготовление детских мячей, резиновых баллонов для спринцовок, пульверизаторов по традиционной технологии осуществляется методом вакуумного формования на лепестковых машинах. Рабочая часть машины имеет четыре подвижных стальных сегмента — лепестковых штанца. В раскрытые сегменты машины вкладывают квадратную пластину резиновой смеси и газообразователь. В средней части каждого сегмента есть отверстие, а против него с наружной стороны сегмента прикреплен патрубок, который соединен с вакуумом-насосом. Разрежение создается в течение всего цикла формования и обеспечивает плотное прилегание листа резиновой заготовки к внутренней стороне сегмента. Сегменты сближаются, кромки их сжимают лист заготовки и вытесняют в виде складок излишки смеси. Отходы резиновой смеси при формовании (до 200 % от массы заготовок) добавляют в свежеприготовленную резиновую смесь и используют повторно.
|
|
Вулканизацию детских мячей проводят в стальных или алюминиевых формах на поточно-непрерывных линиях в трубчатых туннельных вулканизаторах, в которых циркулирует воздух, нагреваемый калориферами. Внутри туннеля движется замкнутая тяговая цепь с прикрепленными к ней формами.
После вулканизации большую часть полых изделий подвергают отделке и окраске. Для удаления вулканизационных швов (выпрессовок), загрязнений с поверхности изделия шлифуют, полируют на станках-полуавтоматах с помощью наждачного полотна, матерчатых шайб. Далее изделия обмывают от наждачной пыли и обдувают нагретым воздухом. Для окраски применяют быстро- высыхающие краски на основе различных полимеров. Пленкообразующими веществами служат натуральный и синтетические каучуки, полимеризационные масла и др. Для улучшения внешнего вида мячи и другие изделия часто покрывают лаками на основе полиамидных, полиуретановых и других смол. Наносят такие покрытия путем погружения в ванну или пульверизацией. Раскрашивание многих изделий, в частности игрушек, производят обычно вручную, это наиболее трудоемкая операция (до 50 % общих затрат рабочего времени на изготовление игрушек).
 Наиболее современной технологией изготовления полых изделий (игрушек, детских мячей, различных емкостей для воды и пищевых продуктов, лодок и др.) является ротационное формование, позволяющее в 2 раза уменьшить трудоемкость процесса. Этим методом перерабатывают жидкие пластизоли и почти все термопластичные порошкообразные материалы.
Наиболее современной технологией изготовления полых изделий (игрушек, детских мячей, различных емкостей для воды и пищевых продуктов, лодок и др.) является ротационное формование, позволяющее в 2 раза уменьшить трудоемкость процесса. Этим методом перерабатывают жидкие пластизоли и почти все термопластичные порошкообразные материалы.
|
|
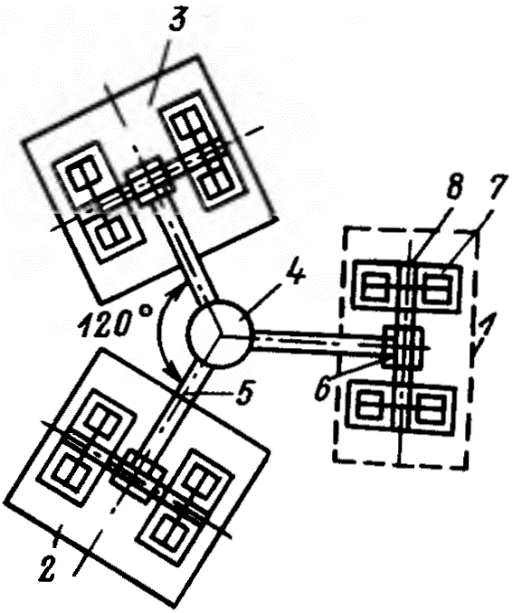
В установках ротационного формования (рис.45) использован принцип вращения форм с полимером вокруг двух взаимно перпендикулярных осей. Сущность метода заключается в том, что равномерный слой пасты или порошка, нагреваясь на внутренней поверхности металлической формы, желатинируется, уплотняется и после охлаждения затвердевает, образуя эластичную пленку или оболочку в форме изделия. Камеры и узел загрузки и выгрузки расположены в горизонтальной плоскости под углом 120° друг к другу. Шпиндели, поворачиваясь после каждого цикла на 120° вокруг вертикальной оси, поочередно проходят от загрузки до выгрузки через обе камеры и возвращаются в первоначальное положение.
| Рис. 45. Схема установки ротационного формования: 1 — узел загрузки и выгрузки; 2 — камера нагрева; 3 - камера охлаждения; 4— карусель; 5 — шпиндель; 6 — пневмошины; 7 — рама: 8 — ось |
Продолжительность цикла желатинизации зависит от размеров деталей, состава и вязкости пасты, а также температуры нагрева. Так, в производстве пластизольных игрушек процесс формования протекает в течение 6—10 мин при температуре в камере нагрева 290—300 °С. Паста пластизоля заливается в формы пневмодозато- рами. Съем готовых изделий производится вакуум-приспособлениями и вручную.
Изделия с открытой полостью (грелки, пузыри для льда, маски и шлемы противогазов и пр.) обычно изготавливают методом компрессионного формования из цветных резиновых смесей. Каландрованное резиновое полотно режут на заготовки определенного размера, которые укладывают в форму по обе стороны сердечника (сердечник необходим для образования полости в изделии), пресс-форму смыкают и изделие вулканизуют в прессе. По окончании процесса грелку вместе с сердечником вынимают из формы, охлаждают в ванне с водой и специальным приспособлением, имеющим пневматический привод, растягивают горловину грелки и из нее извлекают сердечник.
|
|
Наиболее прогрессивным для изготовления изделий с открытой полостью, в частности грелок, является метод литья под давлением.
Губчатые резиновые изделия
Резиновые губчатые изделия характеризуются наличием множества пор разного размера. Поры могут сообщаться между собой или быть изолированы друг от друга тонкими резиновыми стенками. Губчатая резина с крупными сообщающимися порами поглощает значительные количества воды и используется в качестве туалетной губки. Губчатая резина с небольшими или средними замкнутыми порами («ячеистая») применяется для звуко- и теплоизоляции, в мебельной промышленности и пр.
Различия губчатой резины с большими сообщающимися порами и небольшими замкнутыми порами наглядно проявляются при сжатии. Наибольшее распространение получили органические порообразователи (порофоры). Они хорошо диспергируются в каучуках, обладают высоким газовым числом (объем газа, выделяющегося при разложении 1 г порообразователя), имеют разные температуры разложения, что позволяет использовать их в резиновых смесях при различных температурах вулканизации.
Туалетная губка — наиболее известное из резиновых губчатых изделий. Для ее получения резиновую смесь в виде пластины толщиной 35 мм подвергают прессованию в холодном прессе до высоты 25 мм и обрезают кромки. Вулканизацию осуществляют на открытых противнях в автоклавах.
Свулканизованные, значительно увеличившиеся по высоте пластины пропускают 4—5 раз через двухвалковый каландр с зазором между валками 20—25 мм. При этом часть стенок пор разрывается — поры становятся сообщающимися между собой, и водоемкость губки возрастает. Поверхность пластин, вследствие давления вулканизационной среды, имеет вид кожи. Поверхностный слой срезают ленточным ножом, а пластину разрезают на куски установленных размеров. Используют также прессовую вулканизацию туалетных губок в формах, однако в этих условиях трудно добиться равномерной и мягкой структуры туалетной губки.
|
|
Ячеистая губка применяется для обивки стен в ателье звукозаписи, кабин самолетов, в установках глубокого охлаждения. Для получения такой ячеистой губки заготовку резиновой смеси определенной толщины загружают в автоклав с обогреваемой паровой рубашкой. Через 30 мин при 135—140 °С в автоклав подают азот под давлением 20—30 МПа. Подачу азота и нагрев при той же температуре осуществляют в течение 2—6 ч. После этого впуск пара и азота прекращают, а рубашку автоклава охлаждают водой. После охлаждения давление азота стравливают, полуфабрикат выгружают из автоклава, закладывают в формы и помещают в вулканизационные прессы, в которых завершается процесс вулканизации в течение 20—60 мин при 145—160 °С. Таким образом, порообразование и первое вздувание, при котором объем материала увеличивается в 6 раз, протекает в свободном состоянии, но при большом внешнем давлении. Второе же вздувание, в результате которого материал увеличивается в объеме до 13,5 раз против начального, осуществляется в период вулканизации в формах.
Для получения губчатых пластин используют способ «запрессовки» и прессовый способ «роста». Особенность запрессовки заключается в применении заготовки резиновой смеси, высота которой несколько больше, чем у гнезда пресс-формы. Вулканизацию осуществляют при 140—180 °С с использованием двух различных внешних давлений: высокого и низкого. Продолжительность вулканизации при высоком и низком давлениях определяет плотность губчатой резины. Прессовый способ «роста» предусматривает вулканизацию (10—40 мин, 140— 170 °С) резиновой смеси в пресс-форме, высота гнезда которой больше, чем высота заготовки смеси. Соотношение между этими высотами определяет плотность губчатой резины.
Латексные изделия
Латексы представляют собой коллоидные дисперсии полимеров (каучуков) в водной среде, достаточная агрегативная устойчивость которых обеспечивается присутствием стабилизаторов — поверхностно-активных веществ, чаще всего анионо-активных (соли высших жирных кислот, сульфокислот). Более половины товарных латексов используют в резиновой промышленности для получения изделий, в которых каучук латекса является основным материалом. Остальные латексы находят широкое применение для пропитки корда, в производстве нетканых материалов, бумаги, строительных материалов и т. д.
Отличительной чертой латексной технологии является относительно низкая вязкость перерабатываемой среды (латексной смеси), что позволяет значительно уменьшить энерго- и металлоемкость используемого оборудования. Достоинствами латексной технологии являются возможность получения изделий сложной конфигурации, в том числе с тонкими стенками, высокая степень механизации и автоматизации процессов. Однако наличие водной фазы при формовании изделия и низкая паропроницаемость эластомера создают трудности по удалению воды из внутренних слоев материала, что ограничивает применимость метода. Экономически оправдан выпуск трех типов резиновых изделий из латексов: тонкостенных (в широком ассортименте), эластичных нитей и пенорезины.
|
|
Для этих целей наибольшее применение получили следующие латексы: натуральные — центрифугированный (Данлоп С-60, Квалитекс) и предвулканизованный (Ревультекс МК и др.); синтетические — бутадиенстирольные СКС-С, БС-85, БСК-30/4, бутадиеннитрильный БН-ЗОК-2. Во всех случаях для получения изделий необходима дестабилизация латекса, приводящая к коагуляции и выделению каучука в виде заготовки определенной формы и размеров. Такая дестабилизация может быть вызвана физическими воздействиями (повышение температуры, замораживание-оттаивание, испарение воды и т.д.), но чаще всего коагуляция происходит при введении в латекс электролитов (кислот, солей и др.). В кислых средах большая часть поверхностно-активных анионов превращается в соответствующие кислоты, не являющиеся стабилизаторами дисперсий. Катионы электролитов образуют с ПАВ нерастворимые в воде соли, что также приводит к коагуляции (наибольший эффект достигается при применении солей бария и кальция). Например, при использовании в качестве ПАВ солей высших карбоновых кислот эти превращения можно представить схемой:
При соприкосновении латекса с кислотой или электролитом вследствие локальной коагуляции образуется рыхлая пространственная структура взаимодействующих друг с другом латексных частиц (сырой гель), которая в результате синерезиса постепенно уплотняется и достигает определенной механической прочности, позволяющей проводить различные операции с полученной заготовкой. Подобные методы коагуляции применимы при изготовлении тонкостенных изделий и нитей.
Для получения более крупных изделий, в частности пенорезины, необходима замедленная дестабилизация латекса во всем объеме, приводящая к постепенному образованию геля (желатинирование системы). Например, при введении в латекс кремнефторида натрия происходит медленный его гидролиз, и образующаяся кислота дестабилизирует латекс.
Технологическая схема получения латексных изделий в большинстве случаев включает следующие стадии:
Ø приготовление латексной смеси,
Ø получение заготовок путем гелеобразования или желатинирования,
Ø уплотнение геля,
Ø его промывка,
Ø сушка,
Ø вулканизация.
|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!