Газораспределительный и балансирный механизмы ремонтируют в случаях обнаружения неисправностей в
их работе (возможные неисправности указаны в прил. 1), а также если при общей разборке двигателя выявлены повышенные износы, обгары, поломки или другие дефекты деталей.
Снятие и установка клапанов. Перед снятием клапанов рекомендуется пометить демонтированные головки цилиндров (левая и правая) и клапаны рисками или кернами, а также вывернуть свечи зажигания во избежание
их повреждения. Для снятия необходимо проделать следующее:
сжав при помощи съемника (рис. 59) пружины клапана, вынуть сухари и, постепенно отпуская пружины,
снять тарелку, стакан и пружину;
проверить, нет ли наклепа на стержне клапана в месте упора сухарей, мешающего выему клапана из нап-
равляющей втулки; при необходимости зачистить наклеп;
вынуть клапан из направляющей, таким же образом снять остальные клапаны, очистить их от нагара, лако-
вых отложений и промыть. Очистить седла клапанов, впускные и выпускные каналы головки цилиндров,
 Рис. 59. Съемник пружин клапана:
Рис. 59. Съемник пружин клапана:
1 — скоба; 2 — кольцевой упор; 3 — шток; 4 — планка; 5 — рычаг с кулачком
Проверить состояние клапанов, седел, направляющих втулок, пружин клапанов, стаканов, выполнить не-
обходимый ремонт. На место клапаны устанавливаются в последовательности, обратной разборке.
Проверка состояния стержней клапанов и их направляющих втулок. Если по результатам осмотра нет осно- ваний для выбраковки клапанов (обгар рабочей фаски, задир на стержне), то следует измерить стержни клапа- нов в двух плоскостях, по двум взаимно перпендикулярным направлениям (рис. 60, б) для определения их износа. Диаметр стержня нового выпускного клапана 6,923...6,938 мм, впускного — 6,945...6,960 мм (см. прил. 2). Непрямолинейность стержня не более 0,01 мм на длине цилиндрической части. Если диаметр стержня клапана менее 6,90 мм, то такой клапан следует заменить.
При отсутствии обгара или облома направляющих втулок клапана нужно измерить диаметр отверстий втулок для суждения об их пригодности по износу. Измерения (рис. 60, а) производят в трех плоскостях по двум направлениям: параллельно и перпендикулярно оси коленчатого вала. Диаметр отверстия новой направ- ляющей втулки клапана 6,992...7,020 мм. При износе втулки более 0,063 мм (диаметр более 7,083 мм) нап- равляющую втулку следует заменить.
Может возникнуть необходимость в замене клапана и до достижения предельного размера стержня по изно-
су в зависимости от зазора в сопряжении со втулкой. Зазор определяется по результатам произведенных за-

 Рис. 60. Схема замера направляющей втулки клапана (д) и стержня клапана (б)
Рис. 60. Схема замера направляющей втулки клапана (д) и стержня клапана (б)
меров и должен быть не более 0,1 мм для впускного и 0,15 мм для выпускного клапанов (предельно допустимые зазоры в эксплуатации соответственно 0,15 и 0,20 мм).
Замена направляющих втулок клапана. Для замены необходимо:
выпрессовать изношенную направляющую втулку клапана с помощью оправки и молотка или под прессом;
нагреть головку до температуры 190...210 °С и запрессовать в отверстие головки цилиндров новую направляющую втулку ремонтного размера — большую по наружному и меньшую по внутреннему диаметрам. Перед запрессовкой окунуть направляющую втулку в масло для двигателя. При запрессовке выдержать размер
15± 0,1 мм от верхнего торца втулки до плоскости головки.цилиндров (поверхность под шайбу пружины клапана), пользуясь оправкой (рис. 61);
после запрессовки направляющей втулки напрессовать на втулку опорную шайбу 9 пружины (см. рис. 10) и развернуть внутренний диаметр втулки до получения номинального размера 6,992...7,020 мм;
проверить прямолинейность отверстия во втулке оправкой диаметром 6,977± 0,002 мм. Оправка должна свободно проходить на всю длину втулки. Отверстие должно иметь блестящую поверхность без кольцевых рисок и задиров.
Шлифовка фасок головок клапанов. Если на фасках головок клапанов имеются значительная выработка,
раковины, небольшие участки прогара или другие повреждения, нарушающие плотность посадки клапанов к седлам, то для удаления их необходимо прошлифовать фаски. Следы точечной эрозии на рабочей фаске не яв- ляются основанием для шлифовки клапанов, если они не нарушают уплотнения.
Рабочие фаски клапанов шлифуют на специальных шлифовальных станках или на универсальном оборудо- вании с помощью суппортно-шлифовального приспособления под углом 45° к оси стержня. При шлифовании снимают минимальное количество металла, необходимое для того, чтобы вывести изъян.
После шлифования фаски необходимо проверить высоту цилиндрическогопояска головки клапанов: если эта высота окажется меньше 0,3 мм, то клапан следует заменить; при обнаружении погнутости стержня клапана его также следует заменить.
Проверяется также концентричность рабочей фаски клапана относительно его стержня на приспособлении с
индикаторными головками (рис. 62). Взаимное биение поверхности фаски относительно стержня клапана должно быть не более 0,025 мм.
Шлифовка фасок седел клапанов. Эту операцию выполняют при замене направляющих втулок клапана, а также при износе фасок и для восстановления концентричности фасок относительно отверстий в направляющих втулках.
Рис. 61. Оправка для запр.сссовки направляющих втулок клапанов:
1 — оправка; 2 — направляющая втулка клапана; 3 — направляющий штифт
Седла впускных и выпускных клапанов изготовлены из специального чугуна высокой твердости, поэтому их обрабатывают только шлифованием. Для шлифования применяют шлифовальную машинку с электриче-


. Рис. 62. Проверка клапана на концентричность рабочей фаски головки и стержня:
 1 - плита; 2 - призма; 3 - держатели; 4 — шарик; 5 - стойка; 6,7 -индикаторы
1 - плита; 2 - призма; 3 - держатели; 4 — шарик; 5 - стойка; 6,7 -индикаторы
Рис. 63, Шлифовка фаски седла клапана
Рис. 64. Приспособление для проверки концентричности фаски седла клапана оси направляющей втулки: 1
— шариковая головка; 2 — вращающаяся муфта; 3 - держатель; 4 - оправка; 5 - индикаторная головка
ским приводом (рис. 63). Машинка должна быть снабжена набором абразивных кругов с конусами 60, 90,
120°, наружным диаметром 27...28 мм и набором специальных оправок, вставляемых в отверстия направ-
ляющих втулок, и приспособлением для правки абразивных кругов.
Перед шлифовкой фаски нужно подобрать оправку, которая должна плотно входить в отверстие втулки. Шлифованный камень заправить под углом 89° ± 30'. Шлифование седла следует вести до тех пор, пока инст- румент не начнет снимать металл равномерно по всей окружности. При этом следует избегать излишнего съе-
'ма металла.
Концентричность шлифованной фаски седла клапана и оси направляющей втулки проверяют приспособлением с индикаторной головкой (рис. 64). Биение фасок седел впускных и выпускных клапанов должно быть не более 0,05 мм. При отсутствии приспособления можно ограничиться проверкой прилегания фаски клапана к седлу по краске.
После проверки концентричности нужно проверить ширину и место расположения на фаске поверхности
соприкосновения головки клапана с седлом. Для этого необходимо нанести на седло клапана тонкий слой кра- ски (смесь масла с лазурью или ультрамарином), вставить клапан в его направляющую втулку и, прижимая к седлу, провернуть его. Поясок краски на рабочей фаске клапана должен располагаться посередине равномерно по всей окружности, а ширина пояска должна быть 1,2...1,8 мм для впускных и 1,4...2,0 мм для выпускных клапанов. Если указанные требования не выполнены, необходимо прошлифовать дополнительно седло клапана. При этом абразивный инструмент должен иметь угол 60 или 120° в зависимости от того, куда требуется сместить рабочую фаску седла клапана (рис. 65).
Замена седла клапана. При обнаружении ослабления посадки седла клапана, трещин или значительных обга- ров седло подлежит замене. Седло вынимают вырезанием на станке или частями после преднамеренного обло- ма. Перед установкой нового седла следует зачистить гнездо от забоин и тщательно протереть. Нагреть головку цилиндров до температуры 190...210° С. Седло нужно установить на головку так, чтобы фаска на наруж-
 При притирке клапанов не следует снимать с рабочих фасок клапанов и седел слишком много металла,
При притирке клапанов не следует снимать с рабочих фасок клапанов и седел слишком много металла,

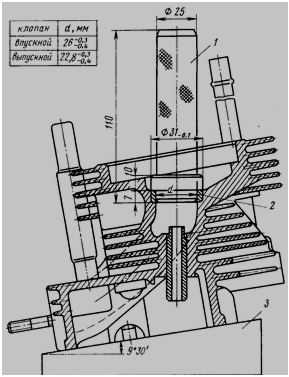 Рис. 65. Углы шлифовки седла клапана: А — ширина фаски седла для впускных 1,2...1,8 мм и 1,4... 2,0 мм для выпускных клапанов
Рис. 65. Углы шлифовки седла клапана: А — ширина фаски седла для впускных 1,2...1,8 мм и 1,4... 2,0 мм для выпускных клапанов
Рис. 66. Оправка для запрессовки седла клапана: 1 — оправка; 2 — седло клапана; 3 — подставка
ном диаметре седла была направлена к направляющей втулки клапана, и запрессовать его до упора оправкой (рис. 66) с диаметром направляющей части 261°'^ мм для седла впускного клапана и 22,81^ мм для 'седла выпускного клапана. После запрессовки седло следует зачеканить по контуру оправкой {рис. 67) и прошли- фовать на нем фаску, как описано в предыдущем разделе.
Притирка клапанов к седлам. Для обеспечения герметичности при шлифовке рабочих фасок клапанов или
седел, при замене направляющей втулки или при незначительных износах седел и головок клапанов клапаны притирают к седлам. Эту операцию нужно выполнять в следующем порядке:
нанести на фаску головки клапана тонкий слой притирочной пасты, приготовленной в виде смеси мелкого шлифовального порошка (шлифпорошок электроко-рунд М14) с маслом для двигателя;
смазать стержень клапана маслом, установить его в направляющую втулку и закрепить в приспособлении
(рис. 68);
вращая клапан поочередно в обе стороны, слегка прижимать к седлу.
Рис. 67. Оправка для зачекаяки седла клапана: 1 — корпус; 2 — штифт; 3 — вставка; 4 — подставка
так как это сокращает число ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы.
К концу притирки нужно уменьшить содержание шлифовального порошка в притирочной пасте, а с мо- мента, когда притираемые поверхности станут гладкими и примут ровный серый цвет, притирку вести только на масле. Внешним признаком удовлетворительной притирки является замкнутый поясок одинакового матово- серого цвета на рабочих поверхностях головки клапана и его седла. Ширина пояска должна быть 1,2... 1,8 мм для впускных и 1,4...2,0 мм для выпускных клапанов.
После притирки необходимо тщательно промыть клапаны и седла от притирочной пасты и проверить, не попила ли она на рабочую поверхность направляющих втулок, так как паста может привести к интенсивному износу направляющих втулок и стержней клапанов.
Для проверки герметичности клапанов необходимо собрать клапанный механизм и залить керосин во впу-
скные и выпускные полости головки цилиндров. При выдержке в течение 3 мин пропуск керосина через кла-
паны не допускается. В случае пропуска керосина притирку следует повторить.
Проверка состояния клапанных пружин. Для проверим измеряют длину пружины в свободном состоянии:и ее упругость (рис. 69).
Кроме того, следует проверить перпендикулярность оси пружины к опорному витку, для чего установить
угольник на плиту и вплотную приставить к нему пружину, наибольшее расстояние верхнего витка до ребра угольника не должно быть более 1,4 мм. Если упругость пружины или ее длина меньше, чем указанные (см. рис. 68) на 5 % и более, пружину нужно заменить.
Если после шлифовки клапана и седла стержень клапана выступает настолько, что длина установленной
пружины при закрытом клапане будет более 36 мм, то под пружину нужно установить дополнительную шайбу: тем, чтобы длина пружины при собранном клапанном механизме была в пределах 34...35 мм. В этом случае забочая упругость пружины будет восстановлена (рас-1етная величина длины пружины при закрытом клапане оставляет 33,03...35,07 мм).

 Рис. 68. Приспособление для притирки клапанов: 1 - зажим; 2 — оправка; 3 — клапан ^—
Рис. 68. Приспособление для притирки клапанов: 1 - зажим; 2 — оправка; 3 — клапан ^—
заглушку ударами молотка по оправке;
собрать коромысла клапанов с валиком, смазав рабочие поверхности маслом для двигателя и обратив внимание на правильное расположение коромысел клапанов.
Проверка состояния толкателей клапанов в их штанг. Дпя этого следует:
вынутые толкатели промыть, протереть и тщательно осмотреть. Толкатели, имеющие на торцах, соприкасающихся с кулачками распределительного вала, лучевые задиры, износ или выкрашивание поверхности, должны быть заменены новыми с тем, чтобы избежать в последующем повышенного износа кулачков распределительного вала. Если на хорошо приработавшемся торце толкателя имеются только точечные следы выкрашиваний, такой толкатель заменять не рекомендуется;
проверить состояние выпуклой сферической поверхности толкателей, работающих по сфере наконечников штанг. Они должны иметь нормально приработанную поверхность, без задиров, негодные толкатели заменить;
проверить прямолинейность штанг, состояние сферических поверхностей наконечников и длину от сфер впадины и выступа, которая должна быть не менее 165,15 мм;
после проверки толкателей клапанов и штанг установить их по ранее намеченным меткам; при монтаже
обратить внимание на правильность установки толкателей выпускных клапанов первого и третьего цилиндров.
В процессе эксплуатации от естественного старения теряют эластичные свойства резиновые уплотнители кожухов штанг и сливных трубок. При затвердевании, наличии остаточной деформации, надрывов или трещин уплотнители следует заменить.
Проверка состояния распределительного и балансир-ного валов. Для проверки необходимо:
тщательно промытый и насухо протертый распределительный вал проверить по состоянию опорных шеек и кулачков. Замерить опорные шейки, определить зазоры и сравнить с данными, приведенными в прил. 2;
замерить кулачки распределительного вала по наибольшему и наименьшему профилю, при незначительном износе вершин кулачков заполировать их, в противном случае возможен ускоренный износ торцов даже новых
толкателей. Если разность наибольшего и наименьшего размеров профиля хотя бы у одного из кулачков меньше 5,1 мм, вал заменить. В запасные части поставляются распределительный вал в сборе с шестерней распределительного вала и втулкой противовеса:
при установке нового распределительного вала или ведомой шестерни проверить зазоры в зацеплении ше-
стерни привода распределения, как описано в разд. "Снятие и установка распределительного вала и балан-
сирного механизма с двигателя, снятого с автомобиля";
в случае ослабления крепления шестерни распределительного вала к фланцу расклепать заклепки и прос- верлить еще три отверстия диаметром 6 мм. Эти отверстия затем развернуть разверткой до размера 6,1_ мм и установить в них три заклепки 6х20 мм. Головки вновь установленных заклепок не должны быть выше старых;
 при необходимости замены шестерни распределительного вала вследствие повышенного износа, скола
при необходимости замены шестерни распределительного вала вследствие повышенного износа, скола
Рис. 69. Упругость пружины клапана Материал — проволока
51ХФА-А-П-ХН-3,5;твердость HRC 42...50;А=20,4р^З
Проверка состояния наконечников клапанов. При разборке необходимо проверить наконечники стержней клапанов на отсутствие повышенного износа и трещин, нормальную (до упора) посадку на стержни выпускных клапанов.
При наличии повреждений на поверхности наконечника с носком коромысла его следует заменить. Уста-
навливая новый наконечник, нужно проверить прилегание его по плоскости торца стержня выпускного клапа-
на.
Проверка состояния коромысел клапанов и их валиков. Перед разборкой рекомендуется пометить коро-
мысла с тем, чтобы при сборке установить их на прежнее место. Затем следует:
1 п £ вынуть шплинт 8 из кольцевой проточки на конце валика, снять шайбы 6, коромысла, втулки и пружины (см. рис. 16), промыть и протереть детали;
проверить чистоту рабочих поверхностей, незначительные натиры зачистить (следы приработки на рабочих поверхностях носков коромысел зачищать не рекомендуется);
прочистить и продуть сжатым воздухом отверстия подвода масла на валиках, коромыслах и регулировочных винтах;
проверить посадку коромысел на валике. При подозрении на повышенный зазор измерить диаметр от-
верстия в коромысле и валик на участках качения коромысел (размеры деталей и предельный зазор указаны в-
прил. 2);
проверить регулировочные винты на отсутствие повышенного износа сферической опорной поверхности и шатания в резьбовом соединении с коромыслом. При необходимости изношенные винты заменить;
осмотреть гайки регулировочных винтов, при нарушении резьбы или смятых гранях гайки заменить;
проверить плотность посадки торцевых заглушек валиков коромысел, при обнаружении неплотности обжать
Рис. 70. Расточка шестерни распределительного вала под ремонтную втулку:
1 - шастерня распределительного вала; 2 - ремонтная втулка (материал АЖ9-4); 3 — отремонтированная шестерня; В — отверстие диаметром 2,9 мм в шестерне и втулке сверлить совместно и поставить штифт диаметром 3х8 мм
зубьев или других дефектов старые заклепки срезать i проверить состояние фланца распределительного вала
забоины и заусенцы зачистить. При деформации отвер стий под заклепки их рассверлить на диаметр 7 мм, раз вернуть вместе с новой шестерней и соединить новым1 заклепками 7 мм. Положение метки на шестерне (дл? совмещения с шестерней на коленчатом валу) относи тельно профиля кулачков распределительного валг обеспечивается за счет асимметричного расположения отверстий под заклепки (рис. 70);
проверить состояние поверхности зубьев шестерня распределительного вала (как работавшей, так и ново{ в случае замены). Даже незначительные заусенцы и за боины на зубьях вызывают повышенный шум в работе зацепления. Обнаруженные забоины и заусенцы тща тельно зачистить;
при повышенном износе опор балансирного валг восстановить монтажный зазор (см. прил. 2) установкой втулок. Для этого расточить шестерню (см. рис. 70). нагреть распределительный вал с шестерней до темпе-
ратуры 100...120 °С, запрессовать втулки до упора. подрезать торцы втулок и расточить в окончательный размер. Рабочие поверхности деталей балансирного механизма (см. рис. 14) не должны иметь задиров или прихватов. Зацепление шестерни привода балансирного вала проверить, как описано в разд. "Снятие и установ- ка распределительного вала и балансирного механизма с двигателя, снятого с автомобиля".
Детали балансирного механизма балансируют статически в комплекте, показанном на рис. 14. Дисбаланс не
должен превышать 2,5 кг-см. При необходимости замены одной из деталей (кроме болта и сухаря) меняется весь комплект.
Ремонт системы смазки
Ремонт системы смазки заключается главным образом в устранении течи, в обнаружении и ликвидации
причин падения давления в системе смазки, в проверке состояния узлов и элементов системы смазки при пол-
ной разборке двигателя.
Оглавление I
1лава1 ДВИГАТЕЛЬ
Конструктивные осооеннос1идыи1а1ел»..••••^• •••••••• а Кривошипно-шатунный и газораспределительный механизм. з i Система смазки............•••• •••••••• ••••••••-20 Система вентиляции картера........................26
Система охлаждения и терморегулирования.............26 Система питания................................32 Стартер.
.........................••........... 38 Определение технического состояния двигателя..........42 Определение тяговых качеств автомобиля..............44 Проверка экономических качеств автомобиля...........45 Определение расхода масла............ •••••• •••••• 46 Проверка компрессии в цилиндрах двигателя...........47 Проверка технического состояния двигателя по шумности
в работе.................••••••••......••• 4^ Проверка технического состояния стартера.............52 Ремонт двигателя
...............-.....- • ••""" ^ Снятие и установка силового агрегата................•&& Разборка и сборка двигателя
...........••••...... ^-5° Особенности снятия и установка некоторых узлов и деталей
двигателя...........................•••••-65 Ремонт кривошипно-шатунного механизма.............79 Ремонт газораспределительного и балансирного
механизмов................-••...-••...... 95 Ремонт системы смазки..............••••••-•••••• ^^ Ремонт системы охлаждения........................ 1^ Ремонт системы питания..............•••••••••••• 1^ Ремонт стартера.
.................••••••••••••••• ^^ Приработка двигателя...............•••••••••••••
Глава 2 СЦЕПЛЕНИЕ
Конструктивные особенности сцепления...............135 Ремонт сцепления...............................141
ГлаваЗ
КОРОБКА ПЕРЕДАЧ И ГЛАВНАЯ ПЕРЕДАЧА С ДИФФЕРЕНЦИАЛОМ Конструктивные особенности коробки передач и главной
передачи с дифференциалом................•••• 150 Ремонт коробки передач и главной передачи с дифференциалом.
Приложения.: •. • 1. Возможные неисправности силового агрегата, их причины и способы устранения.......................\. 173 " Нпминапм^ыервчмерьт пррпртьньтричногы чазоры и натяги ' в основных сопряжениях....................... 185
3. Применяемые масла и смазки...........'.......... 201
4. Момент затяжки резьбовых соединений.............. 201
5. Основные данные для регулировки и контроля и заправочные емкости...............................".. •' 2в2
&. Перечень подшипников и манжет, установленных на силовом агрегате......'.........:..................... 208 7.
Установка двигателя МеМЗ-966Г в Роторные отсеки автомобилей ЗАЗ-966,-965 различных модификаций........... 20,5 Список литературы.............................. 207
Производственное издание,
СтрюкНиколай Николаевич
Автомобили "Запорожец": силовые агрегаты МеМЗ^ббВ, -966Г
Технический редактор Н. И. Первом. Корректор-
вычитчик С. М- Лобова " Корректор^/. В.
Каткова' ИБ №3573
Подписано в печать 19.08.87.Т- 00655. Формат^84х108 1/32. Бум. офсетная №1. Гарнитура






