

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Любая система программного управления состоит, как правило, из следующих устройств:
программоноситель, на котором записана программа работы исполнительных механизмов станка;
устройство ввода программы;
считывающее устройство, которое превращает программу в электрические сигналы управления;
преобразующее устройство, которое преобразует полученные сигналы в рабочие команды и подает их приводу исполнительных органов станка;
привод исполнительных органов станка; система обратной связи для активного контроля соответствия действительных перемещений исполнительных органов с заданными по программе.
Программа движения рабочих органов задается различными способами: упорами и конечными переключателями, контактами на барабанах командоаппаратов, перфорацией по определенному коду на бумажных перфокартах, лентах или кинолентах, магнитной записью на магнитных лентах и др.
Для ускорения вычислений программирование работы станка производится на электронных вычислительных машинах. Такие машины находятся в вычислительных центрах. Запись на лентах производят либо в виде отдельных импульсов (отверстие в ленте, световые штрихи и т. д.), каждый из которых соответствует определенному перемещению рабочего органа станка, либо в виде ряда чисел, каждое из которых соответствует определенному положению рабочего органа станка.
В станках с числовым программным управлением имеются задающее и следящее устройства, система исполнения команд. Некоторые станки имеют следящий механизм в системе исполнения команд. В задающем устройстве образуются управляющие сигналы, которые подаются в следящий механизм. Последний сравнивает заданную программу с выполненной и при их расхождении подает сигналы' исполнительному устройству для корректирования траектории движения режущего инструмента.
|
|
Техника безопасности при работе на станках с ЧПУ до начала работы.
ТРЕБОВАНИЯ ПО ОХРАНЕ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
8. Перед началом работы работник обязан:
8.1. надеть средства индивидуальной защиты, соответствующие выполняемой работе (специальную одежду застегнуть на все пуговицы, волосы убрать под головной убор). Перед использованием средств индивидуальной защиты убедиться в их исправности;
8.2. отрегулировать светильники местного освещения таким образом, чтобы освещенность рабочей зоны была достаточной для качественного и безопасного выполнения работ;
8.3. осмотреть рабочее место, убрать посторонние предметы и все, что может препятствовать безопасному выполнению работ, освободить проходы. Пол должен быть сухим и чистым, в случае наличия загрязнений их необходимо удалить;
8.4. осмотреть состояние электрооборудования станка и надежность заземляющего устройства, в случае обнаружения неисправностей обратиться за их устранением к электротехническому персоналу;
8.5. проверить наличие и исправность защитных ограждений рабочих органов и механических передач станка, их блокирующих устройств;
8.6. проверить исправность, правильность установки и крепления инструмента, приспособлений и т.п.;
8.7. проверить наличие и исправность вспомогательных приспособлений, шаблонов и инструмента, необходимых при работе, в соответствии с требованиями эксплуатационной документации;
8.8. убедиться в отсутствии вблизи рабочего места посторонних лиц;
8.9. произвести пробный пуск станка (при этом не должно быть посторонних шумов и повышенной вибрации), проверить действие тормозных устройств и эффективность действия устройств удаления отходов, стружки и пыли.
9. Перед обработкой металлов с отлетающей стружкой, при отсутствии специальных защитных устройств необходимо надеть защитные очки или лицевой предохранительный щиток из прозрачного материала.
|
|
10. Обнаруженные нарушения требований по охране труда должны быть устранены до начала работ, при невозможности сделать это работник обязан сообщить о недостатках в обеспечении охраны труда руководителю работ и до их устранения к работе не приступать.
Билет № 20
Обработка пазов на фрезерном станке.
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
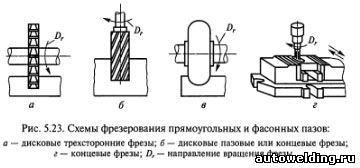
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1...2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20...25 м/мин.
|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!