МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Факультет биомедицинских и пищевых технологий и систем
Кафедра «Пищевые производства»
Авроров Г.В.,Ловцева В.В.
ПРАКТИКУМ
ПО КУРСУ
УПАКОВОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ
Пенза, 2017
Практическое занятие № 3
Расчет разливочного автомата
Цель работы:
- практическое ознакомление с устройством, и принципом действия разливочного автомата модели Т1-ВРА-6А,
- расчет технико-технологических параметров автомата
Содержание работы
1.Изучить устройство и принцип работы разливочного автомата
2. Выполнить расчет параметров автомата.
Общая часть
Автоматы для розлива пищевых жидкостей выполняют свои функции в автоматическом режиме без вмешательства человека и применяются преимущественным образом для розлива в бутылки ликероводочных изделий и вин. При этом ликероводочные изделия не должны подвергаться аэрации, т.к. под действием кислорода происходят окислительные процессы. Нарушающие вкусовые качества продукта. Кроме того, аэрация вызывает пенообразование, что затрудняет нормальное заполнение бутылок и снижает точность дозирования.
Требования к качеству пищевых жидкостей определяют не только вид тары, но и условия, принципы и способы фасования.
Применяемые в отраслях пищевой промышленности фасовочные машины, несмотря на различие в назначении и конструктивные особенности имеют много общего в принципиальных схемах и методологии расчета параметров.
Для производства тары под жидкие продукты применяют стекло, полимерные материалы. Бумагу. Наиболее распространенной тарой является стеклянная. Она химически устойчива, обеспечивает длительное хранение продукта, гигиенична, выдерживает значительное давление. К недостаткам стеклянной тары относится ее хрупкость и относительно большая масса на единицу продукции.
Современные разливочные автоматы осуществляют раз операций, для выполнения которых необходимо, чтобы рабочие и холостые ходы чередовались, а исполнительные органы приходили в свои исходные положения.
Различают три цикла технологических машин:
- кинематический,
- рабочий,
- технологический.
Кинематический цикл – это период между двумя последовательными моментами начала рабочих ходов
 ,
,
где  - время рабочего хода,
- время рабочего хода,  - время холостого хода,
- время холостого хода,  - время выстоя.
- время выстоя.
Рабочий цикл – это период времени, по истечении которого машина выпускает изделие. Как правило, рабочий цикл равен или кратен кинематическому.
Технологический цикл – это время, в течение которого обрабатываемый продукт находится в машине, т.е. это интервал времени между загрузкой продукта и выгрузкой его из автомата.
Основные способы розлива жидкостей, реализуемые в разливочных автоматах:
- гравитационный (изобарометрический). Характеризуется тем, что истечение жидкости из дозатора или расходного бака происходит под действием гравитационных сил в условиях атмосферного давления (самотеком). Данным способом разливается водка, ликеры, тихие вина без летучих компонентов;
- изобарический. При этом способе истечение жидкости из дозатора или расходного бака происходит в поле действия гравитационных сил, но при избыточном давлении в дозаторе. Этот способ используется при розливе игристых вин, пива, газированной минеральной воды;
- вакуумный. При этом способе в расходном резервуаре, дозаторе и бутылке создается одинаковое разрежение, а слив продукта в бутылку происходит под напором гидростатического столба жидкости;
- сифонный. Осуществляется в условиях одинакового давления в бутылке и в расходном резервуаре. В верхней части сифона создается разрежение.
Дозирование жидкости в автоматах может осуществляться как по объему, так и по уровню.
Классификация разливочных автоматов приведена на рис.1.
Рис.1.Классификация разливочных автоматов
Напор при разливе определяется следующим выражением  )/
)/  , где
, где  - высота столба жидкости, м;
- высота столба жидкости, м;  - давление газа над жидкостью в расходном резервуаре или дозаторе, МПа;
- давление газа над жидкостью в расходном резервуаре или дозаторе, МПа;  - давление газа в буитылке, МПа; - плотность жидкости, кг/м3.
- давление газа в буитылке, МПа; - плотность жидкости, кг/м3.
Современные разливочные автоматы являются в основном устройствами карусельного типа, в которых на неподвижной станине установлен вращающийся расходный резервуар для приема жидкости с разливочными приборами и поплавковой системой для поддержания постоянного уровня жидкости при ее фасовке. Модуль всех разливных машин, т.е. отношение диаметра карусели к числу фасовочных устройств равен 35.
Фасовочный автомат модели Тё1-ВРА-6А (рис.2) состоит из станины 2, карусели 2, механизмов загрузки 4 и выгрузки 5.
Принцип работы автомата заключается в следующем: пустые бутылки подводятся к разливочному автомату пластинчатым конвейером и с помощью загрузочной звездочки подаются на подъемные столики. Перед звездочкой установлен делительный механизм шнекового типа. Столики поднимают бутылки к фасовочным устройствам, при этом происходит их центрирование.
Постоянный уровень жидкости в расходном резервуаре поддерживается поплавком. Наполнение мерного стакана фасовочного устройства осуществляется при открывании наполнительного клапана с помощью копира.

Рис. 2 Разливочный автомат модели Т1-ВРА-6А
а – общий вид, б – вид сверху, 1 – фасовочное устройство, 2 – карусель, 3 – станина, 4 – механизм загрузки бутылок, 5 – механизм выгрузки бутылок
Задание
Выполнить расчет разливочного автомата модели Т1-ВРА-6А по следующим исходным данным:
z – число наполнительных устройств,
n – частота вращения карусели, об/мин,
 - коэффициент использования рабочих позиций разливочных устройств,
- коэффициент использования рабочих позиций разливочных устройств,
 - коэффициент расхода, характеризующий сопротивление сливного тракта и свойства жидкости,
- коэффициент расхода, характеризующий сопротивление сливного тракта и свойства жидкости,
Н – высота столба жидкости в дозирующем стакане, м;
 - площадь выходного отверстия наполнителя, м2;
- площадь выходного отверстия наполнителя, м2;
 - число подъемных столиков, одновременно перемещающихся по горизонтальному участку копира,
- число подъемных столиков, одновременно перемещающихся по горизонтальному участку копира,
 – усилие сжатой пружины, Н;
– усилие сжатой пружины, Н;
 – сила тяжести штока, столика, ролика и пустой бутылки, Н;
– сила тяжести штока, столика, ролика и пустой бутылки, Н;
 -– сила тяжести штока, столика, ролика и наполненной бутылки, Н;
-– сила тяжести штока, столика, ролика и наполненной бутылки, Н;
 - сила тяжести главного вала, Н;
- сила тяжести главного вала, Н;
D – диаметр подшипника, м,
d – диаметр окружности по центрам шариков подшипника, м
Методика расчета
Теоретическая производительность, бут./с,  , где
, где  - число разливочных устройств,
- число разливочных устройств,  - число оборотов карусели.
- число оборотов карусели.
Время одного оборота карусели, с,  .
.
Расчетная производительность  , где
, где  - число столиков, одновременно работающих на наполнение бутылок,
- число столиков, одновременно работающих на наполнение бутылок,  - коэффициент использования рабочих позиций разливочных устройств,
- коэффициент использования рабочих позиций разливочных устройств,  - время наполнения бутылки,
- время наполнения бутылки,  ,м3, - объем жидкости в стакане дозатора,
,м3, - объем жидкости в стакане дозатора,  - коэффициент расхода, зависящий от свойств жидкости,
- коэффициент расхода, зависящий от свойств жидкости,  - площадь выходного отверстия наполнителя, м2,
- площадь выходного отверстия наполнителя, м2,  - высота столба жидкости в дозировочном стакане, м.
- высота столба жидкости в дозировочном стакане, м.
Фактическая производительность  , где
, где  - коэффициент запаса.
- коэффициент запаса.
Коэффициент использования технической мощности  .
.
При расчетах разливочных автоматов определяются условия неопрокидывания пустой и наполненной бутылки на столике вращающейся карусели.
Условие неопрокидывания бутылки  , где
, где  - центробежная сила, действующая на бутылку, Н;
- центробежная сила, действующая на бутылку, Н;  м – высота центра тяжести бутылки,
м – высота центра тяжести бутылки,  - масса наполненной бутылки, кг, (
- масса наполненной бутылки, кг, ( ),
),  кг – масса пустой бутылки,
кг – масса пустой бутылки,  - масса жидкости в бутылке,
- масса жидкости в бутылке,  - радиус окружности по центрам подъемных столиков, (
- радиус окружности по центрам подъемных столиков, ( м).
м).
Условие несоскальзывания бутылки со столика  , где
, где  - коэффициент трения бутылки и материала столика.
- коэффициент трения бутылки и материала столика.
Энергия, расходуемая автоматом при розливе жидкости, затрачивается на перекатывание роликов столиков по копиру и вращение карусели.
Сопротивление от перекатывания роликов по горизонтальному участку копира, Н,  , где
, где  - число столиков, одновременно перемещающихся по горизонтальному участку копира,
- число столиков, одновременно перемещающихся по горизонтальному участку копира,  - усилие пружины,
- усилие пружины,  - сила тяжести штока, столика, ролика и пустой бутылки,
- сила тяжести штока, столика, ролика и пустой бутылки,  - коэффициент трения качения ролика,
- коэффициент трения качения ролика,  = 0,15 – коэффициент трения скольжения подшипника,
= 0,15 – коэффициент трения скольжения подшипника,  - диаметр по центрам шариков подшипника,
- диаметр по центрам шариков подшипника,  - диаметр шарикоподшипника.
- диаметр шарикоподшипника.
Сопротивление на участке подъема штока с учетом угла подъема копира  (Н)
(Н)  - сила тяжести штока, столика, ролика и наполненной бутылки,
- сила тяжести штока, столика, ролика и наполненной бутылки,  = 450 - угол подъема профиля копира.
= 450 - угол подъема профиля копира.
Суммарное сопротивление  .
.
Мощность, расходуемая на перекатывание роликов по копиру  , где
, где  - линейная скорость перемещения столиков, м/с.
- линейная скорость перемещения столиков, м/с.
Мощность, расходуемая на вращение карусели  , где
, где  - сила тяжести главного вала,
- сила тяжести главного вала,  - условный коэффициент трения скольжения подшипника,
- условный коэффициент трения скольжения подшипника,  - диаметр окружности по центрам шариков подшипника главного вала,
- диаметр окружности по центрам шариков подшипника главного вала,  - угловая скорость главного вала.
- угловая скорость главного вала.
Суммарная мощность на валу разливочного автомата  , где
, где  - к.п.д. подшипников качения.
- к.п.д. подшипников качения.
Мощность двигателя привода  , где
, где  = 1,15 – коэффициент пуска,
= 1,15 – коэффициент пуска,  - к.п.д. привода.
- к.п.д. привода.
Варианты заданий
| № вар
| z.
шт
| N, об,мин
| Fo∙10-3,
м2
| H,
м
| z1
шт
| G1,
Н
| G2
Н
| G3
Н
| G4
Н
| D,
м
| D,
м
|
|
|
| 6,25
| 1,6
| 0.23
|
|
|
|
|
| 0,372
| 0,34
|
|
|
| 5,6
| 1,7
| 0,24
|
|
|
|
|
| 0,38
| 0.35
|
|
|
| 5,0
| 1,6
| 0,245
|
|
|
|
|
| 0,388
| 0,355
|
|
|
| 4,55
| 1,5
| 0,25
|
|
|
|
|
| 0,394
| 0,36
|
|
|
| 4,0
| 1,4
| 0,26
|
|
|
|
|
| 0,4
| 0,37
|
|
|
| 3,57
| 1,3
| 0,27
|
|
|
|
|
| 0,375
| 0,345
|
Практическое занятие № 4
Содержание работы
1.Изучить устройство и принцип работы этикетировочного автомата
2. Выполнить расчет параметров автомата.
Общая часть
Этикетировочные автоматы классифицируются по характеру движения рабочих органов (периодического или непрерывного действия), по способу перемещения объектов (линейные или карусельные), по конструкции этикетопереносчика (рычажные или вакуумно-барабанные), по количеству и виду этикеток (с одной или несколькими этикетками).
Процесс нанесения этикеток на стеклянную тару состоит из следующих основных операций:
- вывод этикеток из магазина,
- транспортирование этикеток на этикеткопереносчик,
- нанесение штемпеля на этикетку,
- нанесение клея на этикетку,
- передача этикетки на тару,
- разглаживание этикетки на таре.
Этикетировочный автомат модели ВЭМ предназначен для наклеивания этикеток на цилиндрическую поверхность бутылок и стеклянных банок с одновременной проситановкой штемпеля на этикетках с датой и сменой выпуска продукта
На рис.1 приведен общий вид этикетировочного автомата.
Рис.1 Общий вид этикетировочного автомата модели ВЭМ
1 – пластинчатый транспортер. 2 – вакуум-барабан, 3 – станина, 4 – шнек, 5 – клеевая ванна, 6 – штемпельное устройство. 7 – магазин этикеток
Пластинчатый транспортер перемещает стеклянную тару по автомату и представляет собой устройство, выполненное в виде шнека и накатного транспортера, состоящего из приводного, натяжного и шести опорных роликов, соединенных пятью прорезиненными ремнями.
Шнек распределяет поступающие бутылки и выдает их к этикеткопереносчикам вакуум-барабана. Накатной транспортер приводит бутылку во вращение, чем обеспечивается разглаживание этикетки на бутылке. Для поджатия бутылок к этикеткопереносчику и накатному транспортеру служат подушки из мягкой резины.
Вакуум-барабан является основным рабочим органом и служит для переноса этикетки от магазина к бутылке и накатки ее на бутылку. Он вращается на вертикальной оси и снабжен золотниковым устройством, распределяющим отрицательное давление по этикеткопереносчикам, рабочая поверхность которого оклеена слоем резины и представляет собой часть цилиндра, на которой удерживается взятая из магазина этикетка. На поверхности этикеткопереносчика выполнены отверстия, через которые этикетки присасываются к рабочей поверхности.
Этикеточный механизм служит для помещения в нем запаса этикеток и передачи их на вакуум-барабан. Привод механизма содержит механизмы качания и поступательного движения этикетного магазина. Сложное движение магазина обеспечивает передачу этикеток и блокировку – нет бутылки – нет этикетки.
Бутылки, находящиеся на транспортере автомата, расставляются шнеком с определенным шагом и поступают по касательной к вакуум-барабану. Одновременно этикетный магазин при движении вперед и по направлению вращения вакуум-барабана нажимает роликом на клапан, соединяя отверстия присосов этикеткопереносчиков с вакуумом. В результате этикетка присасывается к этикеткопереносчику передним краем и при замедлении движения магазина в конце его рабочего хода извлекается.
Клеевая ванна служит для нанесения клея полосами на внутреннюю сторону этикетки при прохождении ее в зоне ванны. Привод ванны обеспечивает вращение клеевого и смазывающего роликов и качательное движение ванны, что обеспечивает блокировку - нет этикетки – нет клея.
Штемпельный механизм совершает качательное движение, позволяющее осуществить блокировку – нет этикеток – нет штемпеля. Последние две блокировки предупреждают намазывание клея и краски на поверхность этикеткопереносчика при отсутствии на нем этикетки.
Частота вращения шнека, скорость движения транспортера и частота вращения вакуум-барабана обеспечивают синхронность движения этикетки и бутылки.
Внутри станины размещен привод механизмов автомата и вакуум-насос.
Задание
Изучить классификацию этикировочных автоматов, их конструкцию, и принцип работы, выполнить расчет автомата модели ВЭМ.
Исходные данные для расчета:
Р - производительность, бут,/ч;
 ш – угловая скорость шнека, рад/c;
ш – угловая скорость шнека, рад/c;
D3 – диаметр ведущего ролика, м;
Dбут – диаметр бутылки, м;
Dб – диаметр вакуумного барабана, м.
Методика расчета
Угловая скорость вращения вакуумного барабана  , где
, где  - производительность, бут./ч;
- производительность, бут./ч;  - количество сегментов этикеткопереносчиков.
- количество сегментов этикеткопереносчиков.
Скорость перемещения бутылок шнеком  , где
, где  - шаг шнека, равный диаметру бутылки, м.
- шаг шнека, равный диаметру бутылки, м.
Скорость движения пластинчатого транспортера, м/с,  , где =1,2…1,3 – коэффициент, учитывающий проскальзывание бутылок.
, где =1,2…1,3 – коэффициент, учитывающий проскальзывание бутылок.
Угловая скорость вращения ведущего ролика накатного транспортера определяется из условия равенства линейных скоростей накатного транспортера и качения бутылки по резиновой подушке.
 , где
, где  - диаметр барабана и ведущего ролика.
- диаметр барабана и ведущего ролика.
Угловая скорость намазывающего ролика должна соответствовать угловой скорости вакуумного барабана для обеспечения оптимальных условий нанесения клея на этикетку. Угловая скорость вращения ролика  , где
, где  м – диаметр намазывающего ролика.
м – диаметр намазывающего ролика.
Расчет энергии, потребляемой автоматом, сводится к определению затрат мощности, необходимой для привода всех механизмов:
- мощность, необходимая для привода механизмов качания этикеточных магазинов  , где первое слагаемое – мощность для привода кулачковых механизмов,
, где первое слагаемое – мощность для привода кулачковых механизмов,  , здесь
, здесь  - усилие на ролике,
- усилие на ролике,  м – расстояние от точки приложения силы до оси рычага,
м – расстояние от точки приложения силы до оси рычага,  - угловая скорость вращения кулачка. Второе слагаемое – мощность на преодоление сил трения
- угловая скорость вращения кулачка. Второе слагаемое – мощность на преодоление сил трения  , где
, где  - коэффициент трения стали по бронзе,
- коэффициент трения стали по бронзе,  м – радиусы пальца, кулачка и ролика соответственно;
м – радиусы пальца, кулачка и ролика соответственно;
- мощность, расходуемая на перемещение магазинов, принимается равной  кВт;
кВт;
- мощность, необходимая для привода накатного транспортера  .
.
 , где
, где  - мощность на преодоление сопротивления сил упругости подушки бутылками,
- мощность на преодоление сопротивления сил упругости подушки бутылками,  - усилие перемещения бутылки вдоль транспортера, Н;
- усилие перемещения бутылки вдоль транспортера, Н;  - усилие, с которым бутылка вдавливается в подушку;
- усилие, с которым бутылка вдавливается в подушку;  - коэффициент трения стекла по резине,
- коэффициент трения стекла по резине,  - скорость движения пластинчатого транспортера, м/с;
- скорость движения пластинчатого транспортера, м/с;  - число бутылок на транспортере;
- число бутылок на транспортере;  - длина транспортера, м; - шаг поступления бутылок на транспортер.
- длина транспортера, м; - шаг поступления бутылок на транспортер.
 , где
, где  - коэффициент запаса,
- коэффициент запаса,  - скорость накатных ремней.
- скорость накатных ремней.
 , где
, где  - окружная скорость ведущего ролика, м/с;
- окружная скорость ведущего ролика, м/с;  - диаметр ведущего ролика, м;
- диаметр ведущего ролика, м;
- мощность для привода клеевой ванны  .
.
 , где
, где  - мощность для привода кулачка, кВт;
- мощность для привода кулачка, кВт;  - усилие на ролике,
- усилие на ролике,  м – плечо силы относительно оси кулачка,
м – плечо силы относительно оси кулачка,  - угловая скорость кулачка.
- угловая скорость кулачка.
 , где
, где  - потери мощности на трение в ролике;
- потери мощности на трение в ролике;  - коэффициент трения бронзы по стали,
- коэффициент трения бронзы по стали,  м – радиус пальца ролика;
м – радиус пальца ролика;  м – минимальный радиус кулачка;
м – минимальный радиус кулачка;  м – радиус ролика.
м – радиус ролика.
 , где
, где  - сопротивление клея,
- сопротивление клея,  м – радиус клеевого ролика;
м – радиус клеевого ролика;  - угловая скорость ролика;
- угловая скорость ролика;
- мощность для привода вакуум-барабана  , где
, где  - к.п.д. подшипника скольжения.
- к.п.д. подшипника скольжения.
 , где
, где  - мощность, расходуемая на преодоление трения в упорном подшипнике;
- мощность, расходуемая на преодоление трения в упорном подшипнике;  - нагрузка на подшипники,
- нагрузка на подшипники,  - приведенный коэффициент трения скольжения;
- приведенный коэффициент трения скольжения;  м – радиус диска золотникового устройства;
м – радиус диска золотникового устройства;  - угловая скорость вращения вакуум-барабана.
- угловая скорость вращения вакуум-барабана.
 , где
, где  - мощность, затрачиваемая на преодоление трения трубы о диск золотникового устройства;
- мощность, затрачиваемая на преодоление трения трубы о диск золотникового устройства;  - коэффициент трения скольжения,
- коэффициент трения скольжения,  м – наружный диаметр опорного кольца подшипника,
м – наружный диаметр опорного кольца подшипника,  м – внутренний диаметр опорного кольца подшипника.
м – внутренний диаметр опорного кольца подшипника.
 , где
, где  - мощность, расходуемая на преодоление трения подвижного диска о неподвижный;
- мощность, расходуемая на преодоление трения подвижного диска о неподвижный;  м – наружный диаметр золотника;
м – наружный диаметр золотника;  м – внутренний диаметр золотника;
м – внутренний диаметр золотника;
- мощность для привода пластинчатого транспортера  , где
, где  - окружное усилие на ведущей звездочке транспортера;
- окружное усилие на ведущей звездочке транспортера;  - к.п.д. привода транспортера.
- к.п.д. привода транспортера.
Варианты задания
| № варианта
| Р, бут/ч
|  ш, рад/с ш, рад/с
| D3 , м
| Dбут, м
| Dб, м
|
|
|
| 0,5
| 0,065
| 0,064
| 0,36
|
|
|
| 0.6
| 0,0667
| 0,089
| 0,37
|
|
|
| 0,7
| 0,068
| 0,093
| 0,38
|
|
|
| 0,8
| 0,07
| 0,095
| 0,39
|
|
|
| 0,9
| 0,071
| 0,11
| 0,4
|
|
|
| 0.7
| 0,068
| 0,11
| 0,41
|
|
|
| 0,8
| 0,07
| 0,089
| 0,42
|
Практическое занятие № 5
Содержание работы
1.Изучить устройство и принцип работы автомата
2. Выполнить расчет формующего модуля автомата.
Общая часть
Автомат модели ВЗА предназначен для формования прессованной дрожжевой массы в виде пласта прямоугольного сечения, разрезания его на бруски размером 37х37x70 мм и завертывания их с термическим склеиванием торцов завертки в парафинированную бумагу массой 50-60 г/м2.
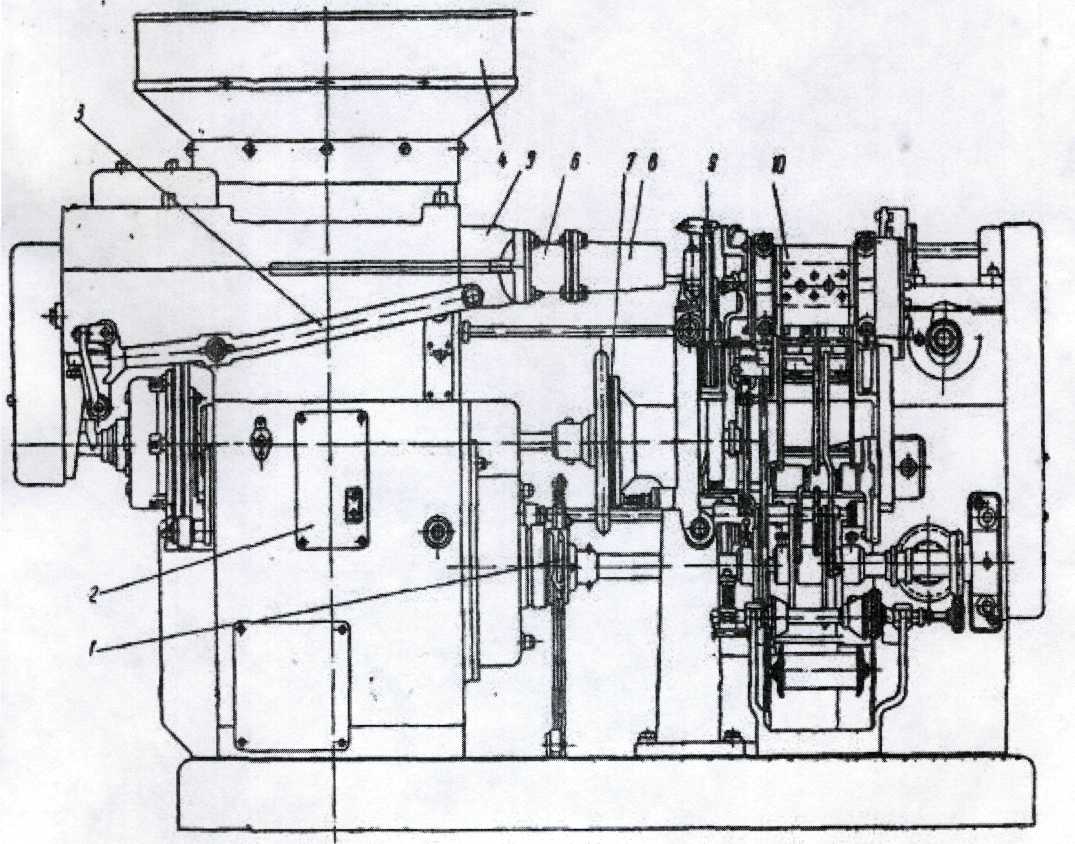
Схема формовочно-заверточного автомата модели ВЗА для прессованных дрожжей приведена на рис.1.
Автомат состоит из следующих частей: формовочного модуля (экструдера), представляющего собой загрузочный бункер 4, камеру 5, два формующих шнека 12, формующую головку 6 и мундштук 8 и заверточного модуля, состоящего из механизма разрезания пласта дрожжей 9, механизма захвата и перемещения бруска дрожжей, держателя 15 с рулоном парафинированной бумаги, механизма подачи и отрезания бумаги 10 и механизмов завертывания 13; транспортера для готовой продукции 14; электродвигателя для привода автомата.
Рукоятка 3 служит для управления автоматом с помощью фрикционных муфт и имеет три положения: верхнее, при котором работают все механизмы автомата; среднее, при котором отключается формующая часть, т.е. не вращается бункер 4, и нижнее, при котором автомат отключается. Станция управления электродвигателем 2 укреплена на станине со стороны обслуживания автомата.
Принцип работы автомата. Дрожжевая масса, загружаемая во вращающийся бункер 4, с помощью спирали 11 и двух формующих шнеков 12 перемещается по формующей камере 5 к мундштуку 8, внутри которого помещен парафиновый вкладыш. Через выходное отверстие парафинового, вкладыша мундштука дрожжи выпрессовываются в виде непрерывного пласта прямоугольного сечения размером 70х37 мм, который поддерживается двумя горизонтальными и двумя вертикальными парафиновыми роликами.
Механизм разрезания пласта дрожжей 9 имеет регулируемый поворачивающийся упор, в который пласт упирается. Режущий ротор механизма 9 перемещается поступательно вместе с пластом дрожжей и, пройдя путь, равный 25 мм, освобождает рычаг муфты 7. При этом приводится во вращение режущий ротор со струной, который отрезает брусок дрожжей шириной 37 мм. Одновременно муфтой 1 автоматически включается заверточная станция автомата. Путем ограничения поворота упора регулируется вес бруска. При удалении упора от режущего ротора вес бруска увеличивается.
Отрезанный брусок дрожжей механизмом захвата и перемещения подается в заверточный модуль. Одновременно из рулона парафинированной бумаги двумя барабанами 10 подается и отрезается этикетка. Ширина рулона бумаги 120 мм, длина отреза - 176 мм. При отсутствии бумаги автомат выключается блокирующим механизмом. Отрезанная заготовка бумаги щипцами протягивается еще на 153 мм, после чего на бумагу механизмом захвата и перемещения опускается брусок дрожжей (позиция Ι, рис. 5.2). При дальнейшем опускании в заверточную камеру загибаются боковые стороны обертки (позиция ΙΙ). При этом механизм захвата освобождает брусок дрожжей и возвращается в исходное положение. Брусок дрожжей остается в заверточной камере на верхней плоскости толкателя. Затем механизмами передней и задней плит образовывается бумажная трубка (позиции III и IV). Для остальных операций завертывания брусок дрожжей перемещается вниз, для чего толкатель отводится из-под бруска, освобождая для него место, а следующий брусок дрожжей, который подается механизмом захвата и перемещения, проталкивает завертываемый брусок на освобожденное толкателем место.
|
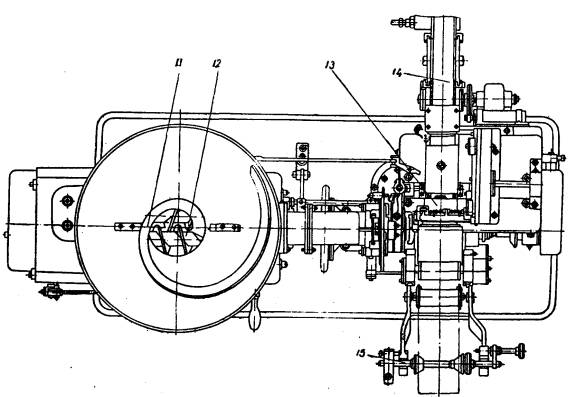
Рис. 1 Формовочно-заверточный автомат модели ВЗА для прессованных дрожжей
1 – муфта, 2 – станция управления, 3 – рукоятка, 4 – бункер, 5 – камера, 6 –головка, 7 – муфта, 8 – мундштук, 9 – механизм разрезания пласта, 10 – механизм отрезки и подачи бумаги, 11 – спираль, 12 – шнек, 13 – механизм завертывания, 14 – транспортер, 15 – держатель бумаги

Рис. 2 Схема завертывания бруска дрожжей массой 100 г
Позиция Ι – подача обертки и бруска дрожжей
Позиция ΙΙ – подгибка боковых сторон обертки
Позиции ΙΙΙ и ΙУ – образование бумажной трубки
Позиция У – первая операция заделки торцов
Позиция УΙ – вторая операция заделки торцов
Позиция УΙΙ – третья операция заделки торцов
Позиция УΙΙΙ – загибка клапана обертки
Кинематическая схема автомата приведена на рис.3. От электродвигателя 21 мощностью 1,7 кВт через цепную передачу 22 и фрикционную муфту 25 вращение передается главному распределительному валу 26. Через зубчатые колеса 28, 29 и 30, 31 вращение передается распределительному валу формовочной станции 27, коническая шестерня 32 которого через зубчатые колеса 33, 37, 38, 40 приводит во вращение бункер для дрожжевой массы 39. От распределительного вала 27 с помощью зубчатых колес 34, 35, 36 и 18. вращение передается формующим шнекам 41 и 42. Главный распределительный вал через фрикционно-кулачковую однооборотную муфту 16 и шестерню 44 периодически приводит во вращение режущий ротор 43 для отрезания бруска от отформованного пласта дрожжей. Кулачок 45 возвращает рычаг муфты 16 в исходное положение перед остановкой режущего колеса. На главном валу имеется штурвал 17 для проворачивания автомата вручную.
Заверточный модуль имеет три кулачковых вала: главный 19, нижний 56 и верхний 47. Главному кулачковому валу движение передается от главного распределительного вала зубчатыми колесами 24, 20 и фрикционно-кулачковой однооборотной муфтой 20. Кулачок 15 приводит в движение упор для пласта дрожжей, а также периодически выключает муфту 20. Кулачок 14 приводит в движение механизм второй операции заделки торцов (позиция VI, рис. 5.2), кулачок 13 - толкатель, перемещающий брусок дрожжей на транспортер готовой продукции. Кулачком 12 приводится механизм прижима бруска во время образования бумажной трубки (позиция IV, рис. 2).

Рис.3 Кинематическая схема привода формовочно-заверточного автомата типа ВЗА
1 – цепная передача; 2, 11, 12, 13, 14, 15, 45, 46, 49, 57, 58 - кулачки; 3, 4, 6, 7, 8, 18, 23, 24, 28,29, 30, 31, 33, 34, 35, 36, 37, 38, 40, 44, 52, 53, 54, 55 - зубчатые колеса; 5 – цепная передача; 9,10 – барабаны, 16 – муфта, 17 – штурвал, 19 – коренной кулачковый вал, 20 – муфта, 21 – двигатель, 22 – цепная передача, 25 – муфта, 26 – главный распредвал, 27 – распределительный вал формующей станции, 32 – коническая шестерня, 39 – бункер; 41, 42 – формующие шнеки, 43 – ротор режущий, 47 – верхний кулачковый вал, 48 – цепная передача, 50 – транспортер, 51 – цепная передача, 56 – нижний кулачковый вал, 59 – цепная передача
Через цепную передачу 5 и зубчатые колеса 6, 7, 8 приводится во вращение механизм подачи и отрезания бумаги, состоящий из двух барабанов 9 и 10 с ножами. Цепной передачей 1 приводится механизм возвратно-поступательного перемещения щипцов для подачи отрезанной этикетки под брусок дрожжей, который состоит из цепной передачи 59, шатуна и корпуса щипцов, перемещающегося в направляющих.
С главным валом 19 коническими зубчатыми колесами 3, 4 связан нижний кулачковый вал 56. Кулачок 2 приводит в движение механизм подъема и опускания захвата бруска дрожжей, а также пластины электронагревателей для оплавления парафина завертки.
Кулачком 55 поднимаются боковые щеки для выполнения первой операции заделки торцов (позиция V, рис. 5.2). Кулачком 57 поворачивается механизм захвата бруска.
С нижним кулачковым валом цепной передачей 48 соединен верхний кулачковый вал 47, кулачки которого 46 и 49 приводят механизмы для образования продольного шва завертки (позиции III и IV, рис. 5.2); кулачок 11 служит для возврата механизма разрезания пласта дрожжей на бруски (режущего ротора 43).
Задание
Расчетная часть
Исходные данные для расчета параметров формующего модуля автомата;
μ – динамическая вязкость продукта (1,03∙10-6 Па∙с);
В – ширина выходного отверстия матрицы, мм;
Н – высота выходного отверстия матрицы, мм:
L1 – длина канала матрицы, мм
- угловая скорость вращения шнека, рад/с;
S – щаг шнека, мм;
Dk – диаметр внутренней поверхности корпуса шнека, мм;
 - угол подъема винтовой линии шнека, град;
- угол подъема винтовой линии шнека, град;
Методика расчета
1.Расходно-напорная характеристика формующего модуля автомата, м3/с
 ∙
∙  , где
, где  - коэффициент геометрии матрицы.
- коэффициент геометрии матрицы.
 де
де  - характеристика потока.
- характеристика потока.
Для размеров бруска дрожжей 37х70 мм = 0,9.
Скорость продукта вдоль винтового канала, м/с






