

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Оснащения врачебно-сестринской бригады.
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Tool Change Lathe [Смена инструмента в токарном режиме]
Этот меню позволяет Вам задать параметры, которые относятся к смене инструмента в токарном режиме.
M Code [М код]
Этот М код можно использовать в любых кадрах, в которых это необходимо. Заметьте, что, когда Вы изменяете значение одного из М кодов его значение изменяется и в других кадрах.
Tool Change [Смена инструмента]
Задает М код который используется для индекса или револьвера. Вы должны разместить кадр, содержащий М код в событии смены инструмента в последовательности начала операции. По умолчанию М код помещается в событии смены инструмента.
Primary Turret [Основной револьвер]
Задает М код, который выбирает для работы основной револьвер станка, если у станка имеется больше чем один револьвер. По умолчанию этот код не выводится. Вы должны разместить этот код в кадре смены инструмента в последовательности операций.
Secondary Turret [Вспомогательный револьвер]
Задает М код, который выбирает для работы вспомогательный револьвер станка, если у станка имеется больше чем один револьвер. По умолчанию этот код не выводится. Вы должны разместить этот код в кадре смены инструмента в последовательности операций.
Tool Number [Номер инструмента]
Minimum [Минимум]
Задает минимальный номер инструмента, который использует данный станок.
Maximum [Максимум]
Задает максимальный номер инструмента, который использует данный станок.
T Code [Т код]
Primary tool index [Индекс основного инструмента]
Задает целое число, которое система может выводить с номером инструмента и корректировать номер регистра для основного револьвера станка.
Secondary tool index [Интекс вспомогательного инструмента]
Задает целое число, которое система может выводить с номером инструмента и корректировать номер регистра для вспомогательного револьвера станка.
|
|
Time [Время]
В это поле Вы вводите время которое необходимо добавить к каждой смене инструмента.
Если Вы выбирает клавишу Tool Code Configure [Конфигурация вывода кода инструмента], Вы можете задать, как система форматирует номер позиции в револьвере, номер инструмента и номер регистра коррекции длины. Обратите внимание, что система отображает текущий формат в верхней части меню. Заметьте, что Вы должны обеспечить, чтобы количество разрядов, заданное в вашем слове было достаточно для вывода кода инструмента и кода коррекции. Следующие форматы и соответствующие опции доступны:
| T01 | Только номер инструмента |
| T0102 | Номер инструмента и номер регистра коррекции длины |
| T11 | Номер регистра коррекции длины и номер инструмента |
| T1102 | Номер регистра коррекции длины, номер инструмента и номер коррекции длины |
Feedrates Lathe [Подачи в токарном режиме]
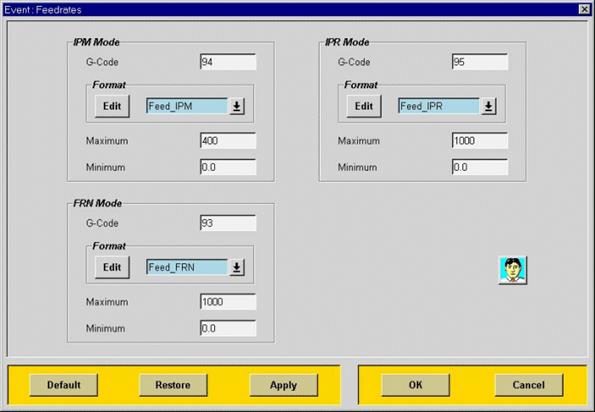
Этот меню позволяет Вам задать как система задает коды управления подачами для токарных станков. Вы можете задать способ програмирования подачи с помощью G кодов, которые определяют режим задания подачи (IPM, IPR) который используется на токарном станке. Для G кодов способа задания подачи слово должно быть включено в каждый кадр перемещения. Заданные по умолчанию постпроцессоры для токарных станков включают это как основную функциональность. Вы может также задать формат и максимальное и минимальное значение подачи, которое используется в пределах каждого способа. Для получения более подробные информации о том, как задать и изменить форматы. см. раздел format [форматы]. Постпроцессор также выдает предупреждение, если значение IPR и текущее значение частоты вращения шпинделя превышают максимально допустимое значение, или меньше минимального.
По умолчанию постпроцессор использует способ задания подачи IPR, когда Вы задает IPR подачу для заданного перемещения и выводите режим IPM. Команда которая управляет этой функцией это команда SET/MODE. SET/MODE,OFF - это заданный по умолчанию режим и этот режим соответствует заданному режиму вывода подачи в операции для заданного перемещения. SET/MODE,IPM указывает, что подача постоянно выводится в режиме IPM. Аналогично команда SET/MODE,IPR указывает, что все подачи выводятся в IPR режиме, независимо от того как они заданы в операции. Вы может также получить подачу во времени отработки кадра (FRN), задавая команду SET/MODE,INVERS.
|
|
Delay Lathe [Задержка в токарном режиме]
Этот меню задает вывод для того, чтобы задать задержку по времени на вашем токарном станке. Вы можете задать G код для вывода задержки в секундах или для вывода задержки в оборотах и формата кода задержки в секундах и оборотах. Вам имеет следующие опции для режима вывода задержки.
| Seconds Only [Только секунды] | этот режим будет использовать только G код в секундах и формат вывода секунд для всех случаев вывода задержки this mode will only use the seconds G-code and seconds format for all dwell output |
| Revolutions Only [Только обороты] | этот режим будет использовать только G код в оборотах и формат вывода оборотов для всех случаев вывода задержки |
| Depends On Feedrate [В зависимости от подачи] | этот режим будет использовать G код задержки в секундах и формат секунд, когда подача задается в режиме IPM и будет использовать G код задержки в оборотах когда подача задается в режиме IPR для вывода задержки |
Wire EDM Specific [События для проволочной ЭЭ обработки]
Thread Wire [Заправка проволоки]
Это событие происходит, когда система встречает команду LOAD/WIRE. По умолчанию вывод генератора постпроцессоров М код с заданным кодом заправки проволоки.
Cut Wire [Обрезка проволоки]
Это событие происходит, когда система встречает команду UNLOAD/WIRE. По умолчанию вывод генератора постпроцессоров М код с заданным кодом обрезки проволоки.
Wire Guides [Направляющие проволоки]
Это событие происходит в начале операции, чтобы задать позицию верхних и нижних направляющих проволоки. Вы можете задать начальную постпроцессорную команду SET/Upper, z1, LOWER, z2, чтобы задать позиции. Z1 и z2 - числа задающие позиции верхний и нижний направляющей.
Delay [Задержка]
Этот маркер события позволяет Вам задать вывод G кода задержки в траекторию инструмента когда задается команда Delay в траектории.
Feed Rate [Подача]
Это меню позволяет Вам задать максимальную и минимальную подачу допустимую на вашем проволочном ЭЭ станке. Подача не используется на большинстве станков ЭЭО. Необходимость вывода и формат подачи изменяются в зависимости от конкретной системы ЧПУ.
|
|
Flushing On [Прокачка включена]
Это событие происходит, когда Вы задаете команду FLUSH/ON.
Flushing Off [Прокачка выключена]
Это событие происходит, когда Вы задаете команду FLUSH/OFF.
Power On [Генератор выключен]
Это событие происходит, когда Вы задаете командуPOWER/ON.
Power Off [Генератор включен]
Это событие происходит, когда Вы задаете команду POWER/OFF.
Перемещения
Motion [Перемещения]
Меню Перемещения описывает, как Ваш постпроцессор обрабатывает записи GOTO в траектории инструмента. Система генерирует несколько типов перемещений, некоторые из которых поддерживаются большинством систем управления. Событие ускоренного перемещения обрабатывает все перемещения которые генерирует система и которые содержит скорость подачи равную нулю. Это включает отвод, подход, отход, возврат, ускоренное пермещение и перемещение перехода. Если в этих типах подачи встречается перемещение которое имеет ненулевую скорость подачи, система использует событие Linear Move [Линейного перемещения]. Система использует событие Linear Move [Линейного перемещения] для всех типов перемещния резания. Они включают резание, врезание, первый рез, перемещение по шагу и боковое резание. Все круговые перемещения управляются событием кругового перемещения. Заметьте что событие нарезания резьбы обычно состоит из линейного перемещения (погружение), перемещения нарезания резьбы(Lathe Thread Move [Перемещения нарезания резьбы на токарном станке]), перемещения отвода (линейное или ускоренное в зависимости от заданной подачи) и перемещения перехода (линейное или ускоренное в зависимости от заданной подачи). Несколько событий задаваемых пользователем (GOHOME и RETRCT) также генерируют перемещения. Они используют событие ускоренного перемещения для вывода. Событие Nurbs будут добавлены в следующих версиях генератора постпроцессоров.
Меню перемещения содержит коды такие как S, M03, M08, G41, G17 и D. При этом система выводит эти коды в кадре перемещения. Система выводит эти коды, только если данные изменяются или они являются немодальными. События задаваемые пользователем (COOLNT/FLOOD) указывает включить подачу СОЖ. Это событие происходит или перед началом операции или в начальных постпроцессорных командах, в зависимости от того как событие было задано. Команда включения СОЖ выводится в первом кадре программы G01 перед началом резания. Это самый правильный метод. См. раздел Machine Control [Управление станком] для получения более подробной информации о рекомандованных методах вывода информации для управления станком.
|
|
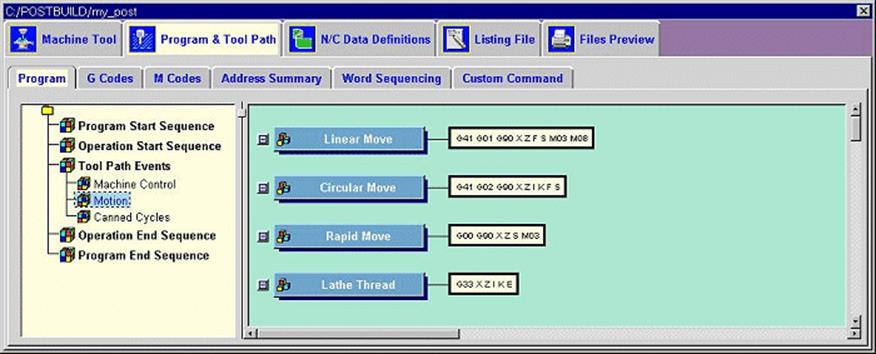
Меню Перемещения отображает кадры, которые выводятся для каждых из типов перемещения для токарного станка. Вы можете выбрать одну из синих клавиш для редактирования выбранного события перемещения.
Linear Move [Линейное перемещение]
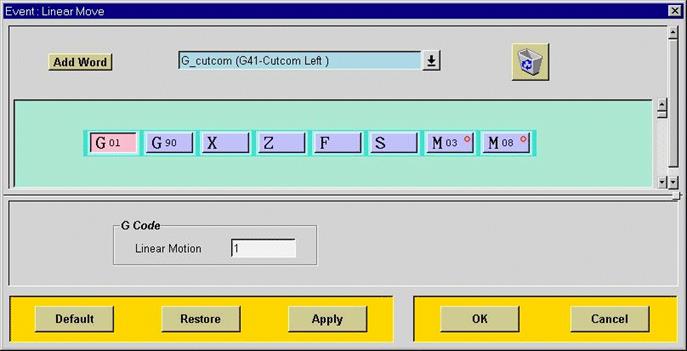
Используйте это меню, для задания вывода линейного перемещения. Вы можете изменить G код линейного перемещения в этом меню. В этом меню Вы может добавить дополнительные кадры или слова в кадр перемещения. Если Вы хотите выводить код F перед кадром перемещения, просто переместите слово F, в кадр выше кадра перемещения.
Circular Move [Круговое перемещение]
Меню описания события Круговое перемещение позволяет Вам задать параметры и кадры для вывода окружностей. Это меню позволяет Вам задать G код (по часовой стрелке или против часовой стрелки), который система выводит в кадре перемещения по окружности. Если Вы должны выводить G02 или G03 в каждом кадре, тогда нажмите правую клавишу мышки на слове G02 и установите опцию постоянного вывода. Вы может сделать это с любым словом в любом маркере генератора постпроцессоров.
Вы можете задать вывод полной окружности или вывод только по границам квадранта. С выводом полной окружности Вы получаете кадр задания окружности для каждых 360 градусов окружности. Если входной файл имеет лкружность, который имеет 400 градусов, Вы получите один кадр на 360 градусов и второй с конечной точкой на 400 градусах. Если Вы устанавливаете вывод окружности по границам квадранта, Вы получаете кадр окружности для каждой границы квадранта и второй кадр окружности с конечной точкой. Заметьте, что Вы используете тот же самый кадр события для вывода каждого квадранта.
Вы можете также задать минимальный и максимальный радиус, который система выводит как дуги окружности. Если встречается оуркжность которая имеет радиус, меньше чем минимум или больше чем максимум, система аппроксимируют окружность линейными шагами, используя допуск заданный в окружности.
Меню для задания перемещения по окружности имеет дополнительную возможность задать допустимые плоскости вывода окружностей. Вы можете задать, что Вы хотите выводить окружности только в плоскости XY, только в плоскости YZ, только в плоскости ZX или во всех трех плоскостях.
|
|
Вы можете также задать, как система задает центр окружности. Опции в меню задают задают как система выводит слова I и K. Если Вы должны выводить вместо значений I и K програмировать радиус, Вы можете найти адрес R в списке адресов как показано выше. Опустите стрелку, пока Вы не увидите слово правой стороны и выбирите опцию Радиус дуги. Теперь добавьте слово с правой стороны в ваш кадр. Если Вы не нуждается в выводе адресов I и K, то удалите I и K и поместите их в мусорную корзину.
Если Вы вручную изменяете выражение в I, J или K словах, система сохраняет редактирование и использует настройкив меню задания центра окружности. Чтобы исправить слово в желательном формате, установите опцию задания центра окружности в нужную опцию, нажмите правую клавишу мышки на адресе и выберите опцию Change Element [Сменить элемент]. Выберите опцию центра дуги из списка. Теперь Вы можете снова задать параметры вывода для слова который будет правильным. Если опция недоступна, то это уже установлено правильно.
Rapid Move [Ускоренное перемещение]
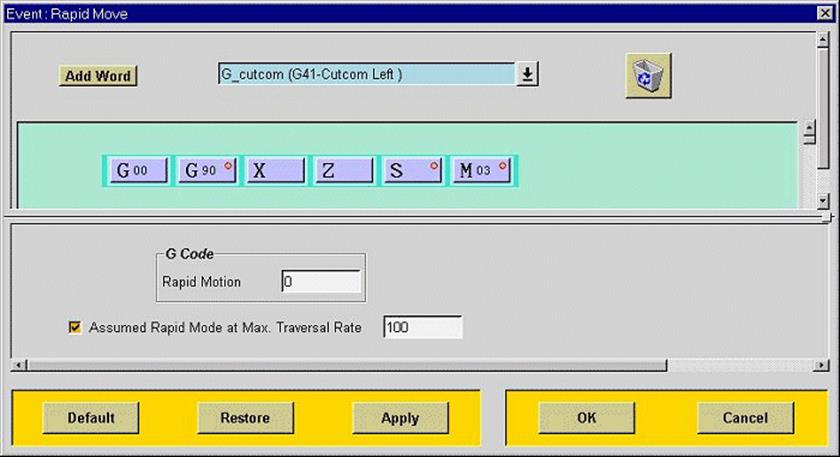
Этот меню задает G код и вывод для события ускоренного перемещения. Система использует этот шаблон для всех ускоренных перемещений в вашем постпроцессоре. Эти маркеры события, используются для всех перемещений без резания. Дополнительно Вы можете задать подачу с которой система выводит ваше линейное перемещение, используя ускоренное перемещение.
Work Plane Change [Смена рабочей плоскости]
При задании вывода кадров ускоренного перемещения Вы можете выводить все три линейне оси в одном кадре, или Вы можете включить опцию смены рабочей плоскости и выводить ускоренное перемещение в двух кадрах. Если опция изменения рабочей плоскости включена, постпроцессор определяет где находится плоскость в которую должно происходить перемещение выше или ниже чем текущая рабочая плоскость. Если перемещение осуществляется вверх, постпроцессор будет выводить ускоренное перемещение двумя кадрами. Первый кадр выводит перемещение по оси шпинделя (обычно Z) и второй выводит перемещение в рабочей плоскости (обычно X и Y). Если перемещение осуществляется вниз, постпроцессор выводит сначала перемещение в рабочей плоскости, а затем перемещение по оси шпинделя.
Постпроцессор также выполнит изменения рабочей плоскости по осям шпинделя X или Y, когда соотвествующая угловая головка задана в кинематике постпроцессора.
Special Rapid Output [Вывод специальных кодов ускоренного перемещения]
Некоторое системы ЧПУ требует специальных кодов в кадре ускоренного перемещения. Например, система ЧПУ Bostomatic требует G01 и адреса R в кадре ускоренного перемещения. Чтобы сконфигурировать кадр ускоренного перемещения для этого случая, выполните следующие шаги:
1. Выберите адрес из ниспадающего меню и выберите слово Text [Текст].
2. Введите символ R.
3. Прибавьте слово к вашему кадру для ускоренного перемещения.
4. Перейдите в закладку G кодов и измените G код c 0 на 1 для ускоренного перемещения.
Другой пример это управление, которое требует F0 в дополнение к G00 в кадре ускоренного перемещения. Чтобы сконфигурировать этот кадр, выполните шаги описанные ниже:
1. Выберите из меню выбора адресов, адрес F и задаваемое пользователем выражение.
2. Введите значение 0.
3. Добавьте слово к Вашему кадру ускоренного перемещения.
Lathe Thread [Нарезание резьбы на токарном станке]
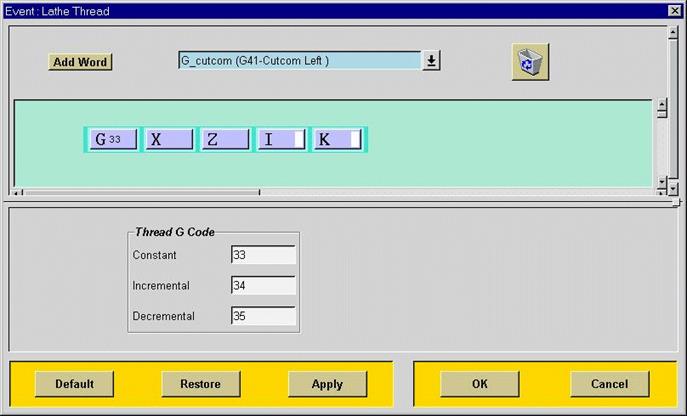
Меню события Lathe Thread [Нарезание резьбы на токарном станке] позволяет Вам задать вывод для одного прохода нарезания резьбы. Для нарезания резьбы на токарном станке система выводит кадр с G33 Z и K для радиальной резьбы и выводит кадр с G33 X и I для торцевой резьбы. Для конической резьбы система выводит кадр с G33 X Z I и K. Вы можете также установить G коды для того, чтобы увеличивать и уменьшать шаг резьбы.
Возможность цикла нарезания резьбы, который включает подачу, шаг, подходы и отходы в одном кадре цикла нарезания резьбы в настоящее время не доступна. Событие цикла нарезания резьбы еще не доступно в NX.
Встроенные циклы
Canned Cycles [Встроенные циклы]
Это меню позволяет Вам сконфигурировать вывод кадров встроенных циклов сверления. Генератор постпроцессоров позволяет Вам задать все параметры, необходимые для форматирования встроенных циклов для вашего станка. Основное меню встроенных циклов имеет несколько синих маркеров, которые позволяют Вам задать вывод встроенных циклов.
Cycle Parameters [Параметры циклов]
Маркер Общие параметры позволяет Вам задать параметры, которые используются а каждом цикле. Как только Вы задали режим подхода к отверстию, подачу на глубину и отвод от отверстия в меню Общих параметров, система применяет их ко всем встроенным циклам. Если Вы задаете встроенные циклы, с использованием кадра определения, за которым последует G79, это применяется для всех циклов. Вы можете отказатся от использования общих параметров в любом цикле, выбирая клавишу Настройка слева от каждого цикла. Как только Вы выбираете эту опцию, Вы можете создать этот цикл независимо.
Этот меню общих параметров позволяет Вам задать и отображать как встроенные циклы ведут себя. Вы может задать G код, который система использует в каждом встроенном цикле. Вы может также изменить их используя меню задания G кодов. Вы можете также задать как система выводит каждый элемент встроенного цикла. Некоторые циклы содержат приращение подачи (DEEP, BRKCHP), и другие могут иметь программированную задержку внизу отверстия (DRILL, DWELL; BORE, DWELL; BORE, MANUAL, DWELL). Инструмент может выводится из цикла на рабочей или ускоренной подачи в зависимости от цикла. После того, как система завершает выполнение цикла, Вы можете программировать дополнительный отвод на плоскость RTRCTO. Следующие опции могут быть установлены как общие параметры: Cycle Start [Начало цикла], Rapid To [Ускоренное перемещение до], Retract To [Отвод до], Feed To [Подача до], Cycle Plane Control [Управление плоскостью цикла] и Additional Cycle Parameters [Дополнительные параметры циклов].
Cycle Start [Начало цикла]
Большинство встроенных циклов задается и выполняется в одном кадре. Вы можете задать, как ваши гвстроенные циклы задаются и выполняются.
G81 X Y Z R F
Это заставляет просверлить отверстие в плоскости XY. Однако, некоторые системы ЧПУ требуют кадр определения и кадр выполнения (Кадр начала цикла).
G81 Z R F
G79 XY
Блок G79 указывает станку просверлить отверстие в плоскости XY. Если Вам необходим только кадр G79 XY, Вы можете удалить Z из кадра G79. Если Вам требуеся другой G код, Вам может изменить этот G код.
Rapid To [Ускоренное перемещение до]
Этот параметр позволяет Вам задать как в кадре встроенного цикла задается расстояние безопасности или RAPTO. В зависимости от того, как встроенные циклы сконфигурированы есть несколько опций, которые Вы можете выбрать.
· R
Значение по умолчанию и типичная настройка, которая выводит слово R в кадре встроенного цикла. Постпроцессор добавляет это расстояние по оси инструмента к верхней позиции отверстия.
· None [Нет]
Настройка None [Нет] для параметра Rapid To [Ускоренное перемещение до] помогает, если ваш станок использует управляющие кулачки или имеет ручное управление циклами сверления.
· Rapid Traverse & R [Ускоренное перемещение и R]
С опцией Rapid Traverse & R [Ускоренное перемещение и R] станок выполняет, позиционирование на ускоренной подаче в точку выше отверстие, и затем выполняет цикл сверления. Эта опция разделяет цикл на несколько кадров.
· Rapid [Ускоренное перемещение]
Используйте настройку Rapid [Ускоренное перемещение] для станков типа Bridgeport, которые не имеет слова R во встроенном цикле. Постпроцессор должен позиционировать инструмент в координату X, Y и Z выше отверстие на плоскости безопасности. Встроенный цикл имеет только подачу по оси Z.
Retract To [Отвод до]
Этот параметр задает, как ваш постпроцессор обрабатывает параметр RTRCTO в кадре встроенного цикла. Параметр RTRCTO, задает дополнительный выход инструмента после того, как встроенный цикл закончен. Позиция RTRCTO определяется добавляя параметр RTRCTO к верхней позиции отверстия по оси шпинделя. Следующие опции доступны в генераторе постпроцессоров для того, чтобы задать вывод этой опции.
· None [Нет]
Опция None [Нет], указывает системе игнорировать этот параметр. Постпроцессор предполагает, что встроеный цикл управляет этой функцией.
· K
Опция K выводит слово K в кадр встроенного цикла. Системы ЧПУ Kearney & Trecker в особенности используют эту опцию.
· G98/G99
Настройка G98/G99 включает код G98 или G99 в каждом кадре встроенного цикла. Системы ЧПУ Fanuc используют эту опцию, чтобы определить, повторяются ли отводы инструмента в плоскости R или в последнюю позицию Z перед встроенным циклом. Параметр RTRCTO,MANUAL указывает постпроцессору выводить G99 и параметр RTRCTO,AUTO указывает постпроцессору выводить G98.
· Rapid Spindle [Ускоренно вдоль оси шпинделя]
Настройка Rapid Spindle [Ускоренно вдоль оси шпинделя] заставляет постпроцессор выводить ускоренное перемещение по оси инструмента после каждого встроенного цикла в позицию отвода.
· Cycle Off then Rapid Spindle [Выключение цикла и затем Ускоренно вдоль оси шпинделя]
Настройка Cycle Off then Rapid Spindle [Выключение цикла и затем Ускоренно вдоль оси шпинделя] заставляет постпроцессор отменять встроенный цикл и затем выводить ускоренное перемещение по оси инструмента после каждого встроенного цикла в позицию отвода.
Feed To [Подача до]
Этот параметр позволяет Вам задать, как глубина встроенного цикла может быть сконфигурирована. Обычно в общем параметре циклов параметр глубины это слово Z.
Заданные по умолчанию значения для глубины это mom_cycle_feed_to_pos (2). Система вычисляет этот параметр как mom_pos (2) + mom_cycle_feed_to. Вы можете изменить выражение, которое вычисляет значение слова Z, используя шаги описанные ниже:
· Выберите слово Z, и нажмите правую клавишу мышки.
· Выберите опцию Change Element [Сменить элемент] и выберите Выражение задаваемое пользователем.
· Введите выражение, которое задает как расчитывается глубина в цикле.
Системы ЧПУ используют общие выражения для глубины отверстия, которые описаны ниже.
Absolute Depth [Абсолютная глубина]
$mom_cycle_feed_to_pos(2)
Incremental Depth from Top of Hole [Глубина в приращении от вершины отверстия]
$mom_cycle_feed_to
Incremental Depth from Clearance Plane [Глубина в приращении от плоскости безопасности]
$mom_cycle_feed_to - $mom_cycle_rapid_to
Positive Incremental Depth from Top of Hole [Положетельное приращение глубины от вершины отверстия]
abs($mom_cycle_feed_to)
Positive Incremental Depth from Clearance Plane [Положетельное приращение глубины от плоскости безопасности]
$mom_cycle_rapid_to - $mom_cycle_feed_to
Cycle Plane Control [Управление плоскостью цикла]
· None [Нет]
Постпроцессор автоматически не выводит команды G17, G18 или G19.
· G17/G18/G19
Постпроцессор выводит G17, G18 или G19 в кадре встроенного цикла.
Additional Cycle Parameters [Дополнительные параметры циклов]
Вы можете настроить каждый из типов цикла для вывода дополнительных слов. Например, цикл глубокого сверления может иметь дополнительные спецификаторы для шага, приращения шага и т.д. Заметьте, что параметр должен быть задан в вашем встроенном цикле для слова которое доступно. Вы можете выбрать это слово из меню выбора слов. Следующие адреса могут быть выбраны из меню выбора слов.
· cycle delay [Задержка в цикле]
Значение задержки в секундах. Эта переменная доступна в любом встроенном цикле со словом DWELL в нем.
· cycle_step [шаг цикла]
Это - шаг #1 в меню параметров цикла.
· cycle_step1 [шаг цикла 1]
Это - шаг #2 в меню параметров цикла.
Другой метод, который позволяет Вам использовать дополнительные слова, состоит в том, чтобы задать определяемое пользователем событие для инструмента или операции и использовать переменные mom, для задания парамеров встроенных циклов.
Cycle Plane Change [Смена плоскости цикла]
NX выводит событие (MOM_cycle_plane_change), которое позволяет Вам, обработать изменение рабочей плоскости цикла. Изменение рабочей плоскости происходит, когда следующее положение инструмента находится выше, относительно оси шпинделя чем текущая позиция. Система использует Изменение плоскости цикла для вывода дополнительного перемещения, если необходимо на более высокую плоскость прежде, чем выполняется следующий цикл. Вы можете выполнить кадр или вызвать команду пользователя при изменении рабочей плоскости цикла. Mom_variable, mom_cycle_clearance_pos задает позиции осей X, Y, Z.
Cycles [Циклы]
Cycle Off [Выключение цикла]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_off.
Drill [Сверление]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_drill_move.
Drill Dwell [Сверление с задержкой]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_drill_dwell_move.
Drill Deep [Глубокое сверление]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_drill_deep_move.
Drill Break Chip [Сверление с ломкой стружки]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_drill_break_chip_move.
Tap [Нарезание резьбы]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_tap_move.
Bore [Развертка]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_move event.
Bore Drag [Расточка]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_drag_move.
Bore Nodrag [Расточка с ориентацией шпинделя]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_nodrag_move.
Bore Manual [Расточка с ручным выводом]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_manual_move.
Bore Dwell [Расточка с задержкой]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_dwell_move.
Bore Back [Обратная расточка]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_back_move.
Bore Manual Dwell [Расточка с ручным выводом и задержкой]
Этот маркер позволяет Вам, задать что система выводит, когда происходит событие MOM_cycle_bore_manual_dwell_move.
Simulated Cycles [Симуляция циклов]
Для станков, которые не имеют встроенных циклов, Вы можете сделать следующее, чтобы выводить ваши циклы сверления командами перемещения на рабочей и ускореной подаче.
· В закладке Программа и траектория-> Команды задаваемые пользователем -> Импорт выберите команду задаваемую пользователем pb_cmd_simulated_cycles.tcl и нажмите OK.
· В закладке Программа и траектория-> Программа -> Траектория -> Встроенные циклы -> Общие параметры, для каждого цикла который Вы хотите имитировать, выберите клавишу Настройка.
· В закладке Программа и траектория-> Программа -> Траектория -> Встроенные циклы для каждого цикла который Вы хотите имитировать, выберите соответствующий маркер.
· Удалите все слова из меню события.
· В меню выбора слов выберите цикл, который соответствует событию. Этот цикл представлен в форме PB_CMD_sim_cycle_drill_move.
· Нажмите клавишу Add Word [Добавить слово] и переместите команду задаваемую пользователем в меню.
Команду задаваемую пользователем PB_CMD_initialize_spindle_axis можно измениться, если ось шпинделя в цикле не совпадает с положительным направлением оси Z.
Система генерирует имитацию циклов по оси шпинделя. Для того, чтобы вращать головку четыре и пяти координатных станков система выполняет циклы по оси инструмента.
Все перемещение выводятся в перемещении PB_CMD_linear_move.
Если Вы хотите настроить имититацию циклов, Вы может изменить любую из команд задаваемых пользователем в команде pb_cmd_simulated_cycles.tcl.
Operation End Sequence [Последовательность в конце операции]
Operation End Sequence [Последовательность в конце операции] позволяет Вам, задать какие кадры будут выводится в программу в конце каждой операции. Обычно это кадры типа возврата в исходное положение и выключения шпинделя или подачи СОЖ. Если Вы знаете, что Вам всегда выводите одни и те же кадры в конце операции, Вы может ввести их в эту последовательность вместо того, чтобы каждый раз задавать события задаваемые пользователем. Заметьте, что некоторые операции не имеют смены инструмента, и Вы можете выводить конечные кадры таких операции по-другому в зависимости от того, имеет ли следующая операция смены инструмента.
Mill and Lathe [Фрезерная и токарная обработка]
Return Move [Перемещение отвода]
Это событие происходит, только если Вы задаете пермещение отвода в разделе управления маневрированием в операции. Если Вы прикрепляет кадр к этому маркеру, система выводит этот кадр, только если Вы задали перемещение перемещение отвода в операции.
Gohome Move [Перемещение в точку Gohome]
Это событие происходит, только если Вы задали точку gohome в разделе управления маневрированием. Если Вы прикрепляете кадр к этому маркеру, система выводит этот кадр, только если Вы задали перемещение в точку gohome.
Wire EDM [Проволочная ЭЭО]
Lead Out Move [Перемещение отвода]
Это событие происходит только, когда Вы задаете перемещение отвода проволоки в операции.
End of Pass [Конец прохода]
Это событие происходит в конце каждого чернового или чистового прохода в проволочной ЭЭО в Unigraphics NX.
Gohome Move [Перемещение в точку Gohome]
Это событие происходит если Вы задали точку GOHOME в разделе управления маневрированием в операции проволочной ЭЭО.
End of Path [Конец траектории]
Это событие происходит в конце каждой траектории.
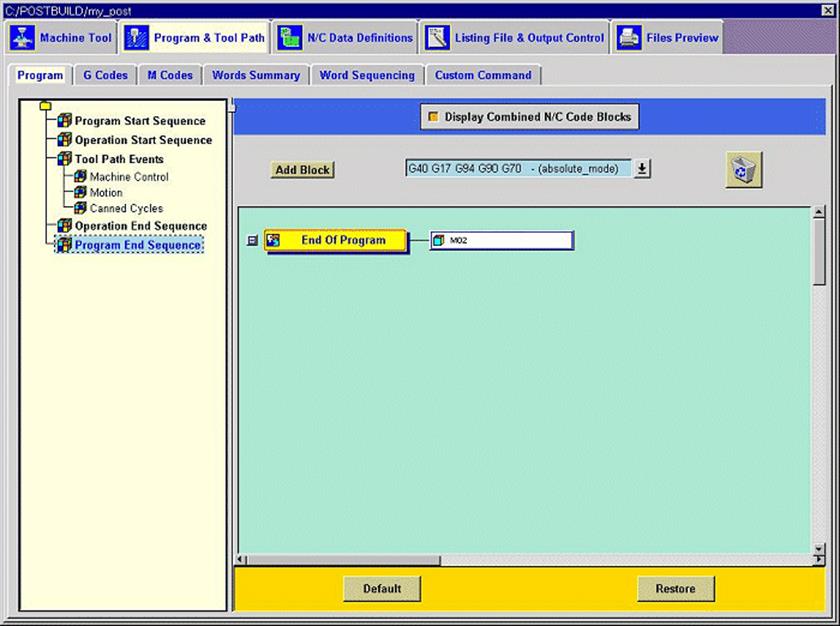
Program End Sequence [Последовательность в конце программы]
Это меню позволяет Вам задать вывод в конце каждой программы ЧПУ.
Заметьте, что события начало программы и конец программы должны выводится только однажды главным постпроцессором. Если Вы перезаписывает любое из этих событий вручную, сопряженный постпроцессор восстанавливает первоначально заданные события начала программы и конца программы.
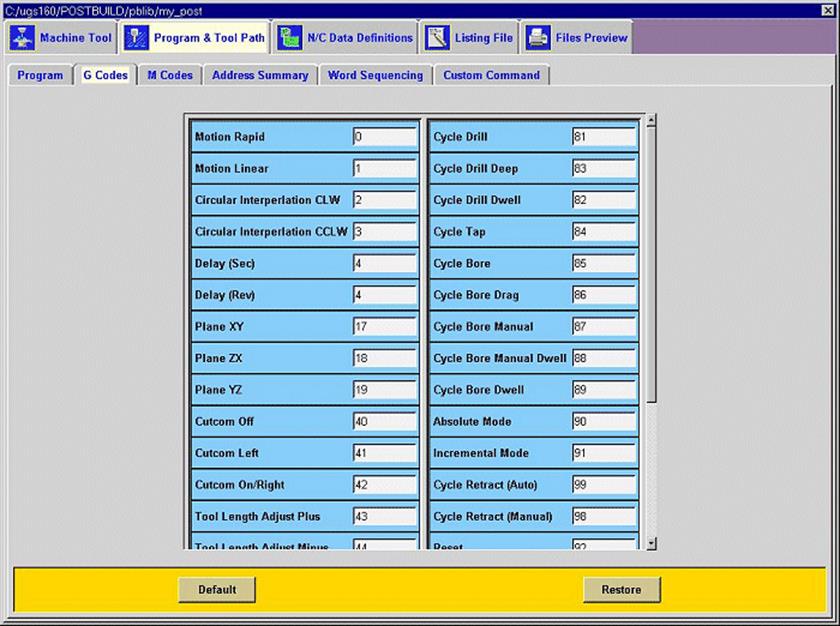
G Code Summary [Сводная таблица G кодов]
Этот раздел позволяет Вам задать G коды использованные везде в вашем постпроцессоре, чтобы управлять различными функциями станка. Изменяя G коды в этой таблице, система обновляет их глобально.
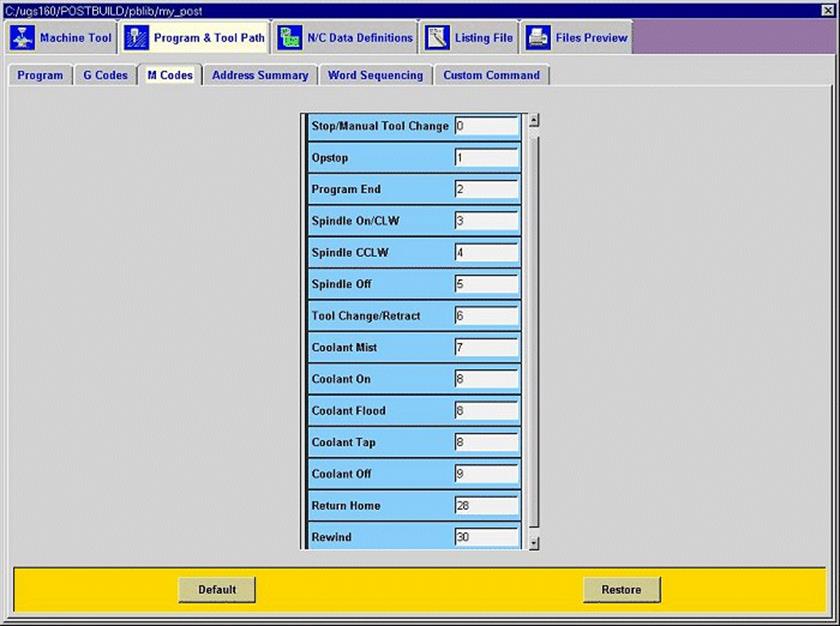
M Code Summary [Сводная таблица М кодов]
Этот раздел позволяет Вам задать М коды использованные везде в вашем постпроцессоре, чтобы управлять различными функциями станка. Изменяя М коды в этой таблице, система обновляет их глобально.
Address Summary [Сводная таблица адресов]
Этот меню позволяет Вам, задать выходные характеристики каждого из слов которые используются в Вашем постпроцессоре для вывода. Заметьте, что этот меню изменяет группы слов которые используют тот же самый формат. Этот меню позволяет Вам изменить формат. Если Вы хотите задать другой формат для одного из слов, Вы должны пойдти в раздел задания адресов в закладке Задание данных ЧПУ. Доступны следующие поля:
Address [Адрес]
Это поле содержит имя слова. Это имя - то же самое имя, которое Вы задаете в разделе задания адресов в закладке Задание данных ЧПУ.
Leader/Code [Лидер/Код]
Это поле позволяет Вам, изменить лидер для любого слова. Лидер это символ который предшествует числовой информации. Например, если слово - X12.345, то лидер - X. Вы может или ввести новый лидер или нажать правую клавишу мышки и выбрать из списка.
Data Type [Тип данных]
Тип данных может быть числовой или текстовый. Обычно весь код ЧПУ является числовым. Если Вам необходимо задавать текст, а это возникает в случае, когда Вы не может форматировать слово прямо в адресе, и значение подобно большинству кодов ЧПУ. Один пример этого, если Вы должны выводить G84.1 для цикла нарезания резьбы и G81 (без десятичной точки) для сверления. В этом случае Вы должны создать слово G_motion как текст и заменить все G коды на G81 вместо 81 и лидер G. Вы можете также войдти в меню формат в закладке Задание данных ЧПУ, чтобы изменить только G_motion слово на текст.
Plus (+) [Символ плюс (+)]
Эта опция позволяет Вам, выводить знак "плюс" для всех положительных чисел. Если Вы выключаете эту опцию Вы получаете на выходе X1.0. Если Вы включаете эту опцию, Вы получаете на выходе X+1.0. Вы всегда получаете на выходе знак "минус" для всех численных данных, если выводится отрицательное число.
Lead Zero [Ведущие нули]
Эта опция позволяет Вам, чтобы задать вывод ведущих нулей в вашей программе ЧПУ.
Integer [Целая часть]
Эта опция управляет количеством цифр которые выводятся слева от десятичной точки. Вы получает сообщение об ошибке, если Вы подавляете десятичную точку и не делает вывод ведущих или конечных нулей.
Decimal (.) [Десятичная точка (.)]
Эта опция управляет выводом десятичной точки. Вы получает сообщение об ошибке, если Вы подавляете десятичную точку и не делает вывод ведущих или конечных нулей.
Fraction [Дробная часть]
Эта опция определяет сколько цифр система выводит справа от десятичной точки.
Trail Zero [Конечные нули]
Опция позволяет Вам задать действительно ли конечные нули выводятся в выходной код ЧПУ.
Генератор постпроцессоров автоматически выводит нулевой формат, который является совместимым с выбранным Вами специальным форматом. Если Вы подавляете десятичную точку, ваш формат для вывода нулевых значений - M0. Если Вы выводите десятичную точку ваш нулевой формат X0.0. Если Вы хотите изменить вывод Вашим постпроцессором нулевых значений для координат, см. раздел zero option [опция вывода нуля] в разделе Задание данных ЧПУ.
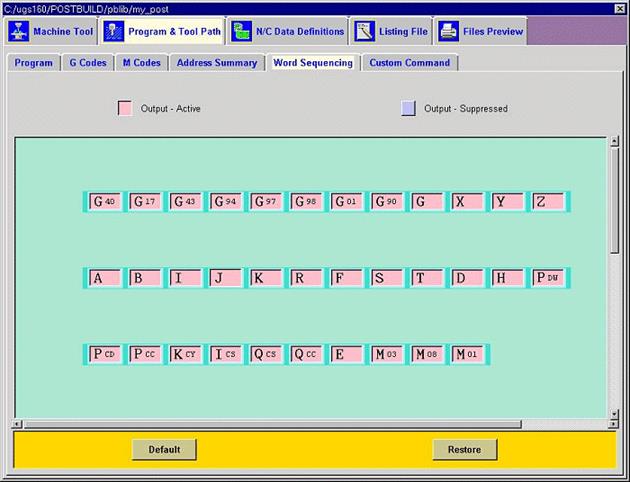
Word Sequencing [Последовательность вывода слов]
Это меню позволяет Вам задать порядок в котором система выводит все слова в вашем постпроцессоре. Система приводит в соответствие порядок вывода слов в этом меню везде в вашем постпроцессоре. Например, если Вы заменяет порядо вывода слов X и Y, это немедленно отражено у всех кадрах во всех событиях. Вы может также выбрать или полавлять активные слова. Выбор любого слова изменяет цвет его отображения с розового на синий, указывая, что это вывод слова подавлен. Если Справочная надпись активна, каждое слово отображает контекст того слова. По умолчанию, система использует код, чтобы отобразить слово. Например, слово G17 может быть также G18 или G19. В других случаях D или T в группе представляют регистр коррекции или регистр номера инструмента. Любое изменение лидера для слова отражается в этом меню.
В этом меню Вы может выполнить следующие функции:
Exchange Two Words [Смена двух слов]
Выберите и переместите слово которое Вы хотите переместить на место слова, которое Вы хотите заменить так, чтобы это слово полностью подсветилось. Отпустите мышь и эти слова обмеются местами.
Place a Word Between Two Other Words [Расположение слова между двумя другими словами]
Выберите и переместите слово которое Вы хотите переместить, пока место между словами не подсветится. Отпустите мышь, и слово размещается между двумя другими словами.
Move a Word To The Beginning Or End Of A Row [Перемещение слова в начало или конец строки]
Выберите и переместите слово которое Вы хотите переместить, пока место впереди или в конце строки не подсветится. Отпустите мышь, и слово размещается в начале или в конце строки.
Custom Command [Команды задаваемые п

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!