Трёхфазные выпрямители(Схема Ларионова)
Трёхфазные выпрямители обладают лучшей характеристикой выпрямления переменного тока – меньшим коэффициентом пульсаций выходного напряжения по сравнению с однофазными выпрямителями. Связано это с тем, что в трёхфазном электрическом токе синусоиды разных фаз «перекрывают» друг друга. После выпрямления такого напряжения, сложения амплитуд различных фаз не происходит, а выделяется максимальная амплитуда из значений всех трёх фаз входного напряжения.

На следующем рисунке представлена схема трёхфазного однополупериодного выпрямителя и его выходное напряжение (красным цветом), образованное на «вершинах» трёхфазного напряжения.

За счёт «перекрытия» фаз напряжения, выходное напряжение трёхфазного однополупериодного выпрямителя имеет меньшую глубину пульсации. Вторичные обмотки трансформатора могут быть использованы только по схеме подключения «звезда», с «нулевым» выводом от трансформатора.
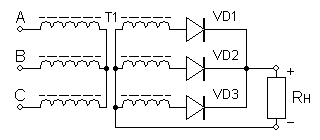
На следующем рисунке представлена схема трёхфазного двухполупериодного мостового выпрямителя (схема Ларионова) и его выходное напряжение (красным цветом).


За счёт использования положительной и перевернутой отрицательной полуволны трёхфазного напряжения, выходное напряжение (выделено красным цветом), образованное на вершинах синусоид, имеет самую маленькую глубину пульсаций выходного напряжения по сравнению со всеми остальными схемами выпрямления. Вторичные обмотки трансформатора могут быть использованы как по схеме подключения «звезда», без «нулевого» вывода от трансформатора, так и «треугольник».
3.Термическая обработка металлов: отжиг.
В настоящее время применяются различные виды термической обработки, которые предназначены для различных целей. Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск. Кроме того, широко применяется химико-термическая обработка стали.
Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью или в песке со скоростью 2-3° в минуту. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.
Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации;
5) изменение свойств наклепанного металла.
В зависимости от поставленных задач отжиг производится при различных температурах и бывает двух видов: неполный и полный.
Температура отжига, как правило, должна быть на 20-30° выше 723° (критической точки), при которой происходит основное изменение внутреннего строения стали.
Скорость нагрева детали до температуры отжига зависит от химического состава, формы и размеров детали. При больших размерах и сложной форме детали нагрев должен быть медленным. Скорость охлаждения при отжиге должна быть малой. Углеродистые стали охлаждаются при отжиге со скоростью 100- 200° в час, низкоуглеродистые - со скоростью 50-60° в час, высоколегированные - еще медленнее. На практике при отжиге детали обычно охлаждаются вместе с печью до комнатной температуры.
При неполном отжиге, цель которого состоит только в устранении внутренних напряжений, сталь с любым содержанием углерода нагревают до 750-760°.
Для полного отжига сталь с содержанием углерода более 0,8% нагревают также до 750-760°, а при меньшем содержании требуется постепенное повышение температуры отжига до 930-950°. Детали выдерживаются при указанных температурах до полного нагрева. Время выдержки зависит от формы деталей. Затем их медленно охлаждают до комнатной температуры (20°). Качество отжига определяют по виду излома.
Билет № 15





