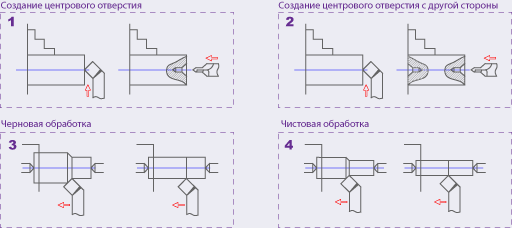
Рабочим ходом называют законченную часть технологического перехода, состоящего из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки. Рабочий ход обычно сопровождает непрерывную обработку одного слоя заготовки, например, на токарном станке — обработка вала на проход, на строгальном станке — одно перемещение резца при резании.
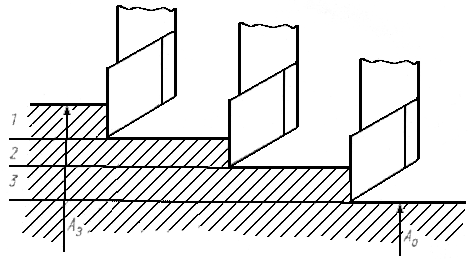
Рис. 3. Обработка заготовки за три рабочих хода
Вспомогательным ходом называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Например, при черновой обточке вала резец возвращается в исходное положение, совершая вспомогательный ход.
2.2.6. Прием. Приемом называют законченную совокупность действий человека, применяемых при выполнении технологического перехода или его части и объединенных одним целевым назначением. Обычно приемом является вспомогательное действие оператора при управлении станком (вручную), измерение заготовки. Элемент приема — нажатие кнопки, перемещение рукоятки и т. д.
2.3. Рабочее место. Рабочим местом называют элементарную единицу структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, а на ограниченное время – оснастка и предметы труда. Рабочее место – участок производственной площади, оборудованный в соответствии с выполняемой на нём работой (рис. 1.9)
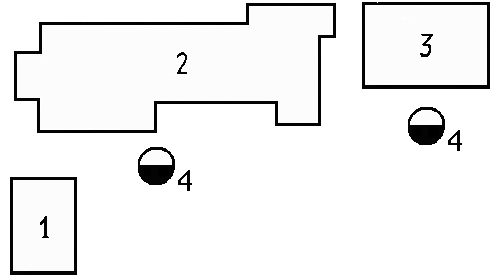
Рис. 1.9. Схемы рабочих мест станочника (а) и сборщика (б):
а) б)
Основные элементы оснащения рабочего места:
Тип оснащения Элементы оснащения
Основное технологическое
оборудование: станки, машины, агрегаты, автоматические линии и т.д.
Вспомогательное оборудование: сборочные, испытательные стенды, транспортеры и др. средства транспортировки изделий и т. п.
Технологическая оснастка: приспособления и инструмент (режу щий, мерительный, вспомогательный)
Организационная оснастка: средства для размещения и хранения приспособлений, инструмента, вспомогательных материалов и документации; производственная тара для заготовок и готовой продукции; средства сигнализации и связи, ухода за оборудованием и рабочим местом
При организации рабочего места станочника следует соблюдать инструкции по эксплуатации оборудования, технике безопасности, санитарные нормы и др. Пространство, занимаемое рабочим местом, как правило, определяется расчетным путем. Это пространство должно быть достаточным для того, чтобы рабочие могли производить все необходимые движения и перемещения при выполнении производственных операций. Необходима также система сигнализации и связи, обеспечивающая обмен информацией между рабочим и мастером, а также службами внутрицехового обслуживания
Важными характеристиками технологического процесса и операции являются цикл, технологической операции, такт и ритм выпуска.
Цикл, такт и ритм выпуска
Циклом технологической операции называют интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых изделий.
Тактом называют интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмера и исполнения.
Ритмом выпуска называют количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени.
Желательно, чтобы время, затрачиваемое на выполнение одной операции, было равным времени такта выпуска или кратным ему. Такое корректирование затрачиваемого времени на операцию достигается той или иной степенью концентрации операций, применением оптимальных режимов обработки, сокращением вспомогательного времени за счет многоместных приспособлений, автоматизации загрузки, транспортирования, использованием более высокопроизводительного оборудования, параллельной работы на однотипных станках-дублерах и др.
Вопросы для самопроверки
1. Дать определение технологической операции.
2. Чем обусловлено разделение технологического процесса на операции?
3. Что понимают под технологическим маршрутом?
4. Пояснить структуру технологической операции.
5. Что понимается под принципом построения технологического процесса






