Введение
Описание назначения детали
2 Определение и характеристика заданного типа производства
Технические условия на материал
Выбор вида заготовки и ее конструкция
Разработка технологического процесса изготовления детали и выбор технологических баз
Расчет и определение межоперационных припусков и размеров
7 Выбор и обоснование РТК на токарную операцию.
РТК модели М20.Ц48.01
Расчёт режимов резания. Выбор оборудования, приспособлений,
Режущего и мерительного инструмента. Расчет и определение
Штучного и подготовительно–заключительного времени
9 Технические характеристики оборудований
9.1 Токарный станок с ЧПУ модели 16К20Ф3
9.2 Вертикально – сверлильный станок модели 2А150
9.3 Вертикально – сверлильный станок модели 2А125
9.4 Вертикально – фрезерный станок модели 6Н12П
9.5 Резьбофрезерный станок модели 5Б63
9.6 Внутришлифовальный станок модели ЗА227
9.7 Круглошлифовальный станок модели 3Б151
9.8 Универсально – заточной станок модели 3Д642Е
9.9 Промышленный робот модели М20.Ц48.01
Виды и задачи автоматизации оперативного контроля индуктивной пробки
Разработка мероприятий по охране труда
11.1 Требования безопасности при работе на токарных станках
11.2 Требования безопасности при эксплуатации станков с ЧПУ
11.3 Требования безопасности при работе на сверлильных станках
11.4 Требования безопасности при работе на фрезерных станках
11.5 Требования безопасности при работе на шлифовальных станках
11.6 Требования безопасности при работе абразивным инструментом
12 Конструирование заготовки
Расчет калькуляции данной детали
13.1 Бизнес план
13.2 Исходные данные
Производственные расчёты
13.3.1 Расчет требуемого количества оборудования
13.3.2 Расчет общей численности работающих на участке
13.3.3. Расчет численности основных рабочих на каждой операции
Перечень используемой литературы
Введение
Современное машиностроение отличается интенсивным расширением многообразия выпускаемой продукции. Одновременно происходит сокращение продолжительности цикла выпуска изделий одного вида. Объемы выпуска продукции, как и прежде, изменяются в широком диапазоне - от единичных образцов до массового производства. Однако преобладающим начинает становиться мелко- и среднесерийное производство.
В процессе механической обработки возникает наибольшее число проблем, связанных с выполнением требований к качеству машин, заданных конструктором. Процесс механической обработки реализуется достаточно сложной технологической системой, включающей в себя металлорежущий станок, станочную технологическую оснастку, режущий инструмент и заготовку.
Разработка технологического процесса изготовления любой детали начинается с изучения ее служебного назначения и критического анализа норм точности и других технических требований. Далее в последовательности, определенной соответствующими стандартами, разрабатывается технологический процесс. Это связывает технологию со служебным назначением детали и обеспечивает согласованность решений, принимаемых на различных этапах технической подготовки.
Современное промышленное производство нужно наделить определенной гибкостью, сохранив при этом все преимущества полной автоматизации, непрерывностью, ритмичностью, высоким темпом выпуска изделий, стабильностью технологических процессов.
Решить эти задачи на единой основе позволяет создание гибких производственных систем (ГПС). Их основа — станки и машины с ЧПУ, промышленные роботы и манипуляторы, управляющие устройства на базе ЭВМ.
В гибких автоматизированных системах автоматизируются практически все технологические, вспомогательные и транспортные операции.
Например, в ГПС механообработки могут быть автоматизированы:
1) загрузка заготовок на станки и выгрузка с них обработанных деталей;
2) обработка деталей по заданной программе;
3) смена режущих инструментов;
4) контроль качества деталей в процессе и после обработки;
5) уборка стружки;
6) транспортирование деталей от станка к станку в любой задаваемой последовательности;
7) изменение программы обработки;
8) управление работой всего комплекса оборудования, входящего в состав ГПС, по принципу гибкоперестраиваемой технологии.
Отличительной особенностью ГПС по сравнению с традиционными мелко- и среднесерийным производствами является то, что в ГПС для многономенклатурного серийного производства можно обеспечить выполнение основных принципов, характерных для массового поточного производства.
В настоящее время широко осуществляется объединение единичного автоматического оборудования в групповые (многопозиционные) системы (линии, обрабатывающие центры), управляемые ЭВМ. При этом доля участия человека в производственном процессе сокращается более чем в три раза.
В автоматизированном производстве резко повышаются требования к качеству каждого этапа производственного цикла, организации переналаживаемых, гибких технологических процессов и применению технологий с малым участием людей. Поэтому при внедрении автоматизации большое внимание уделяется использованию микропроцессоров и электронно-вычислительной техники, гибких производственных систем, автоматизации контроля и управления технологическими процессами, загрузки оборудования, транспортировки деталей и сборочных единиц.
В данной работе рассматривается разработка бизнес – плана, проекта по изготовлению детали типа: «Фланец».
Каждый предприниматель, начиная свою деятельность, должен ясно представлять потребность на перспективу в финансовых, материальных, трудовых и интеллектуальных ресурсах, источники их получения, а также уметь четко рассчитать эффективность использования ресурсов в процессе работы фирмы.
При всем многообразии форм предпринимательства существуют ключевые положения, применимые практически во всех областях коммерческой деятельности и для разных фирм, но необходимые для того, чтобы своевременно подготовиться и обойти потенциальные трудности и опасности, тем самым уменьшить риск в достижении поставленных целей.
В рыночной экономике бизнес – план является рабочим инструментом, используемым во всех сферах предпринимательства. Бизнес – план описывает процесс функционирования фирмы, показывает, каким образом ее руководители собираются достичь свои цели и задачи, в первую очередь повышения прибыльности работы. Хорошо разработанный бизнес-план помогает фирме расти, завоевывать новые позиции на рынке, где она функционирует, составлять перспективные планы своего развития.
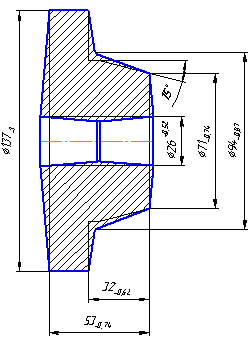
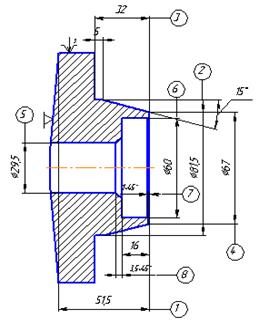
Описание назначения детали
Фланцы служат для ограничения осевых перемещений валов, выполнение изолирующих и декоративных функций.
Заготовками для детали служит прокат (прутки, трубы), отливки, штамповки. Выбор материала зависит от служебного назначения изделия, конфигурации, объема выпуска. Указанное изделие изготавливают из стали, чугуна, бронзы, пластмасс и других материалов. К изделиям типа фланец предъявляют следующие технические требования: точность базирующих поверхностей 6-8-го квалитетов, точность наружных базирующих поверхностей 6-8-го квалитетов; Допуски цилиндричности и круглости ответственных поверхностей 5-6-й степени точности; допуск перпендикулярности торцов осям 6-8-й степени точности.
Заготовками для изделий из стали, рассматриваемой группы являются резаный прокат, если конструктивное изделие имеет небольшие перепады диаметров ступеней; для изделий малых диаметров используют прутки. Штучные заготовки (резаный прокат) обычно используют для изготовления изделий диаметром не более 50 мм. В серийном производстве для деталей со значительным перепадами диаметрами используют штамповку. Штампованные заготовки и трубы применяют в качестве заготовок для изделий со значительными размерами внутренних отверстий.
Обычно наиболее трудоемкой предварительной операции обработки деталей этой группы являются токарная обработка при закреплении заготовки в патроне. В серийном производстве эти операции выполняют на станках с ЧПУ.
Заготовительная
Отштамповать заготовку
Токарная
Токарная

Точить поверхность 2.
Сверлильная

Зенковать 4 фаски 1,5х45.
Нарезать 4 резьбы М10-Н7.
Фрезерная

Зенковать 4 фаски 1,5х45.
3. Нарезать 4 резьбы М10-Н7.
Протяжная

Протянуть шпоночный паз 10D10 х 33,3 
Вн. шлифовальная

Шлифовать ø30Н7
Контрольная


Покрасочная
Покрытие: Эмаль АС-182 ГОСТ19024-79, красная.
РТК модели М20.Ц48.01.
Специализированный ПР М20.Ц48.01 предназначен для выполнения загрузочно – разгрузочных операций при обслуживании станков (прежде всего токарно-револьверных), в том числе с ЧПУ. ПР приспособлен для работы с накопителями заготовок и деталей, уложенных в приспособлении-спутнике в ориентированном виде (при горизонтальном расположении оси). Типовые детали короткие тела вращения (типа фланцев) диаметром от 40 до 200мм и высотой до 100 мм.
Промышленный робот имеет портальную конструкцию. Каретка перемещается по монорельсу, закрепленному на портале, который установлен на колоннах. Несущая система ПР – сварная с дополнительными ребрами жесткости.
На каретке установлены две поворотные плиты, к каждой из которых крепится корпус выдвижной руки. Робот имеет две руки разгрузочную и загрузочную, имеющие одинаковую конструкцию. Основание плиты крепится к каретке винтами с возможностью установочного перемещения по вертикали в пределах 50 мм. Корпус каждой руки также имеет возможность установочного перемещения в пределах 50 мм вдоль горизонтальной оси. В нижней части каждой руки установлена поворотная кисть (шпиндель), в котором закрепляется захватное устройство. Привод каретки электромеханический, а приводы вертикального перемещения и качания рук, а также приводы схватов — пневматические.
Привод горизонтального перемещения каретки по монорельсу осуществляется электродвигателем постоянного тока ДПУ 160, через зубчатый редуктор с передаточным отношением 18/46. Шестерня, установленная на выходном валу редуктора, зацепляется зубчатой рейкой, закрепленной на монорельсе. На противоположном конце выходного вала редуктора установлен электромагнитный тормоз типа ЭТМ – 056, который фиксирует каретку в заданных позициях.
К основанию поворотной плиты шарнирно присоединен пневмоцилиндр, при движении штока, которого поворотная плита вместе с плитой отклоняется от вертикали на 300.
Рука перемещается в ее корпусе на роликах. Поворот кисти (шпинделя) руки производится пневмоцилиндром через зубчатую рейку, закрепленную на его штоке и шестерню, которая жестко связана с трубой. Выдвижной упор, приводимый пневмоцилиндром, определяет среднее положение рейки при повороте шпинделя на угол 900.
Толкатель, проходящий внутри трубы, связан со штоком пневмоцилиндра привода сменного захватного устройства.
Вертикальное перемещение каждой руки производится пневмоцилиндром, штоки которые связаны с рукой через пружину, позволяющую осуществлять движение до упора схвата в заготовку или деталь. При отсутствии давления в пневмоцилиндре рука фиксируется защелкой, открываемой пневмоцилиндром.
Каретка ПР, конструкция которого выполнена в виде сварного корпуса с роликами, установленными в подшипниках на осях. Ролики катятся по монорельсу, прикрепленному к порталу. Оси роликов выполнены эксцентричными, что позволяет регулировать зазор в зацеплении выходной шестерни привода каретки с зубчатой рейкой, установленной на портале, а также обеспечивает необходимый натяг между роликами и монорельсом.
Перемещение каретки производится от электродвигателя через двух ступенчатый зубчатый редуктор и зубчато – реечную передачу. На валу шестерни установлен электромагнитный тормоз для фиксации каретки в заданной позиции. Привод каретки выполняется сборным.
Рука манипулятора выполнена в виде полой гильзы (трубы), к верхней части которой присоединены пневмоцилиндры привода поворота кисти (шпинделя) руки. Шпиндель установлен на подшипниках в нижней части руки. Внутри трубы проходит штанга – толкатель, передающая движение от пневмоцилиндра привода захватного устройства. Для крепления схвата на конце толкателя имеется головка байонетного замка. Схват крепится в кольцевом пазу, выполненном во внутренней расточке шпинделя. Угловое положение схвата относительно шпинделя при его креплении определяется фиксатором. Рука перемещается относительно ее корпуса на двух парах роликов. Привод руки выполнен в виде пневмоцилиндра, закрепленного на корпусе. Торможение руки выполненного в крайнем положении осуществляется при помощи гидравлических демпферов, закрепленным на пневмоцилиндре. Связь гильзы руки со штоком пневмоцилиндра осуществляется через подпружиненный толкатель, который нажимает на конечный выключатель при сжатии пружины в момент достижения жесткого упора.
К гильзе руки крепится линейка, на которой устанавливаются кулачки, воздействующие при движении руки на путевые выключатели.
В корпусе руки установлена защелка, зуб которой входит под действием пружины в отверстие, выполненное в линейке, для фиксации положения руки при уменьшении давления в пневмосистеме. Отвод защелки осуществляется специальным пневмоцилиндром.
Операция 010 Токарная
Содержание операции: Переход 1. Точить торец 1 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06;
опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 71 мм, диаметр обрабатываемой заготовки
Операция 010 Токарная
Содержание операции: Переход 2. Точить поверхность 2 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 85,5 мм, диаметр до обработки
d = 83 мм, диаметр после обработки
l = 32 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 3. Точить торец 3 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06;опорная
19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 138 мм, диаметр обрабатываемой заготовки
Операция 010 Токарная
Содержание операции: Переход 4. Точить конус 15˚. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Операция 010 Токарная
Содержание операции: Переход 5. Расточить поверхность 5. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –пробка
Режущий и рабочий инструмент – Резец расточной Т5К10
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 26 мм, диаметр после обработки
d = 28 мм, диаметр до обработки
l = 53 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 6. Расточить поверхность 6. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – пробка
Режущий и рабочий инструмент – Резец расточной Т5К10
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 58,5 мм, диаметр после обработки
d = 28 мм, диаметр до обработки
l = 16 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 7. Точить торец 1 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51,5 мм, диаметр обрабатываемой заготовки
Операция 015 Токарная
Содержание операции: Переход 8. Точить конус 150 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Операция 010 Токарная
Содержание операции: Переход 9. Точить поверхность 2 ø81,5 мм.(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 83 мм, диаметр до обработки
d = 81,5 мм, диаметр после обработки
l = 5 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 10. Точить торец 3 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 137 мм, диаметр обрабатываемой заготовки
Операция 010 Токарная
Содержание операции: Переход 11. Расточить поверхность ø29,5 мм.
(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент –пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 28 мм, диаметр до обработки
d = 29,5 мм, диаметр после обработки
l = 35,5 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 12. Расточить фаску 3,5х450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 36,5 мм, диаметр после обработки
d = 29,5 мм, диаметр до обработки
l = 3,5 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 13. Расточить поверхность 6 ø60 мм.
(начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 60 мм, диаметр после обработки
d = 58,5 мм, диаметр до обработки
l = 16 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 12. Расточить поверхность 6 ø 31,5 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 31,5 мм, диаметр после обработки
d = 30,5 мм, диаметр до обработки
l = 52,5 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 13. Расточить фаску 1 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 34 мм, диаметр после обработки
d = 32 мм, диаметр до обработки
l = 1 мм, длина обрабатываемой поверхности
Операция 010 Токарная
Содержание операции: Переход 14. Точить канавку 5 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец канавочный специальный Т15К6
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 45 мм, диаметр до обработки
d = 44,5 мм, диаметр после обработки
l = 0,25 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 1. Точить торец 1 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 57 мм, диаметр обрабатываемой заготовки
Операция 015 Токарная
Содержание операции: Переход 2. Точить поверхность 2 ø 54 мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 57 мм, диаметр до обработки
d = 54 мм, диаметр после обработки
l = 75 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 3. Точить торец 3 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 95 мм, диаметр обрабатываемой заготовки
Операция 015 Токарная
Содержание операции: Переход 4. Точить поверхность 4 ø 51мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 54 мм, диаметр до обработки
d = 51 мм, диаметр после обработки
l = 56 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 5. Точить конус 150 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Операция 015 Токарная
Содержание операции: Переход 6. Точить поверхность 5 ø 36 мм. (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец подрезной Т5К10
ГОСТ 18874 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51 мм, диаметр до обработки
d = 36 мм, диаметр после обработки
l = 34 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 7. Точить торец 1 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон линейный двусторонний
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 41 мм, диаметр обрабатываемой заготовки
Операция 015 Токарная
Содержание операции: Переход 8. Точить конус 150 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Угломер универсальный
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Операция 015 Токарная
Содержание операции: Переход 9. Точить поверхность 4 ø 50мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51 мм, диаметр до обработки
d = 50 мм, диаметр после обработки
l = 1,84 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 10. Точить фаску 1,6 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 51,92 мм, диаметр до обработки
d = 48,72 мм, диаметр после обработки
l = 1,6 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 11. Точить поверхность 2 ø 51,92 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 54 мм, диаметр до обработки
d = 51,92 мм, диаметр после обработки
l = 20 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 12. Точить торец 3 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон или скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной упорный Т15К6 ГОСТ 20872 – 03 Тип 1
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 95 мм, диаметр обрабатываемой заготовки
Операция 015 Токарная
Содержание операции: Переход 13. Точить поверхность 5 ø 35 мм. (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Резец подрезной Т15К6
ГОСТ 18874 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 36 мм, диаметр до обработки
d = 35 мм, диаметр после обработки
l = 35 мм, длина обрабатываемой поверхности
Операция 015 Токарная
Содержание операции: Переход 14. Расточить фаску 1,25 х 450 (начисто)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Оправка кулачковая шпиндельная ГОСТ 17528 – 05
Мерительный инструмент – Шаблон
Режущий и рабочий инструмент – Резец расточной Т15К6
ГОСТ 20874 – 03 Тип 5 Пластины ГОСТ: режущая 19048 – 06.
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 34 мм, диаметр после обработки
d = 31,5 мм, диаметр до обработки
l = 1,25 мм, длина обрабатываемой поверхности
Операция 020 Сверлильная
Содержание операции: Сверлить 4 отверстия ø 9 мм.
Исходные данные:
Оборудование – Вертикально – сверлильный станок модели 2А150
Приспособление – Многошпиндельная головка, оправка, прихваты
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Сверло спиральное с коническим хвостовиком ø 9 мм. L = 160; l = 80; ГОСТ 10903 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 9 мм, диаметр после обработки
L = 10 мм, длина обрабатываемой поверхности
Операция 025 Сверлильная
Содержание операции: Сверлить 3 отверстия ø 6 мм.
Исходные данные:
Оборудование – Вертикально – сверлильный станок модели 2А125
Приспособление – Головка делительная горизонтальная и оправка кулачковая ГОСТ 17528 – 05
Мерительный инструмент – Индуктивная пробка
Режущий и рабочий инструмент – Сверло спиральное с коническим хвостовиком ø 6 мм. L = 140; l = 60; ГОСТ 10903 – 03
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 6 мм, диаметр после обработки
L= 1,75 мм, длина обрабатываемой поверхности
Операция 030 Фрезерная
Содержание операции: Прорезать 3 – паза 3 мм., оставляя перемычку согласно эскизу.
Исходные данные:
Оборудование – Вертикально – фрезерный станок 6H12П
Приспособление – Головка делительная горизонтальная с задней бабкой, вращающийся центр и фиксатор с эксцентриковым управлением
Мерительный инструмент – Калибр плоский
Режущий и рабочий инструмент – Фреза дисковая трехсторонняя D = 63 мм.;d = 22 мм.;В = 3 мм.;z = 3 мм.ГОСТ 2679 – 93
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
L = 55 мм, длина обрабатываемого паза
В = 3 мм, ширина обрабатываемого паза
Операция 055 Заточная
Содержание операции: Прорезать 3 перемычки.
Исходные данные:
Оборудование – Универсально – заточной станок модели 3Д642Е
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83 и поворотный стол
Мерительный инструмент – Калибр плоский
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП80х3х32 24А 10–П С2 7 К5 35ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
В первом случае измеряемая поверхность и измерительная оснастка должны быть очень точно ориентированы относительно друг друга. Так, измерительная пробка должна входить в измеряемое отверстие с зазором без заклинивания и заедания.
Требования безопасности при работе на токарных станках
Зона обработки должна ограждаться как со стороны, так и с противоположной ему стороны, для защиты персонала, работающего на расположенном рядом оборудовании.
Для исключения травмирования патроном или планшайбой при их установке на шпиндель станка следует подкладывать под них прокладки с выемкой под форму патрона или планшайбы.
При закреплении детали в кулачковом патроне или использование планшайб, следует захватывать деталь кулачками, на возможно большую величину. В кулачковом патроне без подпора центром задней бабки закрепляют только короткие, длиной не более 2-х диаметров, уравновешенные детали. В других случаях для подпора используют заднюю.
При скоростном резании на токарных станках работать с не вращающимся центром запрещено.
Для обработки деталей закрепленных в центрах применяют безопасные поводковые патроны.
Для предупреждения захвата специальной одежды токаря ходовыми винтами и валиками, применяют ограждения. Во время работы необходимо соблюдать правила ношения специальной одежды (отсутствие свисающих концов и т.д.).
11.2 Требования безопасности при экс






