Выбор сварочного оборудования производится в соответствии с установленным технологическим процессом. Ручную дуговую сварку целесоообразно осуществлять сварочным выпрямителем ВД-401 У3. Техническая характеристика которого отвечающая принятой технологии изготовления сварочной конструкции.
Сварочный выпрямитель ВД-401 У3 предназначен для питания электрической сварочной дуги постоянным током при ручной дуговой сварке, резки и наплавке металлов. Питание выпрямителя осуществляется от трехфазной сети переменного тока. Выпрямитель предназначен для работы в закрытых помещениях с естественной вентиляцией. Техническая характеристика выпрямителя приведена в таблице 11.
Таблица 11
Технические характеристики ВД-401 У3
| Наименование
| ВД-401 У3
|
| Источник питания
| сеть переменного тока напряжением 380В
|
| Вид сварочного тока
| постоянный
|
| Количество фаз
|
|
| Номинальный сварочный ток, А
|
|
| Номинальный режим работы, (ПН)%
|
|
| Номинальное рабочее напряжение, В
|
|
| Пределы регулирования сварочного тока, А
| 80...400
|
| Габариты, мм
| 540х500х820
|
| Масса, кг, не более
|
|
Для выполнения дуговой сварки в углекислом газе следует использовать сварочный полуавтомат ПДГ-305. Полуавтомат ПДГ-305 (рис.1) состоит из горелки, механизма подачи электродной проволоки, переносного пульта управления, сварочного выпрямителя с встроенным блоком управления, газового редуктора с расходомером, подогревателя газа, соединительных шлангов и проводов. Подачи электродной проволоки и защитного газа в зону дуги автоматизированы. Перемещение сварочной горелки вдоль кромок свариваемых заготовок с требуемой скоростью осуществляется сварщиком вручную. Горелка служит для направления в зону дуги электродной проволоки и защитного газа и подвода к проволоке сварочного тока. Горелка комплектуется сменными соплами для подвода и направления газа. Механизм подачи обеспечивает непрерывную подачу в зону дуги электродной проволоки с требуемой скоростью по мере ее расплавления. На нем размешены кассета с электродной проволокой и съемный пульт управления.
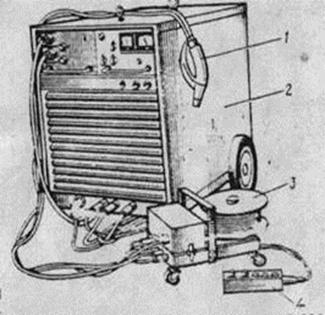
Рисунок 1. Сварочный полуавтомат ПДГ-305
1– сварочная горелка, 2 – источник питания, 3 – механизм подачи электродной проволоки, 4 – переносной пульт управления.
Выпрямитель обеспечивает преобразование трехфазного переменного тока в постоянный с жесткой внешней характеристикой, а также изменение величины сварочного тока и напряжения в требуемых пределах. Блок управления предназначен для регулирования и стабилизации скорости подачи электродной проволоки, регулирования сварочного тока и напряжения. Газовый редуктор с расходомером дает возможность регулировать и поддерживать постоянным давление и расход углекислого газа. Подогреватель обеспечивает подогрев и улучшение испарения углекислоты и предотвращает замерзание канала прохода газа при перепаде давления. Настройку полуавтомата на выбранный режим сварки необходимо выполнять в следующей последовательности: включить электрическую схему, при этом на блоке управления загорается сигнальная лампа; пропустить электродную проволоку через шланг горелки, нажав тумблер перемещения проволоки на переносном пульте управления, и установить требуемый вылет проволоки; открыть вентиль баллона с углекислым газом и вращением винта редуктора-расходомера установить требуемые давление и расход газа; вращением маховичка потенциометра установить выбранную скорость подачи электродной проволоки; вращением маховичка потенциометра установить выбранную величину тока и напряжения сварочной дуги; установить горелку под углом 75-80° к свариевамым заготовкам на расстоянии 10-25 мм от них; нажать включатель на горелке. При нажатии происходит включение газового клапана и углекислый газ, проходя по системе, вытесняет из нее воздух. Спустя одну секунду включаются выпрямитель и привод подачи проволоки. Электродная проволока подается из кассеты по гибкому направляющему каналу в зону дуги. При замыкании электрода на заготовку зажигается дуга.
Технические характеристики полуавтомат ПДГ-305:
1. Напряжение питания, 50 Гц, В — 3x 380 В
2. Максимальная потребляемая мощность 13 кВа
3. Диаметр сварочной проволоки - 0,8 – 1,6 мм (ГОСТ 2246 – 70)
4. Диапазон регулирования сварочного тока - 50-350А
5. Диапазон регулирование скорости подачи электродной проволоки,(в пределах) 0 – 18 м/мин
6. Номинальный сварочный ток, 350 А, при ПВ=60%
7. Подогрев газового редуктора ~ 36 V
8. Степень защиты – IP 21
9. Род сварочного тока - постоянный
10. Охлаждение – принудительное
11. Вес - 110 кг
12. Габаритные размеры -1000x800x530 мм
Сварочный аппарат снабжен:
· Датчиком включения вентиляторов
· Платформой под баллон
· 16 ступенчатым регулирования тока,
· Блок управления сварочным полуавтоматом*
К инструментам и приспособлениям сварщика относят:
Основным рабочим инструментом сварщика является электрододержатель, необходимый для закрепления электрода при сварке и подвода к нему тока. Электр од одер жатель должен быть легким (400--700 г) и удобным, чтобы меньше утомлять сварщика. Расстояние от места зажима электрода до начала рукоятки берется равным 150 мм. Рукоятку делают из дерева плотных пород или других материалов, плохо проводящих тепло и не проводящих электрический ток, например из пластмассы. Электрододержатели при силе тока более 300 а снабжают защитным экраном.
Захваты электрододержателя делают из медных сплавов или стали; они должны прочно держать электрод при любом его наклоне.
Конструкция электрододержателя позволяет уменьшать длину огарка. Это особенно важно при применении электродов из качественных сталей, так как длина огарка составляет до 20% длины нового электрода. Пружинные держатели, показанные на рисунке, распространены больше всего. Применяют также зажимные и винтовые.
Вспомогательными инструментами сварщика являются: стальная щетка для удаления ржавчины, молоток для сбивания шлака, зубило или комбинированное зубило, слесарный молоток, клеймо и набор шаблонов для проверки размеров швов.
В условиях заводского цеха или на крупных строительных площадках, где есть источник сжатого воздуха, сварщики обычно применяют пневматические зубила.
Электросварщик должен обязательно пользоваться индивидуальными защитными приспособлениями.
К ним относятся: а) щиток или более удобная маска-шлем со специальными цветными стеклами (светофильтрами) для защиты глаз и лица сварщика от действия лучей электрической дуги и брызг расплавленного металла; б) изолирующая подставка (деревянная) или резиновый коврик при работе на токопроводящей или влажной поверхности (бетонный пол цеха, леса, подмости и др.); в) монтажный пояс в случае, если монтажную сварку соединений арматурных каркасов выполняют на высоте, превышающей 5 м, и подвесных подмостей нет. Кроме того, для крепления медных форм при стыковой сварке применяют специальные медные струбцины.
Во избежание ожогов от брызг расплавленного металла при сварке сварщик должен быть одет в брезентовую спецодежду и работать в брезентовых сухих рукавицах. Брюки на выпуск подбирают по длине так, чтобы они сверху закрывали плотно зашнурованные ботинки.






