

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Результирующая силы резания
Для решения ряда задач, например определения мощности, затрачиваемой на резание; определения крутящего момента и т. д. требуется знание как значение действующей силы резания, так и направление ее действия. Для решения этих задач нагрузку на лезвии заменяют эквивалентной по значению и направлению действия результирующей силой резания, которая может быть выражена в виде вектора.
Тока приложения результирующей силы может быть условно отнесена к различным участкам режущего лезвия в зависимости от решаемой задачи. Так если рассматривать действие силы на резец, то ее относят к вершине резца.
Работа резания и ее составляющие
Минутная работа Е, затраченная на резание, состоит из 3х частей:

 ,
,
где Eп.д. – работа пластических деформаций;
Етр.п. – работа сил трения по передней поверхности;
Етр.з. – работа сил трения по задней поверхности.
Так как задняя поверхность не участвует в стружкообразовнаии, то сумму работы Етр.п. +Eп.д. называют работой стружкообразования.
Понятие простого и сложного рабочего движения инструмента
В зависимости от того, совершаются движения резания и подачи одновременно или в разное время, все инструменты делят на две группы:
1. ИНСТРУМЕНТЫ С ПРОСТЫМ ДВИЖЕНИЕМ - когда эти движения (движения резания и движения подачи) выполняются раздельно.
2. ИНСТРУМЕНТЫ СО СЛОЖНЫМ ДВИЖЕНИЕМ - когда эти движения осуществляются одновременно.
Таким образом токарные резцы являются инструментами со сложным движением.
Если при сложном рабочем движении инструмента сложить векторы скорости резания V и подачи Sн, то результирующий вектор W называют вектором ИСТИННОЙ СКОРОСТИ РЕЗАНИЯ. Вектор истинной скорости резания всегда касателен к траектории рабочего движения инструмента. На данном рисунке она обозначена цифрой 4. Црж продольном точении траекторией является ВИНТОВАЯ ЛИНИЯ с винтовой осью, совпадающей с осью детали.
В процессе резания припуск на детали различают характерные поверхности:
1 - ОБРАБАТЫВАЕМАЯ ПОВЕРХНОСХЬ - это поверхность заготовки детали.
3 - ПОВЕРХНОСТЬ РЕЗАНИЯ - это поверхность, образующаяся непосредственно лезвием инструмента в процессе резания. Она является переходной между обрабатываемой и обработанной поверхностями. При продольном точении поверхность резания является КОНВОЛЮТОЙ винтовой поверхностью.
2. - ОБРАБОТАННАЯ ПОВЕРХНОСТЬ - это поверхность, образующаяся на детали после снятия припуска.
Вывод аналитической зависимости между скоростью стружки и скоростью резания
Аналитическое определение скорости сдвига при обработке резанием
Измерение силы резания
Наиболее часто силы резания определяют на основе непосредственного измерения с помощью специальных приборов. Существует большое количество таких приборов, называемых динамометрами. Деформации упругих элементов динамометра непосредственно или с использованием связанных с ними явлений служат основой для измерения сил резания. Независимо от конструкции динамометры состоят из следующих основных частей: 1) первичного измерительного преобразователя, воспринимающего нагрузку; 2) регистрирующего устройства; 3) вспомогательных звеньев, связывающих их друг с другом.
Динамометры подразделяются на гидравлические, механические, электрические.
Гидравлические динамометры в настоящее время не находят применения по причине большой инерционности рычажно-порш-невой системы, из-за чего показания отстают от быстропротекающих процессов и искажают картину изменения сил резания во времени и по величине, а также из-за малой чувствительности.
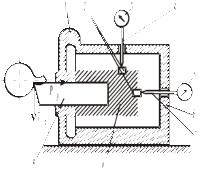
Рис. 7.1. Схема механическогодинамометра
Принцип работы механических динамометров (рис. 7.1) основан на том, что под действием сил резания на резец 9 резцедержатель 8 вследствие деформации упругих стенок 1 корпуса 6 перемещается. Эти перемещения через сухари 2 и ножки 4, 7 фиксируются индикаторами 3 и 5соответственно.
Механические динамометры просты по конструкции, но имеют те же недостатки, что и гидравлические, и поэтому получили ограниченное распространение.
Электрические динамометры являются наиболее чувствительными приборами, так как они мало инерционны и позволяют с помощью осциллографа производить запись быстропротекающих процессов за тысячные и стотысячные доли секунды. Такие динамометры преобразуют механическое воздействие сил резания в легко измеряемые электрические величины.
Электрические преобразователи подразделяются на емкостные, или конденсаторные; индуктивные; тензометрические.
В емкостных преобразователях (рис. 7.2) под действием силы резания перемещается упругая пластина конденсатора, изменяя воздушный зазор ∆h, а следовательно, и емкость конденсатора. Изменение емкости с помощью высокочастотного устройства приводит к колебанию силы тока, регистрируемой с помощью гальванометра или осциллографа.
И  ндуктивные преобразователи (рис. 7.3) основаны на изменении индуктивности токонесущего контура, а следовательно, и силы тока в обмотке в зависимости от воздушного зазора ∆h между ферромагнитными телами. Изменение силы резания соответственно влияет на регистрируемый ток.
ндуктивные преобразователи (рис. 7.3) основаны на изменении индуктивности токонесущего контура, а следовательно, и силы тока в обмотке в зависимости от воздушного зазора ∆h между ферромагнитными телами. Изменение силы резания соответственно влияет на регистрируемый ток.
37. Графическая схема и вывод аналитической зависимости для определения коэффициента трения
Результирующая силы резания
Для решения ряда задач, например определения мощности, затрачиваемой на резание; определения крутящего момента и т. д. требуется знание как значение действующей силы резания, так и направление ее действия. Для решения этих задач нагрузку на лезвии заменяют эквивалентной по значению и направлению действия результирующей силой резания, которая может быть выражена в виде вектора.
Тока приложения результирующей силы может быть условно отнесена к различным участкам режущего лезвия в зависимости от решаемой задачи. Так если рассматривать действие силы на резец, то ее относят к вершине резца.
Разложение результирующей силы резания
В результате сопротивление металла деформированию возникают реактивные силы, действующие на резец. Эти силы обычно приводят к одной силе R– равнодействующей силе резания.
Условно считают, что точка приложения силы Rнаходится на рабочей части главного режущего лезвия резца. (Рис. 12).

Рис. 12. Разложение силы резания на составляющие.
Абсолютная величина, точка приложения и направление в пространстве равнодействующей силы резания Rв процессе обработки являются переменными.
Это объясняется неоднородностью структуры и переменной поверхностной твёрдостью материала заготовки, непостоянством сечения срезаемого слоя (наличие штамповочных и литейных уклонов, галтелей и т. д.), изменением углов  и
и  в процессе резания и т.д. Поэтому для практических расчётов используют не равнодействующую силу резания, а её составляющие, действующие по трём взаимно перпендикулярным направлениям: координатным осям металлорежущего станка. Такими осями для токарно-винторезного станка являются: осьX- линия центров станка, осьY- линия, перпендикулярная к линии центров станка, осьZ- линия, перпендикулярная к плоскостиX–Y(Рис.12).
в процессе резания и т.д. Поэтому для практических расчётов используют не равнодействующую силу резания, а её составляющие, действующие по трём взаимно перпендикулярным направлениям: координатным осям металлорежущего станка. Такими осями для токарно-винторезного станка являются: осьX- линия центров станка, осьY- линия, перпендикулярная к линии центров станка, осьZ- линия, перпендикулярная к плоскостиX–Y(Рис.12).
Вертикальная составляющая силы резания Pz действуют в плоскости резания в направлении главного движения (по осиZ). По осиPz определяют крутящий момент на шпинделе станка (заготовке), эффективную мощность резания, деформацию изгиба заготовки в плоскостиX-Z, изгибающий момент, действующий на стержень резца; по силеPz ведут динамический расчет механизмов коробки скоростей станка.
Радиальная составляющая силы резания Py действует в плоскостиX–Yперпендикулярно оси заготовки. По силеPy определяют упругое отжатие резца от заготовки и деформацию изгиба заготовки в плоскостиX–Y.
Осевая составляющая силы резания Px действует в плоскостиX–Yвдоль оси заготовки. По силеPx рассчитывают механизмы подач станка и изгибающий момент, действующий на стержень резца.
По величине деформации заготовки от сил Pz иPy рассчитывают ожидаемую точность размерной обработки заготовки и погрешность её геометрической формы. По величине суммарного изгибающего момента от силPz и Px рассчитывают стержень резца на прочность и т.д.
7. Графическая схема и процесс образования нароста
Когда соприкасается два тела, то молекулы, расположенные на поверхности, действуют не только друг на друга, но и на молекулы соседней поверхности. Если эти поверхности достаточно тонкие, гладкие и не покрыты пленками каких-либо окислов, препятствующими взаимодействию молекул, то возникает заметная сила схватывания соединенных поверхностей. Так, например, если приложить друг к другу две очень хорошо отполированные плоские стеклянные пластины, то они слипаются и в таком состоянии могут удерживаться силой сцепления, достигающей 5-6 кгс/см  (49-58Мн/м ).
(49-58Мн/м ).
Особенно прочное схватывание металлических поверхностей возникает, когда отсутствуют пленки окислов на соприкасающихся поверхностях, имеется большая плотность контакта, при повышенных температурах и высоких давлениях.
При резания металлов давление стружки на переднюю, поверхность инструмента достигает несколько десятков тысяч атмосфер. Под влиянием такого давления пластичный металл стружки заполняет все неровности на передней поверхности инструмента, создаётся высокая плотность контакта стружки с передней поверхностью.
Поверхность стружки к моменту её соприкосновения с передней поверхностью ещё не успевает покрыться какими–либо плёнками окислов; окислы же, покрывающие переднюю, поверхность инструмента, мгновенно стираются движущейся стружкой. Под влиянием тепла, выделяющегося при резании, поверхности контакта стружки и инструмента нагреваются до высокой температуры.
Таким образом, при резании металлов имеются все условия, необходимые для прочного схватывания металла стружки с передней поверхностью инструмента. В результате этого схватывания возникает большая сила трения, превышающая при определённых условиях силу сцепления между частицами стружки. Под влияниям такой силы от стружки отделяются небольшие частицы металла; они прочно соединяются с передней поверхностью инструмента, образуя нарост.

8. Физическая природа наростообразования
Влияние скорости резания на образование нароста. Практика показывает, что при очень низких скоростях резания нарост отсутствует. В результате действительный передний угол соответствует углу заточки  , резание осуществляется непосредственно режущей кромкой инструмента, нижняя сторона стружки, соприкасающейся с передней поверхностью резца, имеет блестящий вид, обработанная поверхность получается чистой.
, резание осуществляется непосредственно режущей кромкой инструмента, нижняя сторона стружки, соприкасающейся с передней поверхностью резца, имеет блестящий вид, обработанная поверхность получается чистой.
Нарост начинает появляться при скорости V  =1-3 м/мин. По мере увеличения скорости резания высота нароста и образуемый им передний угол увеличивается. При скорости резанияV
=1-3 м/мин. По мере увеличения скорости резания высота нароста и образуемый им передний угол увеличивается. При скорости резанияV  =15-40 м/мин и средней толщине срезаQ=0,2-1 мм высота нароста достигает своей максимальной величины. Действительный передний угол при этом составляет до 45
=15-40 м/мин и средней толщине срезаQ=0,2-1 мм высота нароста достигает своей максимальной величины. Действительный передний угол при этом составляет до 45  . Если продолжать увеличивать скорость резания, то высота нароста и образуемый им действительный передний угол
. Если продолжать увеличивать скорость резания, то высота нароста и образуемый им действительный передний угол  будут уменьшаться. Изменяя скорость резания, всегда можно найти такую её величинуV
будут уменьшаться. Изменяя скорость резания, всегда можно найти такую её величинуV  , при которой нарост совершенно исчезает и в случае дальнейшего её увеличения уже не появится.
, при которой нарост совершенно исчезает и в случае дальнейшего её увеличения уже не появится.
При низкой скорости резания температура в зоне резания мала, пластичность металла стружки, а, следовательно, и сила его схватывания с инструментом недостаточны, поэтому нарост на передней поверхности отсутствует. При высоких скоростях, наоборот, температура в зоне резания слишком высока, нарост сильно размягчается и смывается стружкой. (Рис.14)

Рис. 14. Зависимость высоты нароста от скорости резания.
Влияние толщины среза на образование нароста. Увеличение толщины среза сопровождается ростом объёма металла, деформируемого при резании, и увеличение ширины контакта стружки с передней поверхностью резца. Основание нароста при этом становится шире, и его высота увеличивается.
Одновременно с увеличением высоты нароста возрастание толщины среза даёт уменьшение величины критической скорости резания V , соответствующей исчезновению нароста.
Влияние свойств обрабатываемого металла на образование нароста. При резании деталей из твёрдых закалённых сталей нарост обычно совсем не появляется. При обработке деталей из пластичной стали, он может достигать значительной высоты; чем пластичнее обрабатываемая сталь, тем больше высота нароста, больше образуемый им передний угол  и выше критическая скорость резанияV , соответствующая исчезновению нароста.
и выше критическая скорость резанияV , соответствующая исчезновению нароста.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!