Диффузия — это процесс, с помощью которого на поверхности или внутри пластины полупроводника получают p или n -области путем введения акцепторных или донорных примесей. Проникновение примесей внутрь пластины полупроводника происходит за счет диффузии атомов, находящихся в составе паров, в атмосферу которых помещена нагретая до высокой температуры полупроводниковая пластина.
Так как атомы примеси диффундируют из области высокой концентрации со скоростью, определяемой коэффициентом диффузии, то наибольшая концентрация примесей наблюдается у поверхности полупроводника. С увеличением расстояния от поверхности вглубь полупроводника концентрация примесей монотонно убывает.
Переход возникает в области, где концентрация носителей заряда близка к той, которая имеется у материала без примеси (при собственной электропроводности). Ввиду неравномерного распределения примеси по толщине в области, полученной диффузией, имеется собственное электрическое поле.
Разница в значениях коэффициентов диффузии у разных материалов использована для одновременного получения двух областей с разным типом электропроводности. Так, для германия коэффициент диффузии донорных примесей на несколько порядков выше коэффициента диффузии акцепторных примесей, а в кремнии наблюдается обратная картина.
Поэтому, если пластину полупроводника поместить в высокотемпературную среду газа, содержащего пары как донорных, так и акцепторных примесей, атомы примесей с большим коэффициентом диффузии проникнут глубже внутрь полупроводника и создадут область с соответствующей электропроводностью. Атомы примесей с меньшим коэффициентом диффузии образуют вблизи поверхности полупроводника область с противоположным типом электропроводности. При этом необходимо, чтобы концентрация примесей с малым коэффициентом диффузии была значительно больше концентрации примеси с большим коэффициентом диффузии. Качество процесса диффузионного получения переходов во многом зависит от точности поддержания требуемой температуры. Например, при температуре 1000—1200 С изменение ее на несколько градусов может в два раза изменить коэффициент диффузии.
6. Ионная имплантация.
Ионная имплантация(ионное внедрение, ионное легирование) - введение примесных атомов в твёрдое тело бомбардировкой его поверхности ускоренными ионами. При ионной бомбардировке мишени
происходит проникновение ионов в глубь мишени. Внедрение ионов становится существенным при энергии ионов Е>1 кэВ.
Формально ионной имплантацией следовало бы называть облучение поверхности твердого тела атомами или атомарными ионами с энергией не менее 5-10 энергий связи атома в решетке облучаемой мишени
(тогда до остановки ион или атом пройдет не менее 2-3 межатомных расстояний, т.е. внедрится, “имплантируется” в объем мишени). Однако, мы по традиции термином “ионная имплантация” называем здесь более узкий диапазон энергий - от 5-10 кэВ до 50-100 кэВ. Движущиеся частицы в результате многократных столкновений постепенно теряют энергию,
рассеиваются и в конечном итоги либо отражаются назад, либо останавливаются, распределяясь по глубине. Энергетические потери обусловлены как взаимодействием с электронами мишени (неупругие
столкновения), так и парными ядерными (упругими) столкновениями, при которых энергия передаётся атомам мишени в целом и резко изменяется направление движения частицы. При высоких энергиях и малых прицельных параметрах ядра сталкивающихся частиц
сближаются на расстояния, меньшие радиусов электронных орбит, и их взаимодействие описывается кулоновским потенциалом. При низких энергиях существенно экранирование ядер электронами.
Обычно раздельно рассматривают взаимодействие движущегося иона с электронами (свободными и на внешних оболочках атомов) и взаимодействие между ядрами иона и атома мишени, считая оба
механизма потерь аддитивными, а среду однородной и изотропной.
Траектория иона представляет собой сложную ломаную линию, состоящую из отрезков пути между элементарными актами рассеяния на большие углы. Функция распределения стабилизированных ионов по глубине образца имеет максимум (расстояние точки максимума от поверхности определяется
величиной среднего пробега ионов данной энергии (Рис.1)

Рисунок-1. Распределения по глубине х ионов В и Р, внедрённых и Si: ε=100 кэВ, доза ионов 1013 см-2. Для ионов В Rср=300 нм, ΔR=73 нм, для Р Rср =124 нм, Δ=46 нм, (N — число ионов 1 см3).
Полное число атомов примеси N, которое может быть имплантировано в твердотельную мишень через единицу поверхности, ограничивается распылением, если коэффициент распыления S (число
атомов мишени, выбиваемых одним ионом) больше доли внедряющихся частиц α=1-k (k — коэффициент отражения). В пренебрежении диффузией
п S пр N ≈ n R (1)
где nS=αn0/S — концентрация примеси у поверхности в установившемся режиме. Если S<α, концентрация имплантированных атомов будет монотонно расти с увеличением дозы ионов.
Наиболее широко ионная имплантация применяется для легирования полупроводников с целью создания р-n-переходов, гетеропереходов, низкоомных контактов. Ионная имплантация позволяет вводить примеси при низкой температуре, в том числе примеси с малым коэффициентом диффузии, создавать пересыщенные твёрдые растворы. Ионная имплантация обеспечивает точную дозировку вводимой примеси, высокую чистоту (сепарация пучка ионов по массам), локальность, а также возможность управления процессом с помощью электрических и магнитных полей. Для устранения образующихся при ионной имплантации радиационных дефектов и перевода внедрённых атомов в регулярные положения используют высокотемпературный прогрев.
Ионную имплантацию в металлы применяют с целью повышения их твёрдости, износоустойчивости, коррозионной стойкости, создания
катализаторов, изменения коэффициента трения и т. п. При больших дозах, когда концентрация внедрённой примеси сравнима с n0, возможно образование новых соединений. Ионная бомбардировка позволяет вводить примесь не только из пучка, но и из плёнки, предварительно нанесённой на
поверхность мишени (имплантация атомов отдачи и ионное перемешивание). Бомбардировка ионами может сопровождаться наращиванием имплантируемого материала. Плёнки, полученные ионным
осаждением, имеют высокую плотность и хорошую адгезию к подложке.
Достоинства ионной имплантации: 1. Возможность вводить (имплантировать) любую примесь, любой элемент Периодической Таблицы. Возможность легировать любой материал. 3. Возможность вводить примесь в любой концентрации независимо от ее растворимости в материале подложки. 4. Возможность вводить примесь при любой температуре подложки, от гелиевых температур до температуры плавления включительно. 5. Возможность работать с легирующими веществами технической чистоты и даже с их химическими соединениями (тоже любой чистоты). 6. Изотопная чистота легирующего ионного пучка (т.е. возможность легировать не только исключительно данным элементом, но и исключительно данным изотопом этого элемента). 7. Легкость локального легирования (с помощью хотя бы элементарного механического маскирования). 8. Малая толщина легированного слоя (менее микрона). 9. Большие градиенты концентрации примеси по глубине слоя, недостижимые при традиционных методах с неизбежным диффузионным размыванием границы. 10. Легкость контроля и полной автоматизации технологического процесса. 11. Совместимость с планарной технологией микроэлектроники.
 7 Электрохимическая обработка поверхности полупроводников.
7 Электрохимическая обработка поверхности полупроводников.
К этому можно отнести электрохимическую полировку пластины. Пластина является анодом и в результате подачи постоянного тока в 6-12 В происходят химические процессы, в результате на впадинах образуются солевые скопления, а выступы подвергаются электрохимическому распаду, в результате происходит полировка пластин. Возможно также проведение металлизации поверхности пластины или контактов на конечном изделии, за счет помещения материала в качестве катода. Раствор в ванной: плавиковая кислота, глицерин.
8 .Термическое испарение и катодное распыление.
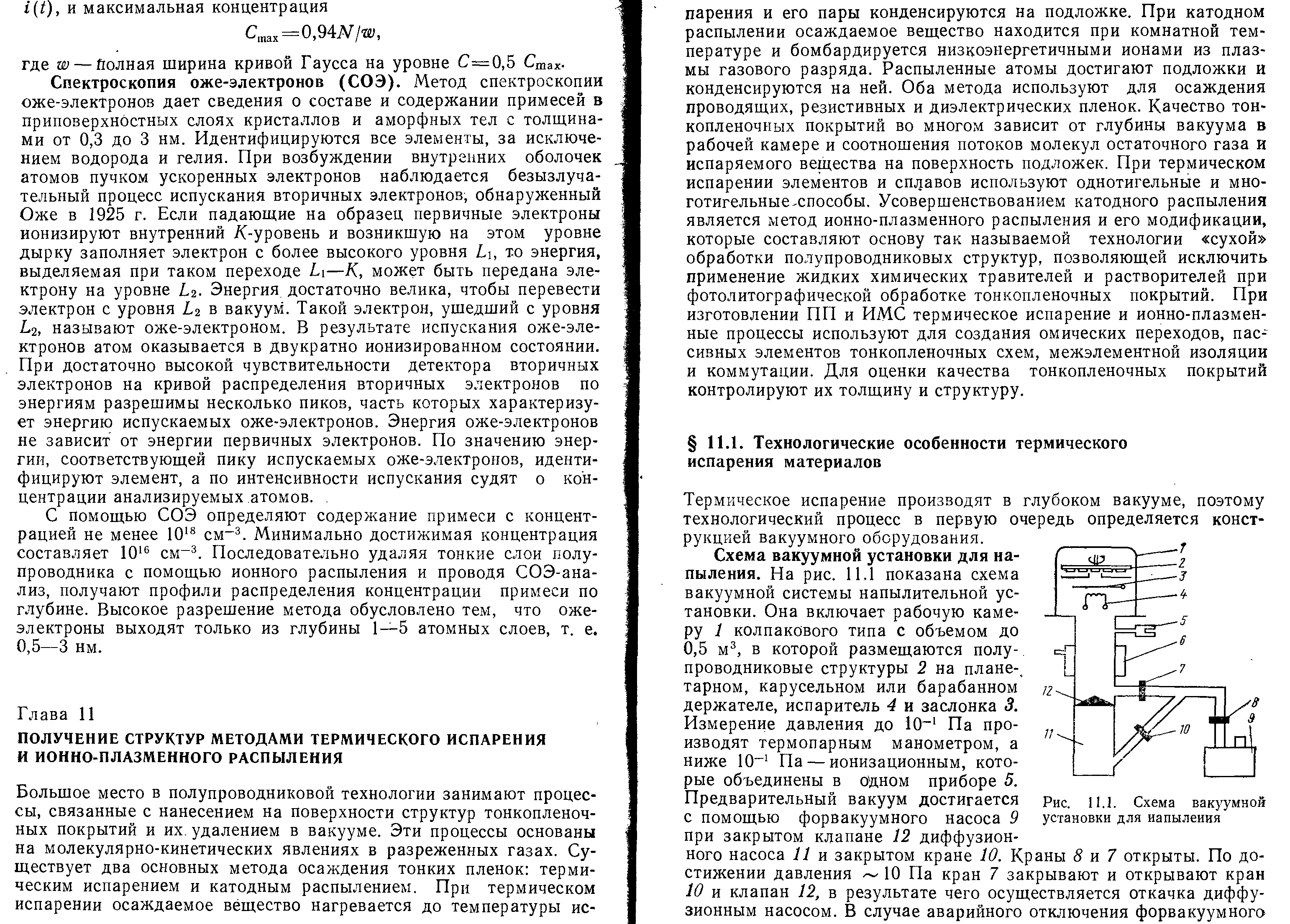
Процесс заключается в напылении тонких пленок на подложку в вакууме. Подложка помещается над материалом, который будет напыляться. В камере поддерживается давление 10-4 – 10-5 Па, подложку нагревают для того чтобы улучшить адгезию напыляемого материала с подложкой. При необходимости к подложке плотно прикрепляют маску, для получения необходимого рисунка на подложке. Материал, который распыляют, нагревают, так как большинство материалов в вакууме испаряется. На процесс формирования пленок оказывают влияние несколько факторов, наиболее существенным, из которых является температура подложки. В зависимости от этой температуры могут реализоваться различные механизмы конденсации, которые в большой степени определяют структурное состояние и магнитные свойства пленок. наблюдается заметное изменение магнитной проницаемости и величины внешнего магнитного поля Hs, в котором происходит насыщение ферромагнитной среды.
Магнетронное распыление, ионы с большой энергией ударяются о мишень и выбивают электроны, которые осаждаются на подложке. Недостатком метода является то, что мишень может быть загрязнена. Давление в камере 10-2 Па.
Катодное распыление.
В наиболее простом варианте (рисунок 7.18, а) устройство состоит из распыляемого катода 5, на который подают потенциал от 1 до 10 кВ, и анода с расположенными на его поверхности изделиями 3. Между катодом и анодом размещают, как правило, заслонку. На начальной стадии процесса производят откачку вакуумной камеры до максимально возможной степени разряжения (~10-1…10-2 Па), затем осуществляют напуск в рабочую камеру инертного газа (аргона). При этом давление в камере составляет 1…10 Па.

Следующей операцией является создание между анодом и катодом разности потенциалов (0,5...10 кВ). В результате в рабочей камере возникает газовый разряд. При воздействии ионов на поверхность катода идет разрушение оксидных слоев, практически всегда присутствующих на поверхности. Распыленные атомы металла взаимодействуют с активными газами (кислородом, азотом), и в результате осаждаются слои, загрязненные неконтролируемыми примесями. При этом, однако, наблюдается снижение парциального давления химически активных газов в камере, поэтому, как правило, всегда на начальной стадии осаждение покрытия производится на технологическую заслонку. По истечению некоторого времени заслонка открывается, и идет осаждение покрытия на поверхность изделия. Распыленные атомы при своем движении к подложке претерпевают многочисленные столкновения. В результате атомы распыляемой мишени теряют свою энергию, что вызывает, как правило, снижение адгезионной прочности осаждаемого покрытия. С целью уменьшения потерь энергии распыленных атомов в процессе их движения в газовой фазе расстояние между анодом и катодом делают минимальным.
Процесс распыления может производиться в химически активной среде, которая специально создается в рабочей камере. В этом случае процесс называют реактивным катодным нанесением покрытия. Таким методом на поверхности подложки формируют слои из оксидов, нитридов, карбидов металла.
Таким образом, катодное распыление характеризуется следующими преимуществами:
1) процесс распыления газовой фазы безынерционен, при прекращении подачи потенциала на катод генерация газовой фазы также практически мгновенно прекращается;
2) низкое тепловое воздействие на изделие (нагревается только поверхность катода);
3) возможность распыления тугоплавких металлов;
4) возможность получения покрытий различного химического состава (например, методом реактивного катодного распыления);
5) обеспечение высокой равномерности осаждения покрытий;
6) сохраняется стехиометрический состав покрытий при их получении распылением мишени из сплава.
Основные недостатки катодного распыления:
- низкие скорости роста покрытия (до 1нм/с);
- низкие энергия частиц, степень ионизации и, как следствие этого, невысокая адгезия покрытий;
- высокая степень загрязнения покрытий атомами газовой фазы;
- наличие в покрытии высокой плотности радиационных дефектов, причиной появления которых является воздействие на поверхность высокоэнергетичных электронов, отрицательных ионов






